鑄造起重機主要結構易發生損傷破壞的部位類型危害及控制
2019-04-11 05:21:18平克楠
科技與創新 2019年6期
平克楠
(太原重工股份有限公司,山西省高端重型裝備智能制造重點科技創新平臺,山西 太原 030024)
1 概述
2 日常巡檢、定期檢測在設備運行維護中的作用
起重機的安全運行與設計、制造、運維三者都有關系,但在起重機整個服役周期內,陪伴時間最長的是設備運維。設備運維包含點檢、檢修、檢測、整改、修復等內容,其中的日常巡檢、定期檢測是損傷破壞發現、跟蹤、修復效果分析的關鍵環節。
日常巡檢是對起重機零部件工作運行狀態進行跟蹤觀察和記錄,對異常狀況應作出快速反饋,其中的一項工作就是對結構件損傷破壞的目測和記錄,這是損傷破壞初始顯現的第一道觀察站。
定期質量檢測是對設備現狀的一種描述和零部件安全程度的評價,通常,檢測結果將提示設備當前的損傷狀況、安全隱患和需要整改的事項。特別是對于工作繁忙的鑄造起重機在使用若干年后,大多是10 年后,零部件損傷和失效現象逐步顯現,這時的定期質量檢測能較全面地發現不同類別的結構損傷,并提供解決方案,這時的檢測也包含焊縫的無損檢測,對于日常難以發現和判別的損傷破壞,可以明確指出、歸類并提出危害性判斷和風險控制措施。
3 鑄造起重機主要結構易發生損傷破壞的部位、類型
3.1 主梁T 形鋼與主腹板對接焊縫
主梁T 形鋼與主腹板對接焊縫情況如圖1 所示。
裂紋特征:沿橫向焊縫擴展,一定程度后在母材上延伸,擴展較慢。位置特征:距小車車輪移動載荷最近的主焊縫,受輪壓往復交變影響。質量控制難點:焊接殘余應力較高,二次開裂后需要局部加強。破壞類型:受壓區對接焊縫開裂。
3.2 主梁副腹板門孔
主梁副腹板門孔情況如圖2 所示。
裂紋特征:在門孔四個邊角沿焊縫擴展,一定程度后在母材上延伸,擴展較快。位置特征:箱型梁截面強度損失區域,邊角應力集中明顯。質量控制難點:焊接殘余應力較高,補焊修復需要結合局部加強。破壞類型:箱型梁開孔邊焊縫開裂。
3.后備豬的初次配種,一般在初情期后的第3個情期開始配種,此階段后備母豬已達到體成熟,能滿足懷孕的需要,采取一個情期多次配種,提高產仔數。
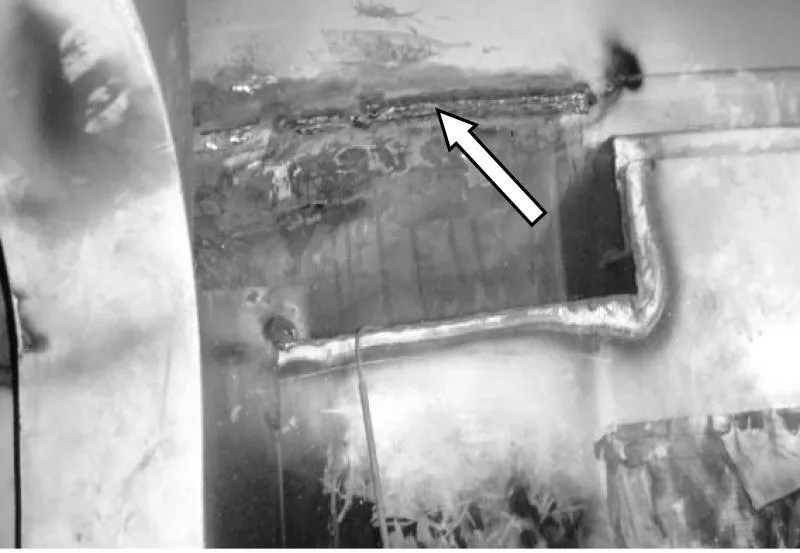
圖1 主梁T 形鋼與主腹板對接焊縫
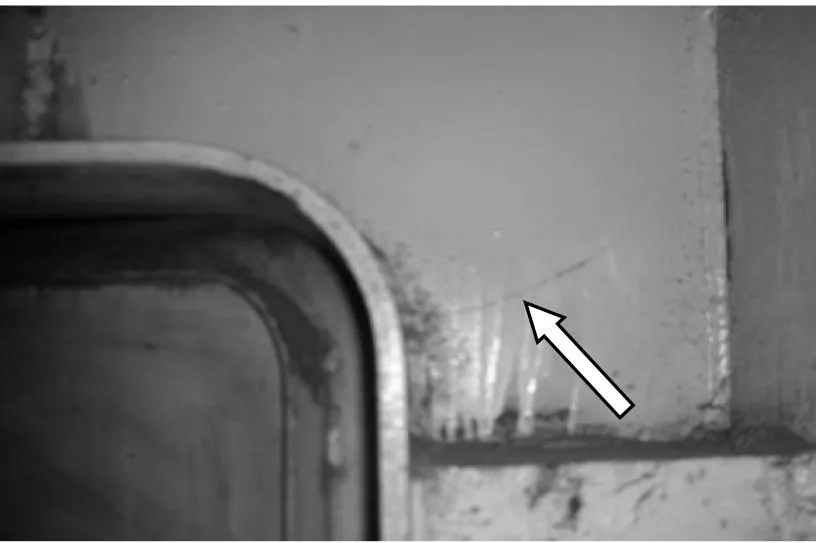
圖2 主梁副腹板門孔
3.3 主梁上蓋板與主腹板角接焊縫(非T 形鋼焊接)
主梁上蓋板與主腹板角接焊縫如圖3 所示。
裂紋特征:沿橫向焊縫擴展,一定程度后在母材上延伸,擴展較快。位置特征:距小車車輪移動載荷最近的主焊縫,局部輪壓直接作用。質量控制難點:焊接工藝要求嚴,二次開裂后需局部加強。破壞類型:受壓區角接焊縫開裂。
3.4 主梁T 形鋼之間對接焊縫
主梁T 形鋼之間對接焊縫如圖4 所示。
裂紋特征:沿焊縫擴展,擴展較快。位置特征:距小車車輪移動載荷最近的交叉焊縫,局部輪壓直接作用。質量控制難點:應力集中明顯,二次開裂后需要局部加強。破壞類型:受壓區對接交叉焊縫開裂。

圖3 主梁上蓋板與主腹板角接焊縫

圖4 主梁T 形鋼之間對接焊縫
3.5 主梁端部直角變化處(位于大車車輪座上部)
主梁端部直角變化處如圖5 所示。
裂紋特征:沿焊縫和母材雙向擴展,擴展較快。位置特征:距大車車輪移動載荷最近的截面變化處,結構設計難點。質量控制難點:大車車輪沖擊明顯,補焊修復效果不理想。破壞類型:受拉區截面變化尖端處焊縫開裂。
3.6 副主梁端部
副主梁端部情況如圖6 所示。
裂紋特征:加強板母材開裂,擴展較快。位置特征:距端梁車輪座移動載荷最近的副主梁截面變化處。質量控制難點:鉸接端梁車輪座對副主梁的沖擊。破壞類型:受拉區截面變化處加強板開裂。

圖5 主梁端部
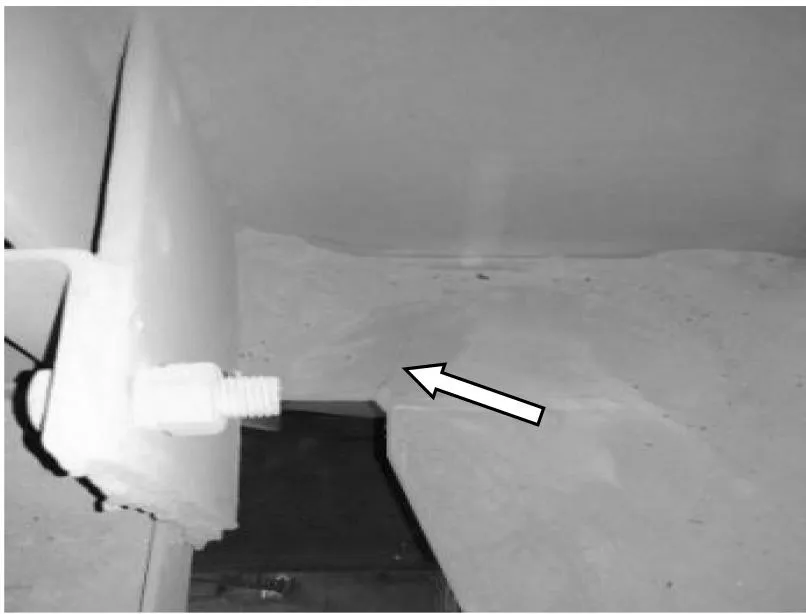
圖6 副主梁端部
3.7 橋架端梁與車輪座連接處焊縫
橋架端梁與車輪座連接處焊縫如圖7 所示。
裂紋特征:焊縫裂紋向母材延伸,擴展較快。位置特征:距端梁車輪座移動載荷最近的端梁角焊縫。質量控制難點:鉸接端梁車輪座對十字焊接接頭的沖擊。破壞類型:十字型焊縫開裂。
3.8 主小車架弧形過渡區焊縫
主小車架弧形過渡區焊縫如圖8 所示。
裂紋特征:焊縫裂紋向母材延伸,擴展緩慢。位置特征:距小車車輪移動載荷最近的小車架梁截面變化處。質量控制難點:小車架剛性設計與輕量化設計之間的矛盾。破壞類型:變截面應力集中區焊縫開裂。

圖7 橋架端梁與車輪座連接處焊縫
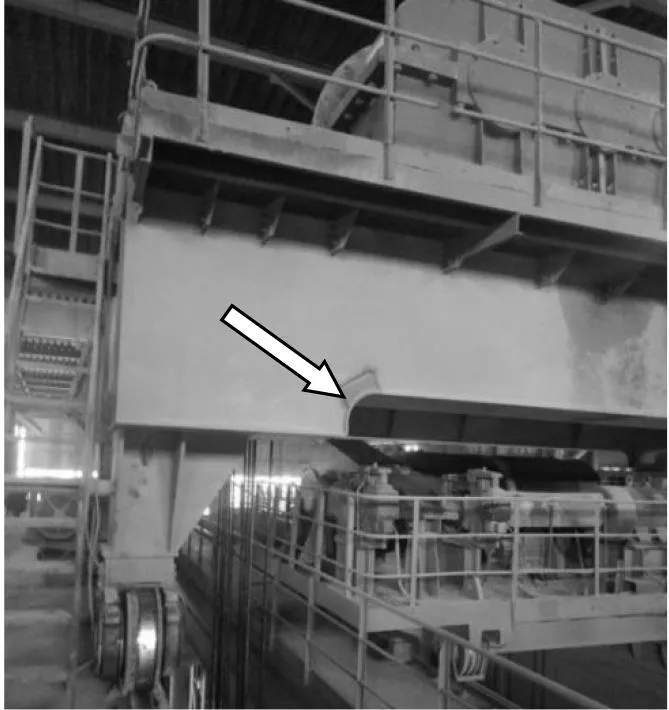
圖8 主小車架弧形過渡區焊縫
3.9 橋架端梁弧形過渡區焊縫
橋架端梁弧形過渡區焊縫如圖9 所示。
裂紋特征:多數情況沿焊縫擴展、少數情況從焊縫處直接向母材擴展。位置特征:距大車車輪移動載荷最近的端梁變截面焊縫。質量控制難點:受移動車輪的沖擊敏感,受大車行走速度和大車軌道質量影響。破壞類型:變截面應力集中區焊縫開裂。
3.10 移動司機室懸掛側副腹板十字型焊縫
移動司機室懸掛側副腹板十字型焊縫如圖10 所示。
裂紋特征:沿焊縫方向延伸,裂紋擴展快。位置特征:移動載荷直接作用。腹板兩面的焊縫垂直交叉。質量控制難點:外力作用面過于集中。破壞類型:十字型焊縫開裂。
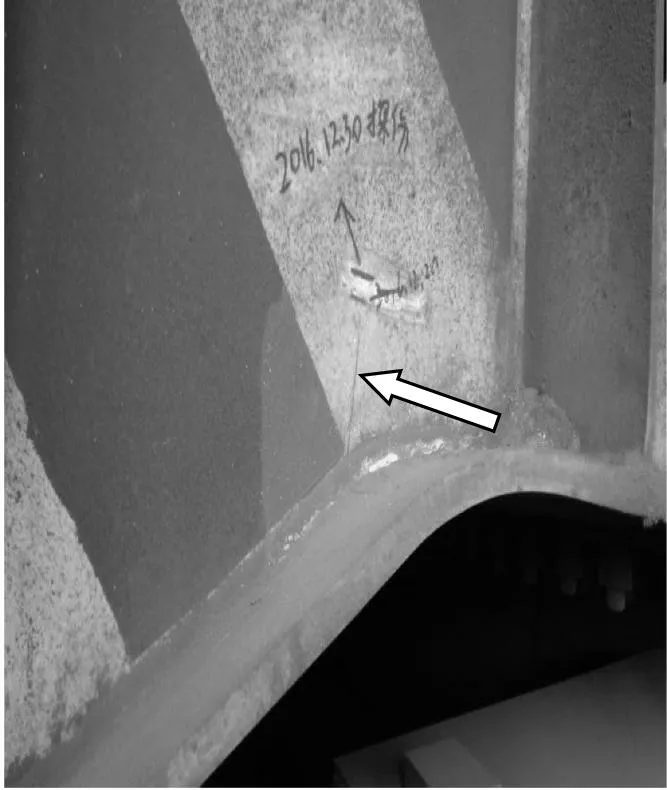
圖9 橋架端梁弧形過渡區焊縫
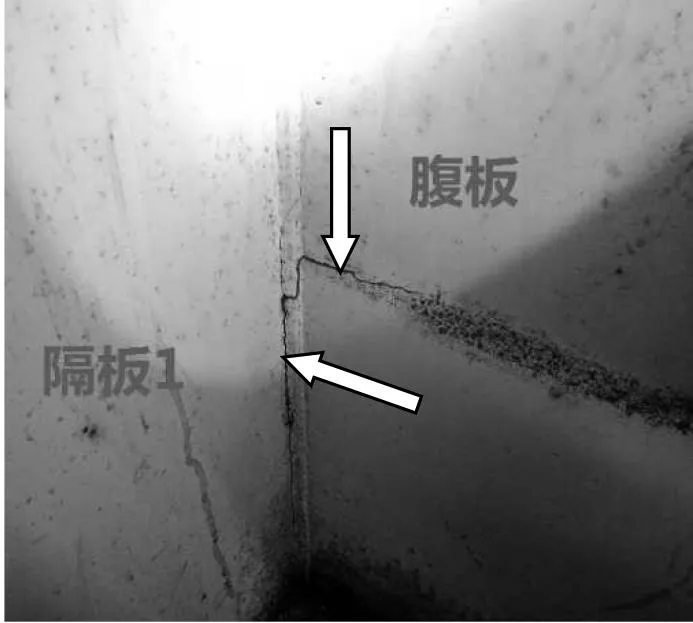
圖10 移動司機室連接架對腹板焊縫的破壞
3.11 易發生損傷破壞的部位
易發生損傷破壞的部位如圖1~圖10 所示。
4 不同類型損傷破壞的危險性及風險控制
不同類型損傷破壞的危險性及風險控如表1 所示。
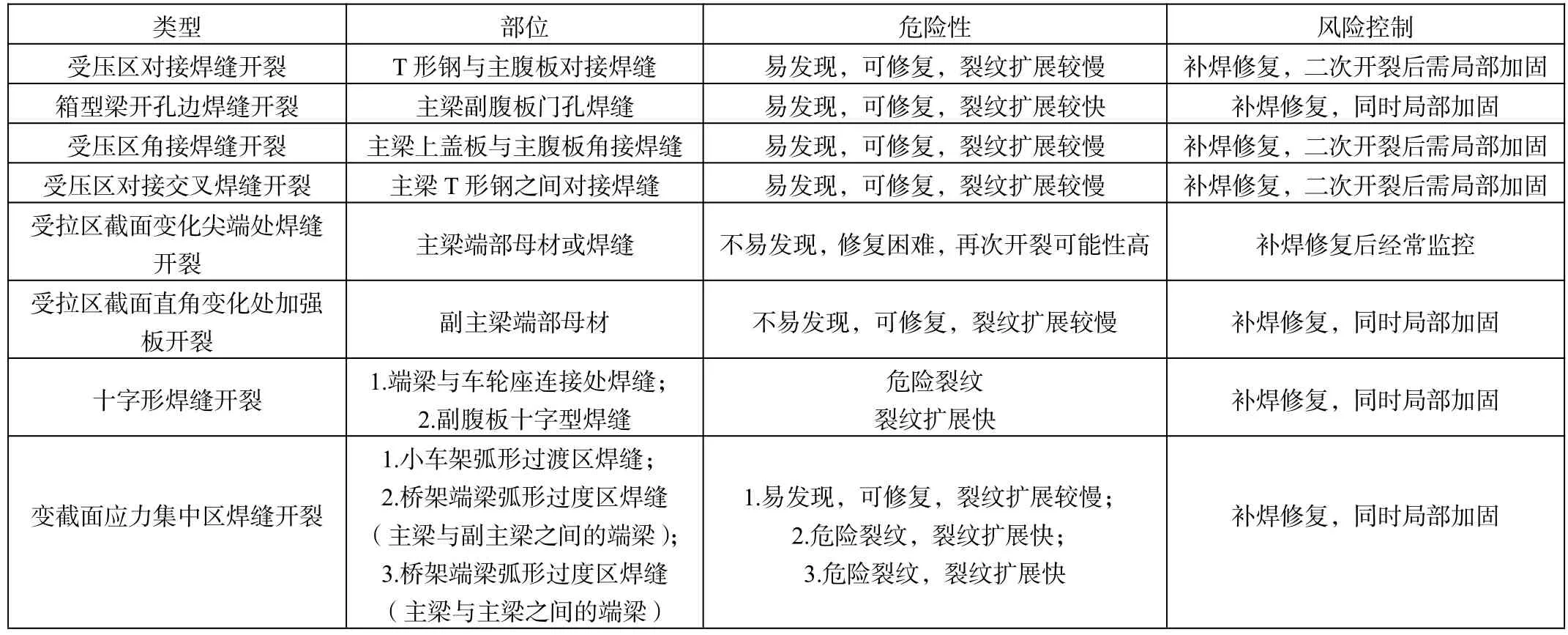
表1 不同類型損傷破壞的危險性及風險控制綜述
5 結論
鑄造起重機主要結構易發生損傷破壞的部位位于距離移動載荷作用位置最近的應力集中處焊縫(個別情況位于截面突變處母材)。移動載荷和應力集中是兩個關鍵因素。移動載荷作用點一類是行走的主小車車輪,另一類是行走的大車車輪。應力集中包括截面弧形過度區、截面突變處、十字形焊縫、門孔、主梁角焊縫、對接交叉焊縫幾種情況。
鑄造起重機主要結構易發生損傷破壞的類型主要分八種,受壓區對接焊縫開裂、箱型梁開孔邊焊縫開裂、受壓區角接焊縫開裂、受壓區對接交叉焊縫開裂、受拉區截面變化尖端處焊縫開裂、受拉區截面直角變化處加強板開裂、十字形焊縫開裂、變截面弧形過度應力集中區焊縫開裂。
發生損傷破壞后,不同類型的開裂程度不同、裂紋擴展快慢不同、修復加固方式不同。可將裂紋擴展快、修復質量難控制、需要局部加固的幾種類型歸為危險裂紋的破壞,應重點注意十字形焊縫開裂、橋架端梁弧形過度區焊縫開裂這兩大類型的危險裂紋,可將其他六種類型歸為重要裂紋的破壞。對鑄造起重機主要部件易發生損傷破壞的及時發現和風險控制是冶金起重機行業非常重視的一項工作,上述研討的目的之一是推動這項工作和相關技術的規范化、標準化,以及提高處理現場突發破壞的快速反應能力,使損傷破壞巡檢有目標有重點,設備運行維護有防范、有準備,應急處理有依據、有措施。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
當代陜西(2019年10期)2019-06-03 10:12:04
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
