動力集中動車組司機室頭罩安裝
2019-04-18 11:37:10遲穎楊釗楊曉芳賈昱
商品與質量 2019年38期
關鍵詞:鋼結構
遲穎 楊釗 楊曉芳 賈昱
中車大連機車車輛有限公司 遼寧大連 1 1 6 0 2 2
集中動力動車組的司機室頭罩粘接采用螺栓緊固與膠黏劑粘接的混合連接的安裝方式。司機室頭罩采用玻璃鋼的材質,在性能上,它具有密度小、比剛度高、阻燃、隔音性能優異、高抗沖擊力、耐腐蝕性、輕便等特點,但由于其本身彈性模量低,因此存在剛性不足,易變形的情況,所以在組裝過程中,需要多次研配。本文將對動力集中動車組機車司機室頭罩的安裝進行討論。
1 司機室頭罩安裝前的準備
司機室頭罩的安裝為螺栓緊固與膠黏劑粘接的混合連接的安裝方式,為保證粘接質量,需要提前一天將所需要的粘接劑拿到粘接現場,與司機室頭罩、車體鋼結構、粘接工具進行同溫處理。同溫處理是為了讓兩基材在粘接過程中,保證同溫,可以有效避免膠黏劑在粘接過程中,不同溫度的物體因接觸,造成冷凝而形成冷凝水,導致膠黏劑與基材結皮,造成不良粘接。因此同溫處理是必要且重要的步驟[1]。
2 司機室頭罩安裝前的試裝
由于司機室頭罩本身的玻璃鋼屬性,易變形,因此需要在頭罩安裝前進行試裝工
序。用專門的吊裝工具,將玻璃鋼頭罩吊裝到車體鋼結構處。在頭罩與車體鋼結構間隙中插入墊塊,來調整頭罩與鋼結構的間隙。通過司機室頭罩內預埋的筋板,可以作為力的支撐點,用可伸縮絲杠,對司機室頭罩進行撐拉,用螺栓及增減安裝座調整墊的數量,來調整司機室頭罩與鋼結構的平面度。對無法通過增減墊片調節來調節司機室頭罩與鋼結構平面度的局部位置,單獨進行標記,進行后期的再處理[2]。
為保證粘接膠層寬度均勻、統一。用畫規以當臺車間隙最大值為劃線距離(最終膠縫寬度),以車體鋼結構一面為基準,在玻璃鋼頭罩上進行劃線。將劃線內的部分進行打磨去除,打磨深度為1-2mm,針對打磨面形態進行了兩次試驗。首臺車由于在粘接完成后進行重新的清膠、劃線、打磨、施膠,因此在打磨角度上受到限制,打磨面的形態如表1所示,從圖片可以看出,打磨面為深入1-2mm的二層臺。
經過一段時間再觀察首臺車粘接面發現,在膠層中出現明顯的分印痕跡。分析原因,一是由于陶氏膠黏劑質較軟,玻璃鋼的下凹臺較硬,用相同的力刮膠,膠層的下壓程度不同,易形成二層臺,邊界線位置明顯。二是由于頭罩與鋼結構在調整時,局部部位頭罩高于鋼結構,小凹平面依然高于鋼結構。在施膠、刮膠的過程中,易形成二層臺。并且,作為濕氣固化聚氨酯膠的陶氏密封膠,長時間后具有內縮性,小凹面上的膠層,與其他膠層經過長時間的內縮,是否會形成兩個不同的小凹曲面,得待長時間觀察膠層收縮情況才能進一步明確。
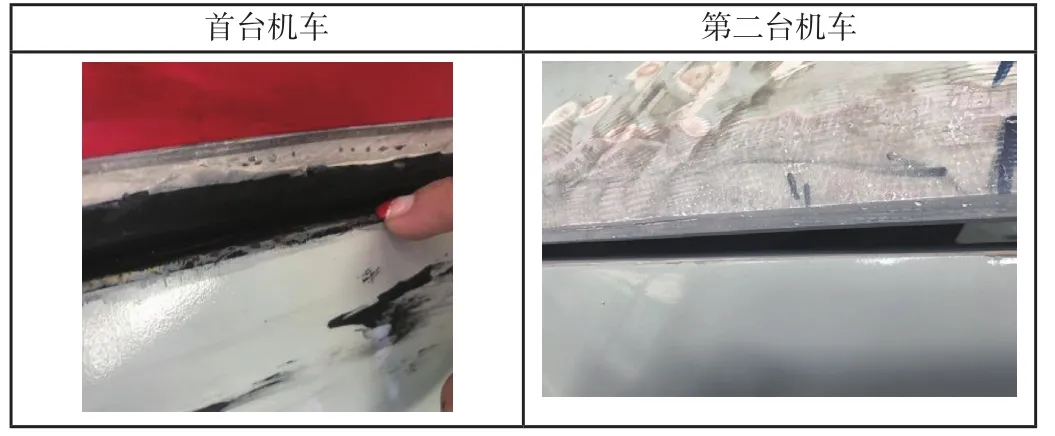
表1 玻璃鋼頭罩打磨示意圖
因此,在第二臺玻璃鋼頭罩的打磨面更改,如表1所示,打磨面為斜面。并且,在頭罩與鋼結構進行調節的時候,寧玻璃鋼頭罩內收于鋼結構,也不能外闊于鋼結構,更好的保證施膠后的膠層效果。
司機室頭罩在間隙及平面度修整完成后,對位置進行劃線,作為位置標識,方便拆下進行表面處理完成后二次安裝。
3 粘接面的表面處理
粘接面的處理狀態是決定粘接質量的重要因素之一。司機室頭罩為玻璃鋼材質,鋼結構帶有底漆,為防止粘接表面附著有油污,因此在粘接面打磨前需用異丙醇將粘接面進行擦拭、清潔。玻璃鋼頭罩需用角磨機或者砂紙進行打磨,粘接面不得存在膠衣等不利于粘接的物質。鋼結構的粘接面只需用砂紙進行打磨,增大粘接面即可,無需去除底漆。打磨完成后,用異丙醇再次對粘接面進行清潔。
涂抹活化劑、底涂前,需粘貼遮蔽膠帶。粘貼遮蔽膠帶時,膠帶距離粘接面邊沿1-2mm,這是為了粘接完成后,撕扯遮蔽膠帶時不易帶出膠,保證粘接質量。且遮蔽膠帶在粘貼時,不能拉扯力過大,造成膠帶拉伸變形,粘貼后的膠帶會回縮,無法保證粘貼質量[3]。
活化劑、底涂使用前,使用干燥潔凈的擦拭紙(或無毛毛巾)蘸取少量的活化劑在粘接面沿一個方向擦拭。底涂在涂抹前,需要搖晃,使里面的有效成分得到充分的混合,聽到瓶內鋼珠活動的聲音后,仍需搖動60s。將底涂倒入一次性塑料杯內,用泡棉蘸取,涂抹在粘接面上。底涂作為粘接面與膠黏劑的橋梁,它的涂抹原則是,薄而均勻且無漏涂。
4 司機室頭罩預施膠、安裝、施膠
4.1 預施膠
司機室頭罩安裝后,由于空間、安裝座位置遮擋,部分空間無法進行內外施膠,因此需要預先施膠。將司機室后墻、司機室前端、后端及左右安裝座延伸到司機室前端位置全部預施膠。同時預留出前端螺栓孔安裝區域,防止膠溢出影響螺栓孔的現場配鉆及緊固。因為該膠的表干時間為30min,因此預施膠完成后,需立即將頭罩安裝到鋼結構上,否則影響粘接性能。
4.2 安裝
根據試裝時所劃的位置標記,將頭罩安裝在鋼結構上,調整墊數量與試裝時調整墊數量相同,緊固螺栓。重新檢查頭罩與鋼結構的平面度及間隙值,符合要求后方可施膠。
4.3 施膠
將陶氏密封膠裝入氣動或電動膠槍中,將膠嘴切開合適的角度。調整好膠槍的出膠速度,緩慢施膠。先施內圈膠,后施外圈膠。內圈和外圈施膠完成后,均須用專用刮板刮平多余膠。外側須保證頭罩與車體鋼結構在同一平面。
5 結語
動車組的司機室頭罩安裝是動車組的重要工序,該工序的安裝質量直接影響機車裝車質量。因此,如何優化工藝是組裝工藝師應該重視,并繼續研究下去的。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:10:58
石油化工建設(2018年1期)2018-07-10 09:49:50
電站輔機(2017年3期)2018-01-31 01:46:40
中國公路(2017年15期)2017-10-16 01:31:54
物流技術與應用(2017年3期)2017-05-17 05:29:07
發明與創新(2016年33期)2016-08-21 13:22:16
中國工程咨詢(2016年4期)2016-02-14 07:28:44
