薄帶鑄軋氣霧冷卻裝置水氣壓配比研究
2019-04-18 01:41:14周西康李曉杰劉國(guó)勇宋則進(jìn)張薇
冶金設(shè)備 2019年1期
周西康 李曉杰 劉國(guó)勇 王 彬 宋則進(jìn) 張薇
(1:中冶京誠(chéng)工程技術(shù)有限公司軋鋼與金屬加工工程技術(shù)所 北京100176;2:北京科技大學(xué)機(jī)械工程學(xué)院 北京100083)
1 前言
隨著減量化制造及節(jié)約型生產(chǎn)的大趨勢(shì),鑄軋一體化技術(shù)日漸成為國(guó)外熱軋板帶生產(chǎn)的主流。而在我國(guó)環(huán)保形勢(shì)嚴(yán)峻、板帶產(chǎn)品過剩的背景下,薄帶鑄軋這種近終型生產(chǎn)工藝,由于其高節(jié)能低排放的優(yōu)點(diǎn),也必將引領(lǐng)未來熱軋帶鋼的生產(chǎn)方向。目前該技術(shù)被列為鋼鐵產(chǎn)業(yè)調(diào)整與振興規(guī)劃前沿技術(shù)和關(guān)鍵產(chǎn)品生產(chǎn)技術(shù)專項(xiàng),隨著產(chǎn)能的不斷提高,將逐步部分替代連鑄連軋或常規(guī)熱連軋的薄板產(chǎn)品[1]。保證產(chǎn)品性能的重要工序是軋后冷卻,由于鑄軋產(chǎn)品規(guī)格很薄,部分帶鋼厚度可達(dá)0.7~0.8mm,如采用常規(guī)層流冷卻及射流冷卻技術(shù),會(huì)使極薄帶鋼冷卻不均并出現(xiàn)局部相變強(qiáng)化作用,以致失去產(chǎn)品的沖壓性能。因此目前國(guó)內(nèi)外鑄軋生產(chǎn)線機(jī)組,在軋后均布置了氣霧冷卻裝置[2]。氣霧冷卻技術(shù)具有表面?zhèn)鳠嵯禂?shù)高、冷卻時(shí)間短、冷卻均勻等優(yōu)點(diǎn),且可以實(shí)現(xiàn)均勻可調(diào)的冷卻效果。但氣霧冷卻技術(shù)傳熱機(jī)理復(fù)雜,冷卻介質(zhì)為水與氣的混合,不是單一介質(zhì),不同的水壓和氣壓設(shè)定將影響冷卻介質(zhì)與帶鋼之間的換熱系數(shù)。因此,如何設(shè)定最佳的水壓、氣壓,保證在較低的水壓氣壓下獲得較好的冷卻效果,成為了氣霧冷卻生產(chǎn)工藝參數(shù)設(shè)定的關(guān)鍵。
梅國(guó)暉等從連鑄噴霧冷卻強(qiáng)度的控制因素入手,建立了冷卻強(qiáng)度與水流密度、沖擊速度、霧滴尺寸間的關(guān)系式[3]。本文通過對(duì)自制扇形氣水霧化噴嘴在不同氣水壓力比條件下進(jìn)行實(shí)驗(yàn),得出了噴嘴的最佳噴霧氣水壓力比在1.5~2.0、質(zhì)量流量比在1.5~3.0的范圍之內(nèi),噴嘴噴霧效果最好[4]。路建嶺等通過4個(gè)工況的試驗(yàn)分析了氣水比和截面風(fēng)速對(duì)噴霧冷卻塔冷卻效率的影響,試驗(yàn)結(jié)果表明:氣水比從1.04增加到1.31,冷卻效率隨之從39.0%增加到54.5%[5]。李德睿等采用FLUENT DPM模型模擬了不同壓力實(shí)心錐噴霧換熱情況,發(fā)現(xiàn)隨壓力增大,噴霧冷卻的換熱系數(shù)增加,壁面溫度降低[6]。Wen-Long Cheng等指出最優(yōu)噴嘴高度并不是噴霧完全覆蓋被加熱表面的時(shí)候而是工質(zhì)利用率最高時(shí)。在他們的實(shí)驗(yàn)中最優(yōu)噴嘴高度為4.3mm,被加熱表面覆蓋率為12%[7]。Wong TN等釆用閉式循環(huán)氣助式四噴嘴噴霧系統(tǒng)冷卻電子芯片,結(jié)果表明換熱能力和加熱面溫度均勻性都隨流量的增加而提高[8]。Panao等研究了間歇式多噴嘴噴霧冷卻,得到了不同條件下的加熱表面熱流密度及表面?zhèn)鳠嵯禂?shù)變化情況,表明三噴嘴冷卻效果最好[9-10]。Sarkar等建立了噴霧冷卻的三維模型,采用 Level Set和多重網(wǎng)格共軛梯度法模擬了液滴撞擊薄液膜和不同過熱度表面的換熱情況[11]。
本文通過對(duì)氣霧冷卻噴嘴的冷、熱態(tài)性能實(shí)驗(yàn),對(duì)計(jì)算結(jié)果進(jìn)行了分析,提出了水壓、氣壓比對(duì)換熱系數(shù)的影響趨勢(shì)以及最優(yōu)的水氣壓比,對(duì)生產(chǎn)現(xiàn)場(chǎng)的調(diào)試具有指導(dǎo)意義。
2 換熱系數(shù)計(jì)算方法
對(duì)于軋后帶鋼氣霧冷卻換熱系數(shù)的研究是一個(gè)復(fù)雜的問題,由于影響帶鋼冷卻過程中影響換熱系數(shù)的因素眾多,目前計(jì)算換熱系數(shù)的主要方法是反傳熱法。即利用熱電偶獲取試樣鋼板在冷卻過程中沿寬度方向上各點(diǎn)的實(shí)測(cè)溫度值,利用導(dǎo)熱反問題手段逆向反算研究鋼板表面換熱系數(shù)值,獲得符合實(shí)際條件的換熱系數(shù)。
試驗(yàn)采用熱模擬裝置測(cè)定氣霧水滴與高溫鋼板表面的傳熱系數(shù)。非穩(wěn)定態(tài)法,即被測(cè)試試樣首先加熱到要求的溫度,然后在選定的位置進(jìn)行噴射冷卻。噴射氣霧連續(xù)噴射鋼板表面,使其表面溫度降低,并形成一定的內(nèi)外溫度梯度,對(duì)鋼板而言,沿鋼板厚度方向具有最大溫度梯度而成為內(nèi)部熱量導(dǎo)出的主要方向。在試驗(yàn)中將模擬板帶傳熱近似簡(jiǎn)化為一維導(dǎo)熱,測(cè)定噴嘴霧滴與鋼板表面之間的傳熱系數(shù)。根據(jù)測(cè)定鋼板不同時(shí)刻的溫度結(jié)果,通過一維導(dǎo)熱差分計(jì)算就可算出各個(gè)表面溫度下熱傳遞率(傳熱量)的瞬時(shí)值,相應(yīng)就得到噴嘴一定水量和氣量下霧滴與鋼板表面的傳熱系數(shù)。非穩(wěn)態(tài)且有內(nèi)熱源的導(dǎo)熱微分方程為:
式中k-導(dǎo)熱系數(shù);
a-導(dǎo)溫系數(shù);
q-熱流密度。
計(jì)算步驟是先給定鋼板表面的初估熱流密度值,用有限差分法計(jì)算下一個(gè)時(shí)間步長(zhǎng)的溫度場(chǎng),同時(shí)采用反傳熱法求出試樣鋼板表面換熱系數(shù);求出計(jì)算溫度和實(shí)驗(yàn)測(cè)得溫度的差值,然后用線性插值的方法求出表面熱流密度的修正值,用修正后的熱流密度重新計(jì)算溫度場(chǎng),同時(shí)修正換熱系數(shù);再經(jīng)反復(fù)計(jì)算,直到溫度的計(jì)算值和實(shí)測(cè)值的誤差達(dá)到一定得精度,最終獲得逼近實(shí)測(cè)的換熱系數(shù)。計(jì)算流程圖如圖1。
3 實(shí)驗(yàn)過程
實(shí)驗(yàn)系統(tǒng)分為三部分:氣霧噴嘴系統(tǒng)、加熱系統(tǒng)和測(cè)量系統(tǒng),如圖2。本實(shí)驗(yàn)采用材料Q345厚度10mm的試樣鋼板,從1000℃冷卻至300℃,來模擬帶鋼氣霧冷卻過程中的各類工況。
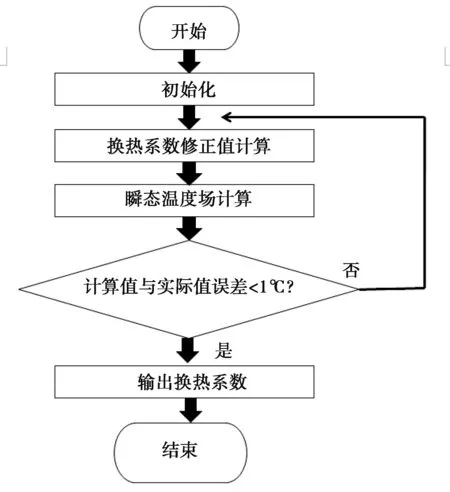
圖1 反傳熱計(jì)算流程圖
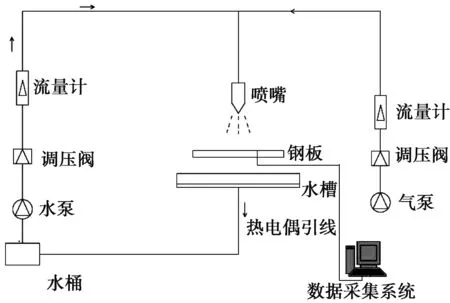
圖2 實(shí)驗(yàn)系統(tǒng)示意圖

圖3 熱電偶布置圖
圖3為熱電偶布置實(shí)物。鋼板底部打平底盲孔,為8mm、5mm兩種深度,每個(gè)測(cè)點(diǎn)長(zhǎng)度方向間隔20mm。用數(shù)據(jù)采集系統(tǒng)獲得各熱電偶處的溫度,將獲得溫度值帶入反傳熱計(jì)算程序,獲得試樣各測(cè)試點(diǎn)的氣霧冷卻表面?zhèn)鳠嵯禂?shù)。
4 水氣壓配比結(jié)果分析
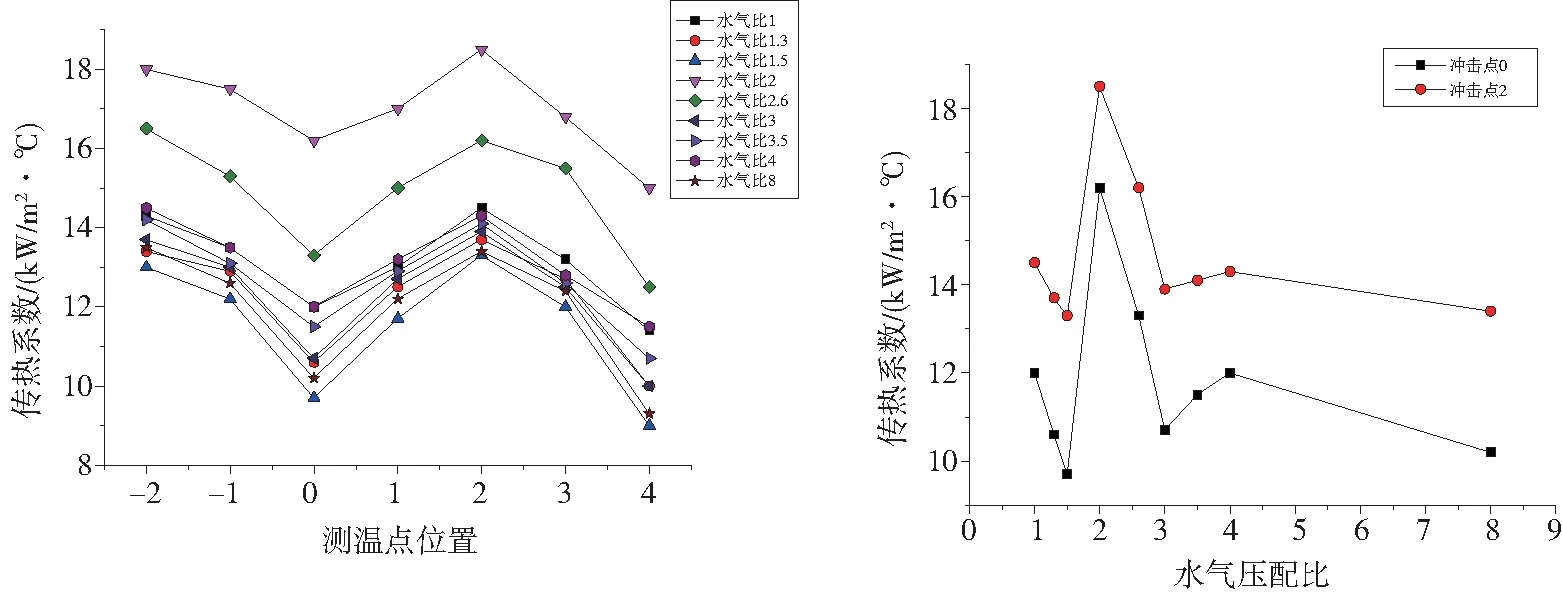
噴嘴條件:高度250mm,噴嘴間距260mm,分別設(shè)定鋼板溫度900℃、600℃、300℃,根據(jù)現(xiàn)場(chǎng)實(shí)際情況,氣壓為1 bar -4bar,水壓為3bar-8bar,考察不同的水氣壓配比對(duì)表面?zhèn)鳠嵯禂?shù)的影響,如圖4-圖6所示。
通過不同鋼板溫度下、不同水氣壓配比可以看出在900℃下,當(dāng)水氣壓配比為2即氣壓為4bar,水壓為8bar時(shí),鋼板表面的傳熱系數(shù)最大;水氣壓配比為2.6時(shí),鋼板表面的傳熱系數(shù)次之。當(dāng)水氣壓配比為1.5以及8時(shí),表面?zhèn)鳠嵯禂?shù)最小。即當(dāng)氣壓為2bar,水壓為3bar及氣壓為1bar,水壓為8bar時(shí),水氣壓配比對(duì)鋼板表面的傳熱系數(shù)影響較小;通過比較鋼板在600℃以及300℃下的換熱系數(shù)大小仍然可以看出,當(dāng)水氣壓配比為2時(shí),鋼板的表面?zhèn)鳠嵯禂?shù)最大,而水氣壓配比為1.5和8時(shí),鋼板的換熱系數(shù)最小。通過圖4(b)、圖5(b)及圖6(b)可以看出測(cè)溫點(diǎn)0和2處當(dāng)水氣壓配比為2時(shí),換熱系數(shù)都為最大,鋼板的冷卻效果最好。
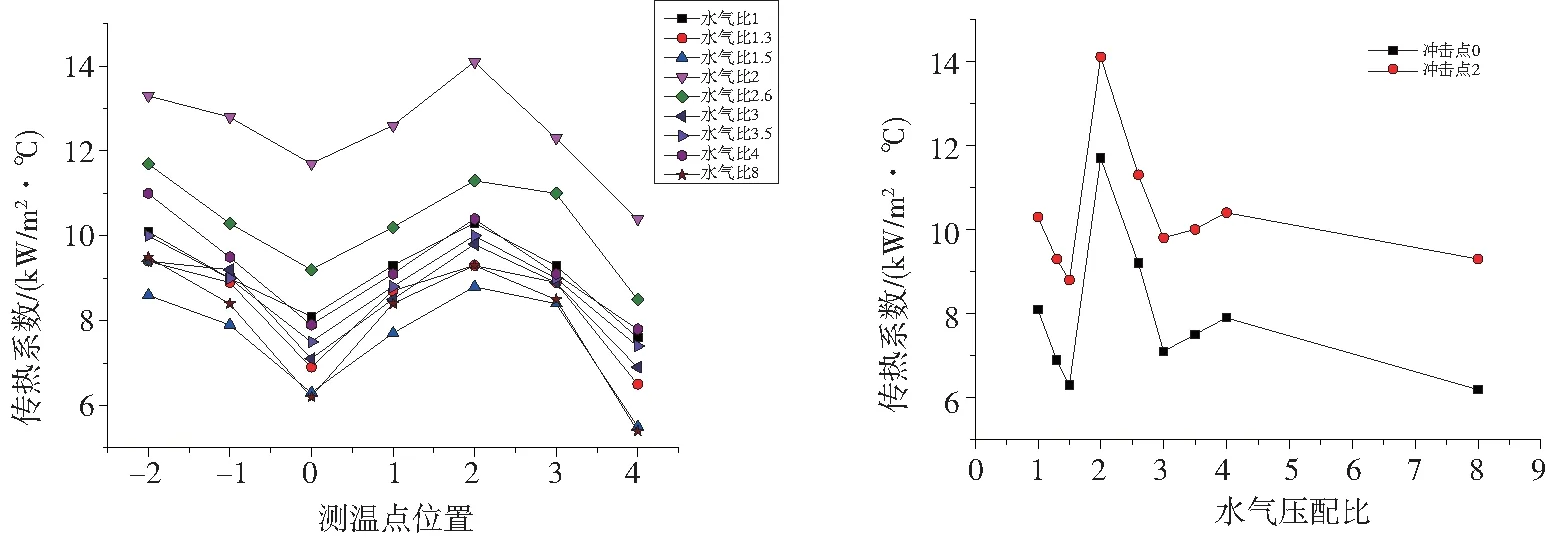
(a)900℃下水氣壓配比對(duì)換熱系數(shù)的影響 (b)水氣壓配比及位置與表面?zhèn)鳠嵯禂?shù)關(guān)系圖4 鋼板溫度為900℃下不同水氣壓配比對(duì)表面換熱系數(shù)的影響
5 現(xiàn)場(chǎng)工藝驗(yàn)證
根據(jù)現(xiàn)場(chǎng)實(shí)際情況,鋼帶平均厚度1.2mm,終軋溫度871℃,根據(jù)試驗(yàn)計(jì)算得到的不同水氣壓下的換熱系數(shù)大小,計(jì)算不同水氣壓下,鋼板經(jīng)過氣霧冷卻后芯部以及表面的溫度,同時(shí)對(duì)不同水氣壓配比下鋼板芯部溫度進(jìn)行比較得出溫度變化的趨勢(shì)。根據(jù)現(xiàn)場(chǎng)實(shí)際情況,氣壓為1 bar -4bar,水壓為3bar-8bar,考察不同的水氣壓配比鋼板芯部溫度影響的變化趨勢(shì),圖7為氣壓3bar水壓8bar下鋼板表面與芯部的冷卻溫度隨時(shí)間變化情況。
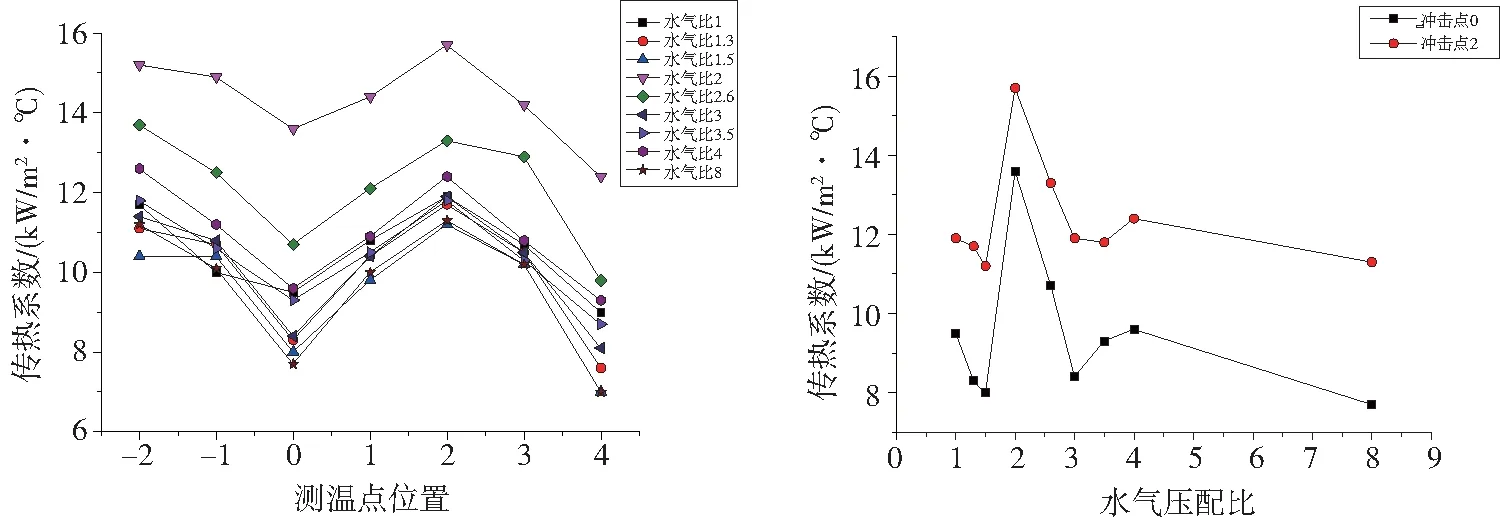
(a)600℃下水氣壓配比對(duì)換熱系數(shù)的影響 (b)水氣壓配比及位置與表面?zhèn)鳠嵯禂?shù)關(guān)系圖5 鋼板溫度為600℃不同水氣壓配比對(duì)表面換熱系數(shù)的影響
(a)300℃下水氣比對(duì)換熱系數(shù)的影響 (b)水氣壓配比及位置與表面?zhèn)鳠嵯禂?shù)關(guān)系圖6 鋼板溫度為300℃不同水氣壓配比對(duì)表面換熱系數(shù)的影響
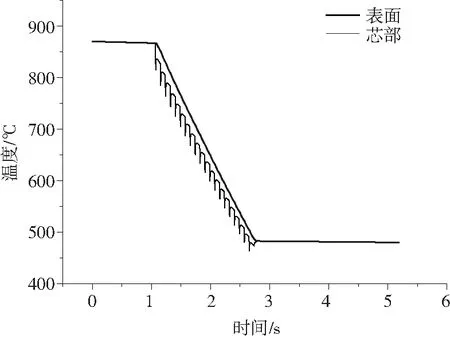
圖7 氣壓3bar水壓8bar下帶鋼溫度變化圖
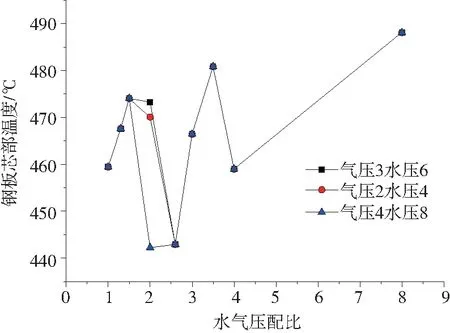
圖8 不同水氣壓配比對(duì)鋼板芯部溫度的影響
通過分析不同水氣壓配比對(duì)鋼板芯部溫度的影響,得出水氣壓配比對(duì)鋼板芯部的影響趨勢(shì),由圖8可以看出在水氣壓范圍分別為3bar-8bar、1bar -4bar 時(shí),當(dāng)氣、水壓力分別為4bar和8bar時(shí),即此種情況下水氣壓配比為2時(shí),鋼板芯部溫度最低,即鋼板表面換熱系數(shù)最大,同時(shí)可以看出當(dāng)水氣壓配比為2.6(氣、水壓力分別為3bar和8bar)時(shí),鋼板芯部溫度也較低,說明氣壓、水壓越大,換熱特性越強(qiáng),同時(shí)也說明水的壓力值對(duì)換熱特性的影響效果更明顯,通過表1可以看出當(dāng)水氣壓配比為2(氣、水壓力分別為4bar和8bar)的情況下,該配比對(duì)鋼板芯部的溫度影響最大,冷卻效果最好,鋼板芯部溫度為442.215℃。

表1 不同水氣壓配比下的鋼板芯部溫度
6 結(jié)論
1)當(dāng)水氣壓配比為2,即在氣壓為4bar、水壓為8bar時(shí),鋼板的氣霧冷卻效果最好,表面換熱系數(shù)最大。
2)當(dāng)水氣壓配比為1.5和8時(shí),鋼板的氣霧冷卻效果較差,表面換熱系數(shù)最小。
3)當(dāng)水氣壓配比為2(即氣水壓力為4bar-8bar)的情況下,該配比對(duì)鋼板芯部的溫度影響最大,冷卻效果最好,鋼板芯部溫度為442.215℃。
4)通過對(duì)鋼板表面及芯部溫度的比較可以得出:水氣壓配比為2(氣壓為4bar、水壓為8bar),對(duì)鋼板表面及芯部的冷卻效果都是最佳的,這是因?yàn)樵跉鈮?bar、水壓8bar的條件下,水流速度最高,對(duì)鋼板的沖擊最大,水流與鋼板之間的換熱特性最強(qiáng)。所以在實(shí)際生產(chǎn)過程中,水氣壓配比為2(氣壓為4bar、水壓為8bar)是值得推薦的。
