不同焊接方法焊接Ti-22Al-25Nb合金
2019-04-19 08:47:48崔恩紅
中國材料進展 2019年3期
邵 玲,崔恩紅
(1. 北京航空航天大學材料科學與工程學院,北京 100191)(2. 歌爾股份有限公司 理化實驗室,山東 濰坊 261031)
1 前 言
近些年鈦鋁合金由于其低密度及良好的力學性能,作為航空發動機部件應用的潛在材料而受到廣泛關注[1, 2]。在鈦鋁合金中,斜方晶系的Ti2AlNb基(O基)鈦金屬間化合物比Ti3Al基(α2基)和TiAl基(γ基)鈦金屬間化合物具有更好的熱機械加工性,更高的強度、斷裂韌性、室溫韌性和更低的熱膨脹系數,且Ti2AlNb基合金的蠕變和疲勞行為與Ti3Al基合金的相似[3-6]。由于Ti2AlNb基合金與傳統的鈦合金、鈦鋁合金相比,有優越的綜合力學性能(高溫強度、蠕變阻力和韌性),Ti2AlNb基合金吸引了眾多研究者[7]。
Ti-22Al-25Nb合金作為一種Ti2AlNb基合金,具有高強度和室溫及高溫下大的延伸率[4, 8],因此人們對其進行了大量的研究[9]。Ti-22Al-25Nb合金可以通過各種各樣的焊接方法連接在一起,如擴散釬焊[10-13]、電子束焊[14-16]、攪拌摩擦焊[17]和激光焊[18, 19]。然而這些焊接方法連接Ti-22Al-25Nb合金時往往受到高成本或工件形狀的限制。本研究分別采用設備簡單、成本低及對工件形狀沒有特殊要求的脈沖鎢極惰性氣體(tungsten inert gas,TIG)焊接方法、活性劑鎢極惰性氣體(activated tungsten inert gas,A-TIG)焊接方法和超音頻脈沖TIG焊接方法對Ti-22Al-25Nb合金進行焊接。焊后對不同焊接接頭的顯微組織和力學性能分別進行表征和比較。
2 實驗材料及方法
本研究中用于焊接的材料為Ti-22Al-25Nb合金,其化學成分如表1所示。Ti-22Al-25Nb合金由O相和β/B2相兩相組成(如圖1所示),基體是β/B2相,板條狀的相是O相。Ti-22Al-25Nb合金用三重真空熔煉爐進行重熔。重熔后的錠子先進行均勻化,再在β/B2相域鍛造成板狀,隨后進行空冷。鍛造后的Ti-22Al-25Nb合金板在1100 ℃下固溶處理2 h后水淬,接著在650 ℃下時效處理3 h后空冷。經固溶和時效處理的Ti-22Al-25Nb合金板有良好的力學性能:抗拉強度為1035 MPa,屈服強度963 MPa,維氏顯微硬度1095 MPa。從板上切割下來用于焊接的試樣幾何尺寸為:長度130 mm,寬度30 mm和厚度1.5 mm。

表1 Ti-22Al-25Nb合金的化學成分
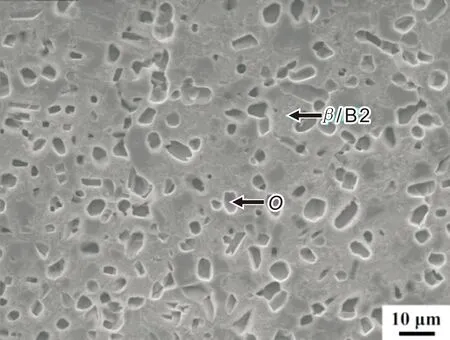
圖1 Ti-22Al-25Nb合金的顯微組織結構Fig.1 SEM image of the microstructure of Ti-22Al-25Nb alloy
在焊接之前先去除Ti-22Al-25Nb合金板試樣上的氧化層,用丙酮和酒精清洗試樣后再進行干燥。分別采用脈沖TIG焊接方法、A-TIG焊接方法和超音頻脈沖TIG焊接方法對Ti-22Al-25Nb合金板進行對接焊接,焊接參數見表2。焊接過程中,焊接板的背面沒有惰性氣體保護,焊炬的極性是直流電極正極性(direct current electrode positive, DCEP)。焊后,將焊接接頭沿著垂直于焊接方向采用線切割機切割成試樣。切割下來的試樣在顆粒粒徑為125、37.5、18.75、12.5、7.5和6 μm的SiC水砂紙上依次進行粗磨,再在絨布上依次用3和1 μm金剛石研磨液進行拋光。接著采用2 mL HF、2 mL HNO3和80 mL蒸餾水混合液對試樣進行腐蝕,再分別用丙酮和酒精清洗試樣并干燥。采用Keyence VHX-500F數顯光學顯微鏡(optical microscope, OM)觀察試樣顯微組織。
表2 采用不同焊接方法焊接Ti-22Al-25Nb合金的焊接參數
本研究中所有力學性能的測試都在室溫下進行。讓焊縫座落在標距的中間,垂直于焊縫的焊接方向使用線切割機切下標距寬度3 mm、標距長度15 mm和標距厚度1.5 mm的Ti-22Al-25Nb合金狗骨頭形狀試樣。標距區域采用顆粒粒徑為18.75 μm的SiC水砂紙沿載荷方向去除線切割時留下的切痕以達到光滑的表面。狗骨頭形狀試樣在CRIMS RPL-001萬能測試儀上用位移控制模式進行軸向拉伸測試,位移速率為0.2 mm·min-1。Hitachi UHR CFE SU8230掃描電子顯微鏡(scanning electron microscope, SEM)用于觀察拉伸斷口形貌。維氏顯微硬度的測量在Wilson Instruments 402 MVD維氏顯微硬度計上進行,最大載荷為500 g,保值時間為10 s。本文中給出的維氏顯微硬度值是3次測量值的平均值。
3 結果和討論
3.1 脈沖TIG焊接
Ti-22Al-25Nb合金脈沖TIG焊接分別采用8和50 Hz的焊接頻率。不同焊接頻率下獲得的焊接接頭的橫截面如圖2所示。從圖2可見,焊縫邊緣的柱狀晶整齊地朝向熔合區伸長。在熔合區,柱狀晶很少。在熱影響區,晶界嚴重的過燒,尤其在熱影響區的根部。熱影響區中的晶粒是最大的,最大的晶粒尺寸大約為200 μm。此外,焊接接頭中的層狀偏析明顯。相較于8 Hz焊接頻率下的焊接接頭(圖2a),50 Hz焊接頻率下的焊接接頭(圖2b)中熔合區的深度較大且寬度較窄。對于過燒現象,8 Hz焊接頻率下焊接接頭的過燒比50 Hz焊接頻率下的嚴重。因此,Ti-22Al-25Nb合金脈沖TIG焊接的焊接接頭在一定的焊接頻率范圍內較高頻率下形成的顯微組織優于較低頻率下形成的顯微組織,且較高頻率下形成的缺陷少于較低頻率下形成的缺陷。

圖2 不同焊接頻率下使用脈沖TIG焊接方法焊接Ti-22Al-25Nb合金對接接頭的顯微組織:(a)f =8 Hz,(b)f=50 HzFig.2 Microstructure of the weld joints of Ti-22Al-25Nb alloy using pulse TIG welding method at different welding frequencies: (a) f =8 Hz, (b) f =50 Hz
3.2 A-TIG焊接
活性化劑MnCl2用于Ti-22Al-25Nb合金的A-TIG焊接。圖3展示了A-TIG焊接接頭的橫截面。與脈沖TIG焊接接頭相比較,A-TIG焊接接頭在焊接過程中完全焊透,且在熔合區的柱狀晶是無序排列的。這表明,活性化劑影響了熔池中液態金屬的結晶過程。
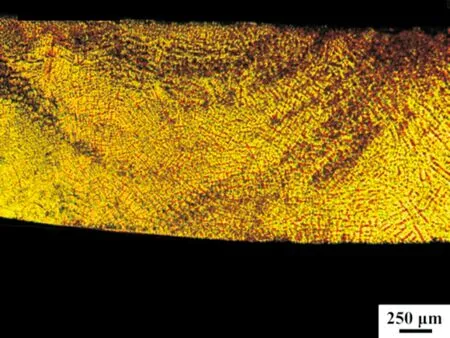
圖3 A-TIG焊接方法焊接Ti-22Al-25Nb合金對接接頭的顯微組織Fig.3 Microstructure of the butt joints of Ti-22Al-25Nb alloy using A-TIG welding method
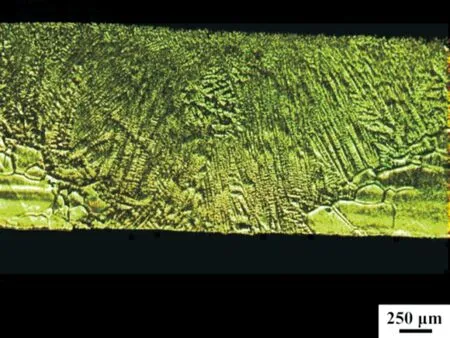
圖4 超音頻脈沖TIG焊接方法在50 kHz焊接頻率下焊接Ti-22Al-25Nb合金對接接頭的顯微組織Fig.4 Microstructure of the butt joint of Ti-22Al-25Nb alloy using ultrasonic pulse frequency TIG welding method at 50 kHz welding frequency
3.3 超音頻脈沖TIG焊接
Ti-22Al-25Nb合金超音頻脈沖TIG焊接在50 kHz焊接頻率下進行。焊接接頭的橫截面如圖4所示。焊接接頭中的熔合區由粗大的柱狀晶組成,并朝向焊縫中心生長。在柱狀晶中胞狀晶沿著熔合線生長,局部區域中也有樹枝狀晶。此外,在焊縫中心有一小塊區域是等軸晶,且在熱影響區附近沒有明顯的晶界過燒現象。
3.4 拉伸性能
使用不同焊接方法獲得的Ti-22Al-25Nb合金焊接接頭抗拉強度如表3所示。超音頻脈沖TIG焊接接頭的抗拉強度顯著高于脈沖TIG焊接接頭和A-TIG焊接接頭。脈沖TIG焊接接頭的斷口幾乎是平坦的(如圖5a~5d所示),斷口上有許多小的解理面。脈沖TIG焊接接頭的斷裂機制是脆性穿晶解理斷裂和柱狀晶間斷裂。因為在8 Hz焊接頻率下的脈沖TIG焊接接頭中有一些大尺寸的氣孔,其抗拉強度低于50 Hz焊接頻率下的脈沖TIG焊接接頭。A-TIG焊接接頭的斷裂機制是脆性穿晶解理斷裂(圖5e和5f)。從圖5f可見,在A-TIG焊接接頭的斷面上有明顯起伏的解理面和撕裂棱。在50 kHz焊接頻率下的超音頻脈沖TIG焊接接頭的斷裂機制是脆性穿晶解理斷裂和韌窩斷裂的混合模式(圖5g和5h)。
表3不同焊接方法獲得Ti-22Al-25Nb合金焊接接頭的抗拉強度
Table3UltimatestrengthoftheweldjointsofTi-22Al-25Nballoyusingdifferentweldingmethods
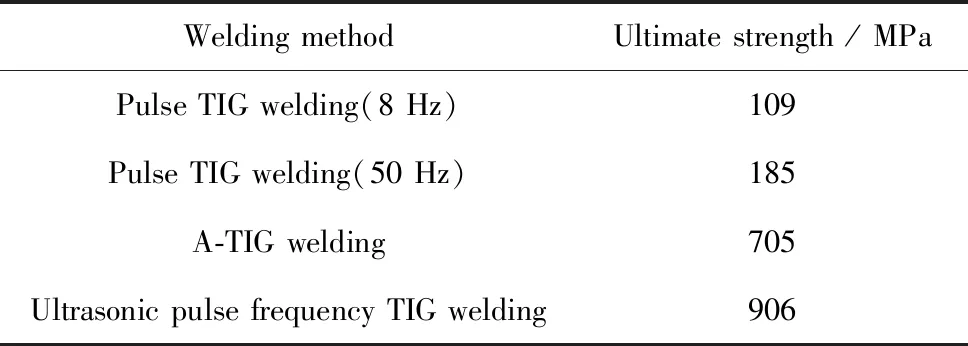
Welding methodUltimate strength / MPaPulse TIG welding(8 Hz)109Pulse TIG welding(50 Hz)185A-TIG welding705Ultrasonic pulse frequency TIG welding906

圖5 Ti-22Al-25Nb合金使用不同焊接方法獲得的對接接頭的斷口形貌:脈沖TIG焊接在8 Hz焊接頻率下(a, b),脈沖TIG焊接在50 Hz焊接頻率下(c, d),A-TIG焊接(e, f),超音頻脈沖TIG焊接在50 kHz焊接頻率(g, h)Fig.5 Fracture morphology of the weld joints of Ti-22Al-25Nb alloy using different welding methods: pulse TIG welding at 8 Hz welding frequency(a, b); pulse TIG welding at 50 Hz welding frequency (c, d); A-TIG welding(e,f); ultrasonic pulse frequency TIG welding at 50 kHz welding frequency (g, h)
3.5 顯微硬度
圖6給出了不同焊接方法焊接Ti-22Al-25Nb合金所獲得的焊接接頭中顯微硬度的分布。從圖6可見,脈沖TIG焊接接頭和A-TIG焊接接頭中的顯微硬度分布規律是一致的。從熔合區到熱影響區顯微硬度增加,且從熱影響區到母材顯微硬度繼續增加。而超音頻脈沖TIG焊接接頭的顯微硬度從熔合區到熱影響區增加,從熱影響區到母材逐漸減小。整體來看,超音頻脈沖TIG焊接接頭中各區域的顯微硬度高于脈沖TIG焊接接頭和A-TIG焊接接頭中不同區域的顯微硬度。這也是為什么超音頻脈沖TIG焊接接頭的抗拉強度最高的原因。
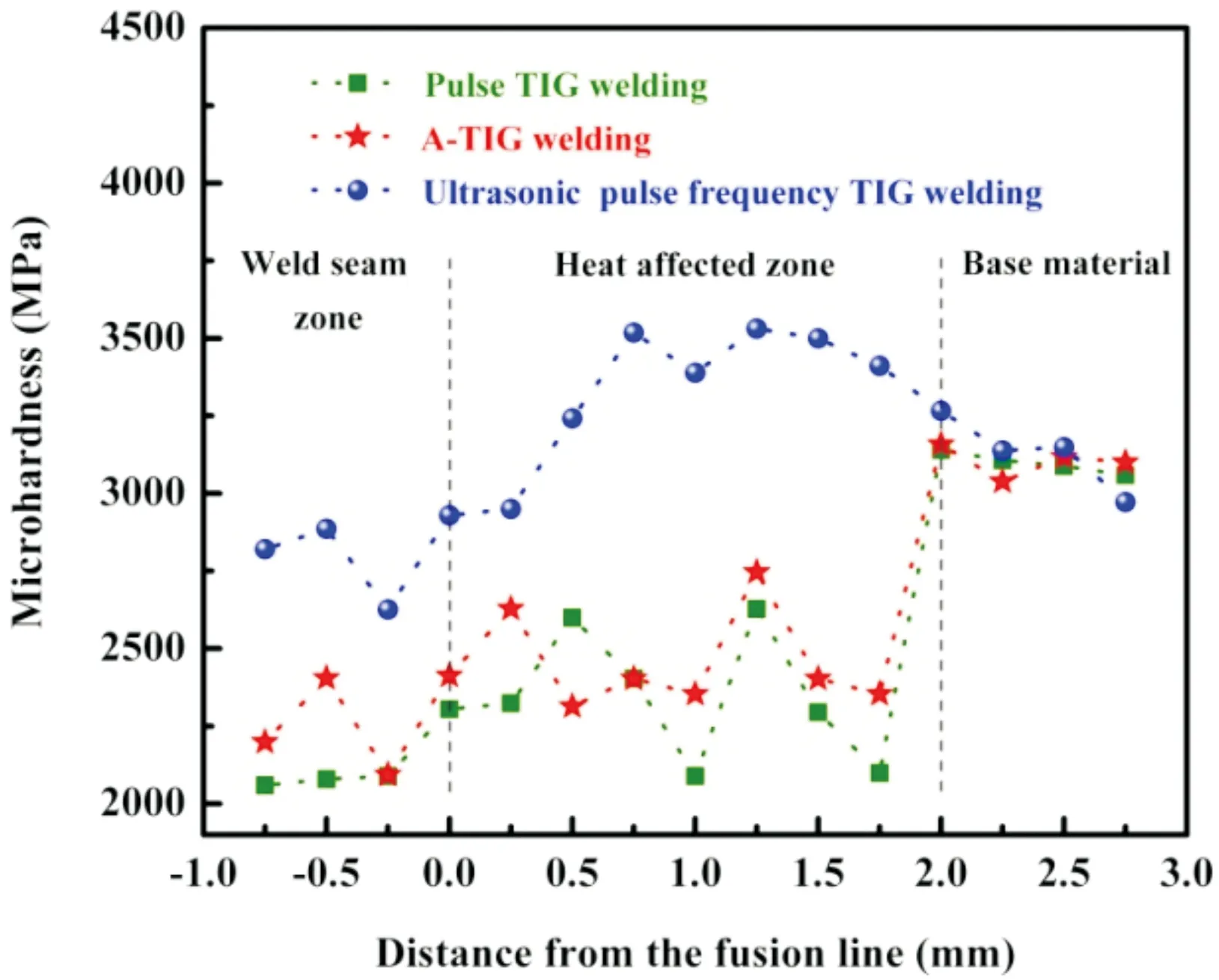
圖6 不同焊接方法獲得Ti-22Al-25Nb合金的對接接頭中顯微硬度的分布Fig.6 Microhardness distribution in the butt joints of of Ti-22Al-25Nb alloy using different welding methods
4 結 論
脈沖TIG焊接,A-TIG焊接和超音頻脈沖TIG焊接3種不同焊接方法分別用于焊接Ti-22Al-25Nb合金。為了解哪種方法最適合Ti-22Al-25Nb合金的焊接,分別進行顯微組織觀察,拉伸性能測試和顯微硬度測量。從本研究可以得出如下的結論:
(1)采用超音頻脈沖TIG焊接方法焊接Ti-22Al-25Nb合金,可以獲得無缺陷的焊接接頭。
(2)Ti-22Al-25Nb合金超音頻脈沖TIG焊接接頭的抗拉強度高于脈沖TIG焊接接頭和A-TIG焊接接頭的抗拉強度。
(3)從整體來看,超音頻脈沖TIG焊接接頭中不同區域的顯微硬度高于脈沖TIG焊接接頭和A-TIG焊接接頭中不同區域的顯微硬度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
兒童故事畫報(2019年5期)2019-05-26 14:26:14
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
