某種車型后驅動橋裝配工藝及其工裝的設計
2019-04-22 07:29:00盧雙桂陳思維
裝備制造技術 2019年1期
關鍵詞:設計
盧雙桂,劉 剛,陳思維
(柳州五菱汽車工業有限公司,廣西 柳州545007)
0 前言
后驅動橋是某車型的關鍵部件之一,在保證產品零件的前提下,其裝配質量直接影響電動觀光車運行的平穩性、噪聲、使用壽命、能耗等,因此注重后驅動橋總成的裝配,提高后驅動橋的裝配質量是提高其驅動性能的關鍵,而專用后驅動橋裝配工裝的成功設計并有效投入使用,則能夠很好保證后橋的裝配質量,從而保證后驅動橋驅動性能的穩定。與此同時,也為后續類似的后驅動橋專用裝配工裝的設計提供參考。
1 某車型后驅動橋總成的各級零件及裝配技術條件
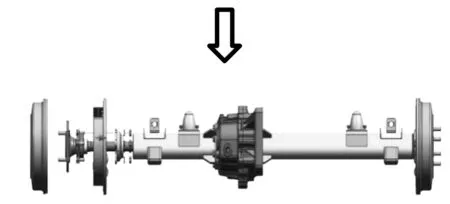
某車型后驅動橋總成各級零件:后輪制動鼓、左/右半軸組件、左/右后制動器總成、左/右橋殼焊合總成、緩沖橡膠合件、變速器總成、左/右后輪邊油管總成、電動機總成、左/右手剎拉索總成,如圖1。
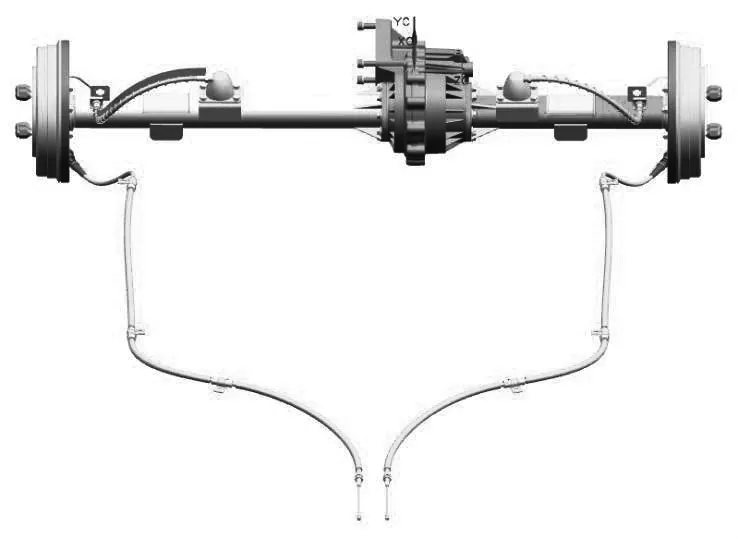
圖1 某車型后驅動橋總成
總成裝配技術要求條件如下:
(1)電動觀光車后橋總成裝配前必須檢查待裝配的零件的尖角、銳邊倒鈍,不得有毛刺、飛邊、氧化皮、銹蝕、切屑、砂粒、灰塵和油污;
(2)殼體類零件、齒輪、半軸、變速箱、左右后制動器總成等零件的清潔度符合要求;
(3)驅動橋總成需做氣密性試驗,加油口、放油口、通氣塞、油封以及各結合面處,均不得出現滲油現象,且通氣塞在400 N·m力作用下不能脫出;
(4)驅動橋主動齒輪及被動齒輪應配對檢驗,運轉靈活,無卡滯現象,接觸痕跡不小于60%,印痕在齒高方向偏向齒頂、齒長方向偏向小端,主、被動齒輪配對后應作配對標記,主動錐齒輪的安裝距偏差不大于0.05 mm;
(5)驅動橋總成的焊縫應均勻焊透、牢固可靠、整體美觀、不得有漏焊、燒穿、裂紋等缺陷;
(6)驅動橋總成所有的零部件均應裝配正確、齊全,不允許有錯裝、漏裝現象,注意調整裝配間隙,保證裝配質量,緊固件連接的有扭矩要求的主要部位其緊固扭矩符合QC/T518規定,裝配時各螺紋緊固件應涂中等強度的螺紋緊固膠;
(7)裝配時,注意檢查變速器原有兩檔速比,該種電動觀光車后驅動橋裝配過程中的變速器只取低檔固定速比:15.27,保證檔位鎖緊機構穩定可靠,不能出現跳檔情況。
2 后驅動橋部裝工藝順序要求
將緩沖橡膠合件裝配至左/右橋殼焊合件總成,并上緊螺栓至規定扭矩→左/右橋殼焊合件總成裝配至變速器總成對應的左右側,并上緊螺栓至規定扭矩→將左/右后制動器總成裝配至左/右半軸組件,制動器總成處涂密封膠密封→將左/右半軸組件裝配至左/右橋殼焊合件總成,半軸組件花鍵處與變速器對應處連接良好,螺紋連接處上緊至規定力矩→將后輪制動鼓裝配至左/右后制動器總成→將電動機裝配至變速器右側,并在螺紋連接處涂螺紋緊固膠后再上緊至規定力矩→變速箱加注定量齒輪油。
具體的工藝順序細節如下工序所示:
將緩沖橡膠塊裝配至左/右橋殼焊合件總成

將左橋殼焊合總成裝配至變速器總成左側
左半軸組件、左后制動器總成、后輪制動鼓依次裝入部裝好的橋殼焊合總成及變速器總成
同左邊一樣,一次將右橋殼焊合總成、右半軸組件、右后制動器總成、后輪制動鼓依次裝入變速器總成右側,后輪制動器總成與橋殼焊合件總成連接處涂密封膠,并對鎖緊螺栓上扭力。
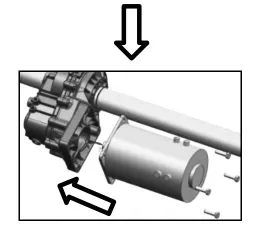
將電機與裝入變速器,螺紋連接處涂螺紋緊固膠并上緊螺栓至規定扭矩。
變速箱齒輪油加注
3 某車型驅動橋裝配專用工裝設計
3.1 驅動橋裝配工裝定位方案的設計
定位方案設計就是要確定驅動橋的相關零件裝配時的正確位置,因此要確定零件的正確的裝配位置,不僅要考慮零件在X方向、Y方向、Z方向、繞X軸旋轉、繞Y軸旋轉、繞Z軸旋轉等6個方面上的定位,并且需要根據驅動橋裝配的技術要求,確定定位精度及定位可靠性[1]。
定位方案的設計首先要考慮定位基準的選擇,綜合考慮定位質量、方便裝配以及有利于簡化工裝的結構,選擇某車型驅動橋的裝配工裝的設計基準應與后驅動橋各零件的設計基準保持一致,根據常用的設計手冊建議的定位基準的選擇基本原則確定驅動橋的裝配工裝的定位基準,驅動橋裝配的工藝順序是以變速箱作為基體,其他零部件都與變速箱相配合,因此應首先確定的是變速箱的定位基準,依次到左/右橋殼焊合總成、左/右半軸組件、左/右后制動器總成、電動機等其他零部件的定位基準,定位基準確定過程中,既要保證左/右橋殼焊合總成、左/右半軸組件等與變速箱裝配時同軸,左/右半軸組件與變速箱連接處花鍵配合良好,間隙均勻,又要保證裝配過程中,有螺栓連接的需要扭矩上緊的關鍵處有足夠的扭力扳手操作空間。
定位基準確定后,下一步應根據常用的設計手冊建議基本原則進行定位器等常用的定位元件設計,變速箱作為基體,因此先對變速的箱的定位器進行設計,根據變速箱的裝配技術要求,選擇與定位器接觸的定位面是平面,則定位器選擇的是類似U型結構的平面寬長定位板,限制的是前后方向移動及左右方向的轉動,確保變速箱在裝配過程中的額定位滿足技術要求;再下來就是相應設計左/右橋殼焊合總成定位器元件,根據裝配的工藝要求,左/右橋殼焊合總成需與變速箱的同軸,且通過齒間花鍵連接,保證同軸,并最后使用螺栓左右方向上固定于變速箱兩側,因此定位器選擇的是U型的結構的寬長的定位板,限制的前后方向的移動及左右方向的旋轉,定位器高度選擇保證了左/右橋殼焊合總成在裝配過程中,方便調整其與變速箱在螺栓緊固前,零件相互間不出現擺動及移動;接著設計左/右半軸組件及左/右后制動器總成的定位器,根據裝配技術要求,左/右半軸與變速箱間是通過齒間花鍵配合連接的,間隙控制要求比較高,同軸度的要求也高,這就對左右半軸的/左右定位器選擇提出了更高的要求,定位器既要保證定位精度、同軸度、間隙的情況下,還要方便調整,有足夠的調整空間,因此選擇的是短圓錐孔,限制的是前后方向移動及向下移動,且在裝配工裝中實際位置與變速箱、半軸的定位器有一定距離及空間;最后需要考慮設計電動機的定位器,根據裝配技術要求,電動機的軸與變速箱花鍵配合,且齒間間隙需要調整,最后電動機通過的螺栓固定于變速箱的另一側,因此定位器選擇的是長V形塊,限制的是左右方向的轉動及前后方向的移動,定位器的上/下/左/右的移動保證了齒間間隙的調整及固定螺栓及其扭力所需的操作空間。
驅動橋裝配工裝的定位器等定位元件的結構設計確定后,還需要根據驅動橋的裝配質量要求,一一對所有定位元件的材料、硬度、尺寸、表面粗糙度、強度、剛性、工藝性等進行綜合考慮,設計出工藝性好、強度及剛性足夠、定位精度準確、使用壽命量等滿足技術要求的定位元件[2],具體驅動橋裝配工裝的定位元件所示設計如圖2所示。

圖2 定位元件的設計
3.2 驅動橋裝配工裝夾緊裝置的設計
根據常用設計手冊建議的基本原則,驅動橋的各個零件的夾緊裝置的設計,不僅需要考慮后驅動橋裝配工裝在滿足使用壽命要求下,力求結構簡單、便于加工裝配及更換易損件,還需要考慮夾緊力的大小,保證各個裝配零件在裝配過程中能夠快速、安全、方便、省力地進行夾緊操作,且保證不會出現夾緊后各個零件與定位面接觸不可靠,各個零件存在不同程度變形及移動。因此基于上述考慮在進行夾緊力的詳細計算后的選擇合適型號的手動機械式夾緊裝置用于左/右橋殼焊合件的夾緊,氣動夾緊裝置用于左/右半軸組件的裝配左右推動及夾緊,氣動夾緊裝置設置了在左/右半軸裝配時避免半軸過長的干涉而可以左右滑動,避開工作臺的受限空間,具體如圖3所示。

圖3 夾緊裝置設計
3.3 驅動橋裝配工裝的完整設計
如圖4所示。
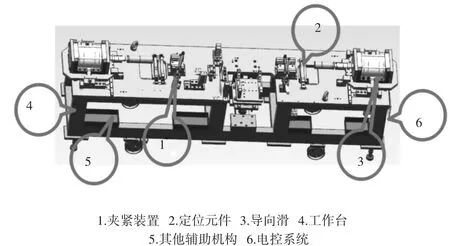
圖4 驅動橋工裝完整設計
驅動橋裝配工裝包含了六大部分,除了前面所述的定位元件、夾緊裝置的設計,還包括了工作臺尺寸的設計,工作臺的設計考慮到了人機工程及使用過程中舒適性原則才確定了工作臺的尺寸參數,同時設置了車輪,方便工作臺需要的時候可移動,在工作時可自鎖緊,另外工作臺吊環設計,則是有需要運輸時因為工作臺尺寸過大,不便于人工搬運而需要的吊裝;輔助機構的設計,考慮到裝配過程中使用到各種輔助工具及物料,方便使用而設計了工具盒及物料盒,能夠很好輔助快速提高裝配效率;電控系統的設計,體現了省時省力的要求,提高裝配精度及效率。
4 結束語
該驅動橋裝配工裝設計制作完成投入使用一段時間后,經過驗證發現,設計的裝配工裝不僅可以保證驅動橋的裝配質量達到前面所述技術要求,并能夠提高裝配精度及裝配效率。因此通過對某車型后驅動橋的裝配工藝及其裝配工裝的相關設計關鍵過程簡單論述,也為后續同類裝配工裝設計提供一些參考。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04