地下連續墻工字鋼接頭焊接技術研究
2019-04-22 12:32:46黎大鵬
城市建筑空間 2019年3期
黎大鵬,賈 偉,王 成
(中交四航局廣州南沙工程有限公司,廣東 廣州 510230)
廣州南沙某基坑項目東臨珠江出海口,基坑面積4.9萬m2,基坑開挖深度9m,基坑東側臨水,采用地下連續墻作為止水帷幕,共計94幅,總長度460m,平均深度37m,最大深度48.6m。地下連續墻接頭采用工字鋼接頭,工字鋼平均長度為36m,最大長度達47.6m,工字鋼采用3塊Q235鋼板按順序拼接而成,鋼板厚10mm,工字鋼采用手工電弧焊焊接,焊縫厚度8mm。
施工過程中發現部分地下連續墻工字鋼接頭焊接產生的變形嚴重超過標準規定要求,個別變形量甚至超過5mm。當變形大于規范要求允許偏差時,地下連續墻的接頭平整度會變差,易產生混凝土繞流現象,大量松散的混凝土黏附在工字鋼外側,導致地下連續墻接頭混凝土拼接不密實,易引起滲漏甚至涌流現象,導致外側大量的珠江水涌入基坑內,造成嚴重的安全質量事故,影響整個基坑的結構安全。
針對地下連續墻工字鋼接頭焊接變形大的現象,本文分析變形量大的原因,通過小直徑盲孔法定量分析影響工字鋼焊接變形量的殘余應力,然后通過焊接試驗對比分析工字鋼接頭焊接變形量大的原因,并通過調整焊機的電流電壓,完善焊接方法和順序,從而提高工字鋼接頭的焊接質量。
1 工字鋼接頭焊接變形分析
1.1 工字鋼接頭焊接變形原因分析
工字鋼焊接接頭的變形主要由殘余應力產生。現場地下連續墻工字鋼厚度只有10mm,焊縫厚度為8mm,對焊接工藝要求很高。在實際焊接過程中由于大量不均勻的熱源輸入,導致焊接高溫區域與相鄰低溫區域形成溫度差△T,高溫區域材料受周邊材料限制,形成不均勻的壓縮塑性變形,在冷卻過程中,發生壓縮塑性變形的材料又受周圍條件的限制不能自由收縮,在不同程度的拉伸后形成較大的殘余應力,殘余應力超過一定程度會導致工字鋼變形過大[1]。為此,需對殘余應力進行定量測量,并找出殘余應力的影響因素。
1.2 基于小直徑盲孔法測定焊接殘余應力
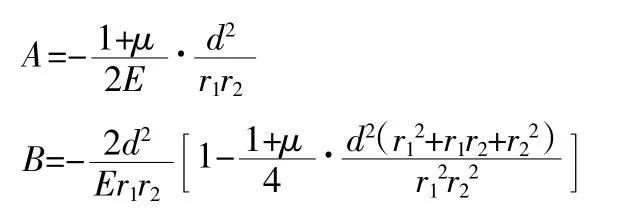
目前,殘余應力的測定方法包括小直徑盲孔法、X射線衍射法、超聲波法、磁性法等[2]。本工程采用小直徑盲孔法進行工字鋼接頭焊接殘余應力測定。首先沿著工字鋼接頭焊縫方向,分別在焊縫區和左右熱影響區各選取3個測試點,利用殘余應力檢測儀測出殘余應變值 ε1、ε2、ε3,根據測得的應變值,利用材料力學公式計算沿焊縫方向的縱向和橫向殘余應力σx,y,具體計算公式如下[3]:

式中,A、B為應變釋放系數,與工字鋼的材料種類、應變片尺寸、孔徑大小等有關[4],具體計算公式如下:
為驗證焊接產生不均勻熱量對工字鋼接頭的影響,利用小直徑盲孔法對12塊Q235B鋼板進行殘余應力測定,利用游標卡尺記錄鋼板變形量。鋼板尺寸為200mm×100mm×10mm,通過手工電弧焊對12塊試件焊接成4組長200mm、寬100mm、高100mm的工字鋼。通過改變焊機電流參數、焊接順序、增加外部約束條件等方法,記錄工字鋼試件的殘余應力和變形量。具體如表1所示。
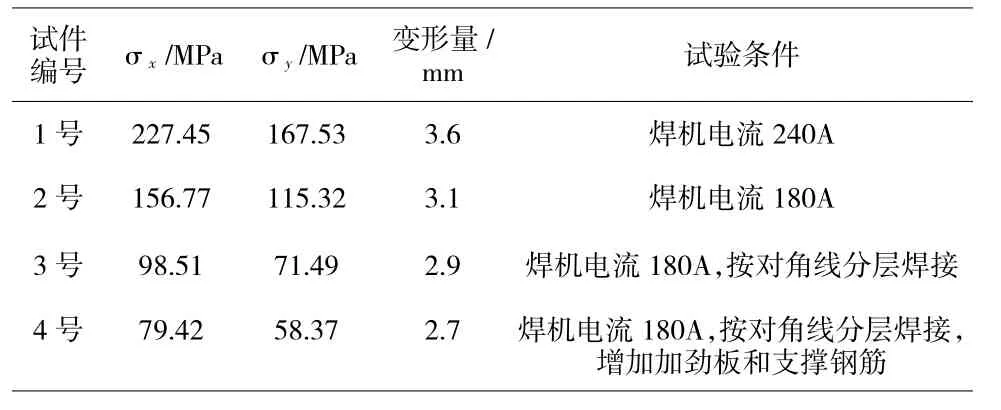
表1 不同條件下工字鋼焊接殘余應力及變形量統計
1.3 試驗結果分析
1)焊機電流越大,產生的不均勻熱量越多,工字鋼局部受到過大的熱量使焊縫和周圍金屬產生不均勻膨脹和收縮,導致鋼板出現不規則變形。而且焊機電流越大,變形越大。
2)通過設置合理的焊接方式,增加焊縫焊接層數,每次焊接焊縫厚度控制在3mm以內,能夠有效減少局部工字鋼熱量聚集,并減少工字鋼的熱脹冷縮;另外,通過調整工字鋼的焊接順序能有效抵消各焊縫之間的相互變形,從而在整體上減少工字鋼的焊接變形。
3)加勁板能有效抑制腹板的失穩變形,支撐鋼筋能夠減少翼緣板的角變形。因此通過采取加勁板和支撐鋼筋的反變形措施能有效減少工字鋼翼緣板和腹板的變形。
所以,在保證焊縫熔合良好的情況下,應該控制焊接電流大小,避免焊縫過度集中,提高焊接速度,增加外部約束措施[5]。
2 工字鋼接頭焊接變形控制措施
2.1 設置合理的焊機參數
在焊機上設置蜂鳴警報器,當電流超過200A及電壓超過25V時,警報器鳴聲提醒,確保焊機電流輸出范圍為180~200A,電壓輸出范圍為 20~25V。
2.2 改進工字鋼焊接工藝
1)分段跳焊 每段間隔距離為1m,每段焊接長度為1m。每段工字鋼長6m,可將每段工字鋼焊縫細分成6段,每段長1m。首先進行工字鋼一端焊縫的施焊,然后錯開間隔1m采用跳焊方式施焊,能有效防止熱量在工字鋼焊縫水平方向上的聚集。
2)分層焊接 每層焊接厚度不大于3mm。焊接速度保持在0.3~0.4m/min,均勻地將焊條熔解在工字鋼焊縫上,保證焊縫平整。每層焊接完成后,利用專門的敲渣工具敲掉焊縫表面的焊渣,保證每層焊縫之間結合緊密。
3)合理安排焊接順序 焊接順序采用按對角線路徑焊接。首先進行底部焊縫施焊,然后將工字鋼翻轉過來,沿著對角線路徑焊接工字鋼斜上方焊縫。再進行底部角鋼另一端焊縫的施焊,最后沿著對角線路徑完成另一側斜上方焊縫的焊接(見圖1)。整個焊接過程采用平焊施焊方式。合理安排焊縫路徑能有效抵消各焊縫之間的相互變形。
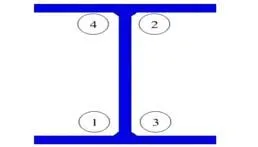
圖1 改進后工字鋼焊接順序
2.3 反變形控制措施
1)每隔1m在腹板和翼緣板之間加1道加勁板,加勁板采用屈服強度更大的Q345鋼板,長寬各200mm,厚20mm,切割成等邊直角三角形。將加勁板的2個直角邊緊貼在工字鋼腹板和翼緣板上,然后焊接固定。當工字鋼焊接完成后,利用鐵錘敲掉。
2)每隔1m在上翼緣板和下翼緣板之間加1道豎向支撐鋼筋。鋼筋采用φ20HRB400鋼筋,焊接固定在工字鋼上翼緣板和下翼緣板的外側;每隔1m上翼緣板與地面之間加1道斜支撐鋼筋,鋼筋采用φ20HRB400鋼筋,頂端焊接在上翼緣板的底部,底部固定在下翼緣板表面。
3)地下連續墻工字鋼平均長度約36m,最大長度47.6m,采用分段拼接,每段工字鋼的長度為6m,拼接時,利用φ32HRB400鋼筋將兩端工字鋼接頭固定,鋼筋間距20cm,焊接時先進行翼緣板的焊接,等待翼緣板冷卻后,由上向下進行腹板焊接。
3 實施效果
為驗證工字鋼接頭焊接變形控制措施效果,項目通過對33幅地下連續墻工字鋼焊接變形量進行統計,如圖2,3所示。

圖2 改進前工字鋼接頭焊接變形量統計
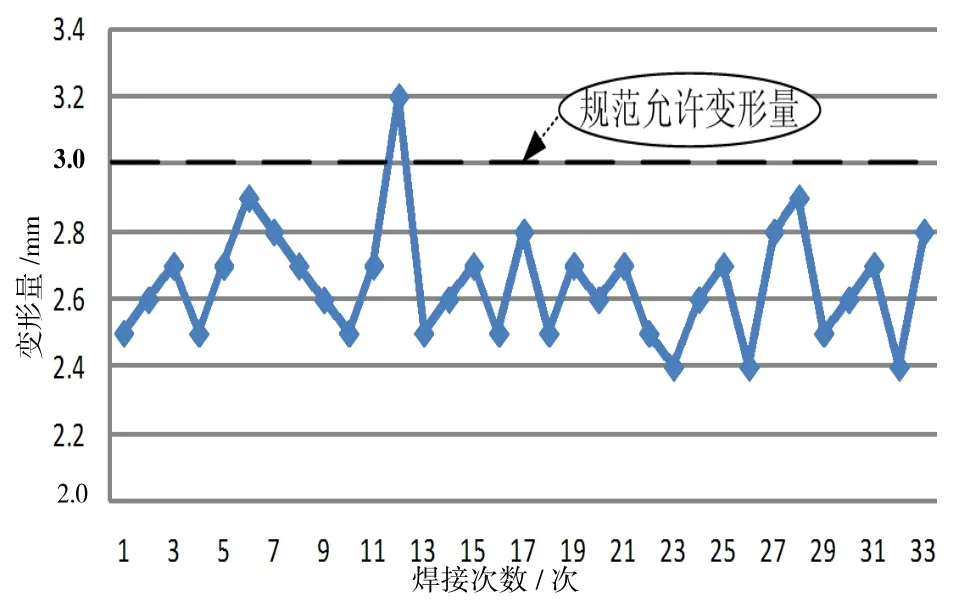
圖3 改進后工字鋼接頭焊接變形量統計
通過驗證改進措施后,33幅地下連續墻工字鋼焊接質量合格率97%,焊接平均變形量控制在2.6mm,成功解決了地下連續墻工字鋼焊接質量合格率低的問題,降低地下連續墻工字鋼焊接變形量。
4 結語
本文針對廣州南沙某基坑項目地下連續墻工字鋼接頭焊接變形大的現象,利用小直徑盲孔法和游標卡尺測量在不同焊機參數、焊接方法、焊接順序及外部約束條件下的工字鋼殘余應力和變形量,針對試驗結果分析工字鋼焊接接頭變形大的原因,提出相應控制措施,改進地下連續墻工字鋼接頭焊接工藝,并在項目中應用和驗證。實踐證明,地下連續墻工字鋼焊接變形量由3.5mm降低至2.6mm,成功解決了地下連續墻工字鋼焊接質量合格率低的問題,提高了地下連續墻防滲質量。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
