連退卷球機故障原因分析及改進措施
2019-04-28 11:52:04張俊峰
重型機械 2019年2期
張俊峰
(寶鋼工程技術集團有限公司, 上海 201900)
0 前言
在現代化冷軋生產機組中,圓盤剪及其配套的碎邊剪或者卷球機對機組生產率的影響越來越重要。寶鋼股份冷軋廠C612機組廢邊卷球機作為此連退機組非常重要的附屬設備,用于將圓盤剪剪切下來的帶鋼兩側的廢邊卷取為致密的鋼球,通過廢料系統輸出,主要處理厚度0.2~2.0 mm,屈服強度(YS/R0.2):130~1200 N/mm2的帶鋼廢邊絲。廢邊卷球機自動步能否正常運行不但影響到圓盤剪的工作效率,而且與機組未切邊造成的返修量息息相關。此連退機組投產后的生產過程中,經常因為廢邊卷球機的自動步故障影響圓盤剪切邊,導致大量計劃切邊鋼卷到重卷機組進行切邊,降低了連退機組產品成材率,并影響汽車板產品的交貨期。因此,通過科學方法降低廢邊卷球機自動步故障率,降低連退廢邊卷球機造成的異常物流量是十分必要的。
1 廢邊卷球機結構及工作原理
廢邊卷球機基本結構如圖1所示,廢邊卷球機為無張力有芯卷取形式,由儲料料倉、卷球機機架、滑動底座、卷取芯軸裝置、芯軸油霧潤滑裝置、擺動壓輥裝置、轉盤裝置、液壓剪和廢卷提升小車裝置、液壓氣動閥臺等組成。工作原理為:切邊模式下,圓盤剪剪下的帶鋼兩側的廢邊絲,通過廢料溜槽滑落至儲料料倉,邊絲在料倉內少量堆積后立即由二級推料板前進推到卷球機廢料大小導板的位置,同步芯軸伸出位置到全部行程的2/3,一級推板前進,卡爪抓取邊絲后推進到邊部擋盤位置,卷取芯軸到達對面的移動轉盤并支撐后,擺動壓輥壓下,啟動卷取主馬達,卷取芯軸開始卷取(一般選擇上卷取),隨著廢邊卷徑的不斷增大,擺動壓輥不斷被動抬高,當到達設定最大卷徑時,PLC控制系統發出卸卷自動步信號,液壓剪(通常在剪切中位)剪斷廢料邊絲,200 r/min高速卷取收卷,轉20 s,芯軸停車,壓輥抬起,卷取芯軸拔出,移動轉盤縮回打開,側移門打開,廢料小翻板打開,廢邊卷由于自重,沿著小導板斜面滾入提升小車廢料斗內,再通過小車提升至廢料橫移車,由運輸部料斗車運至處理地點。
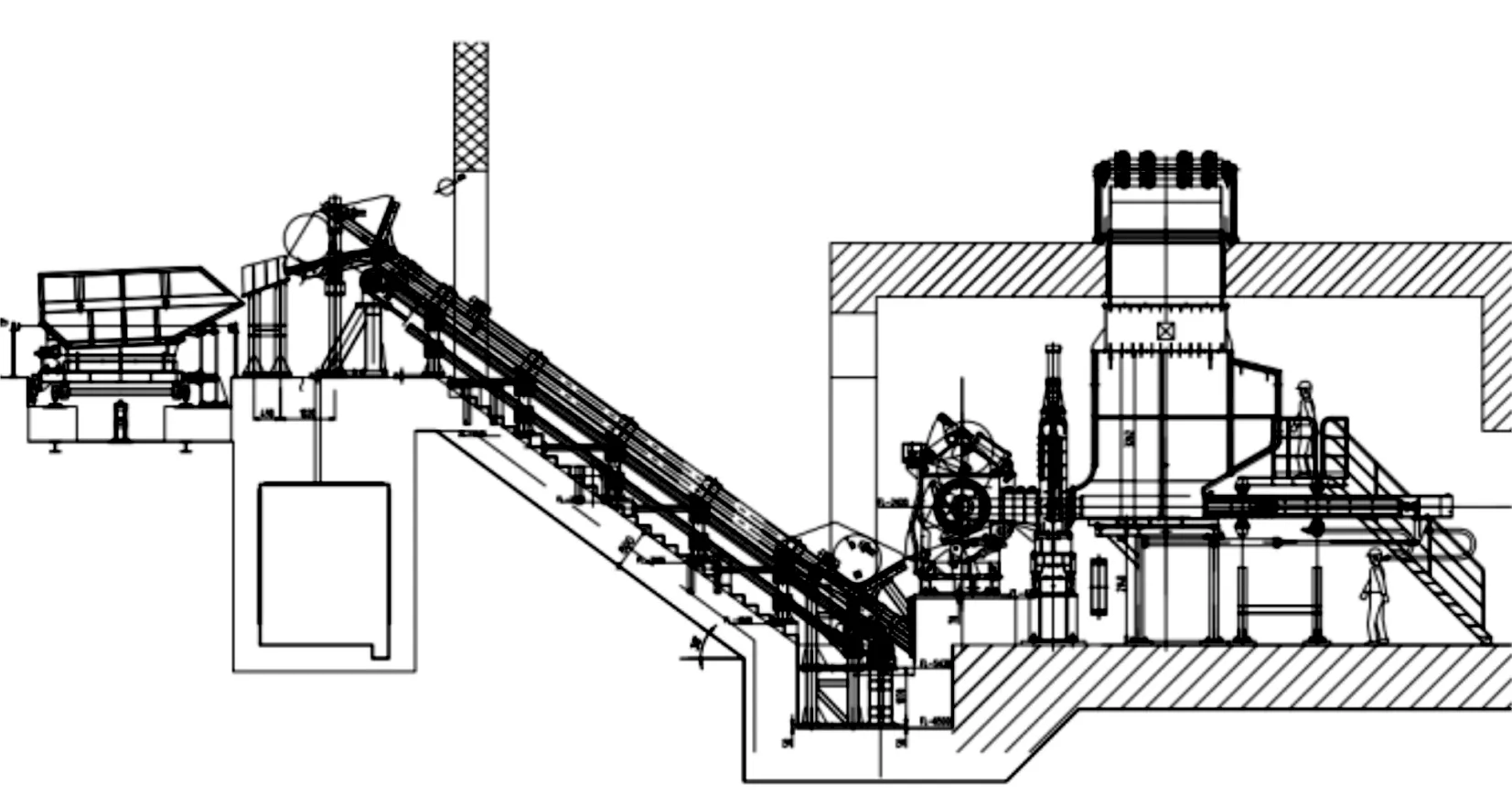
圖1 廢邊卷球機的基本結構
2 故障分析
2.1 卡爪結構
原卡爪材質使用后端部磨損嚴重,與邊絲燒結為一體,導致抽芯。原卡爪設計溝槽過深,邊絲易被溝槽卡住抽出,導致卡爪帶邊絲。圖2為卷球機芯軸邊絲纏繞照片。
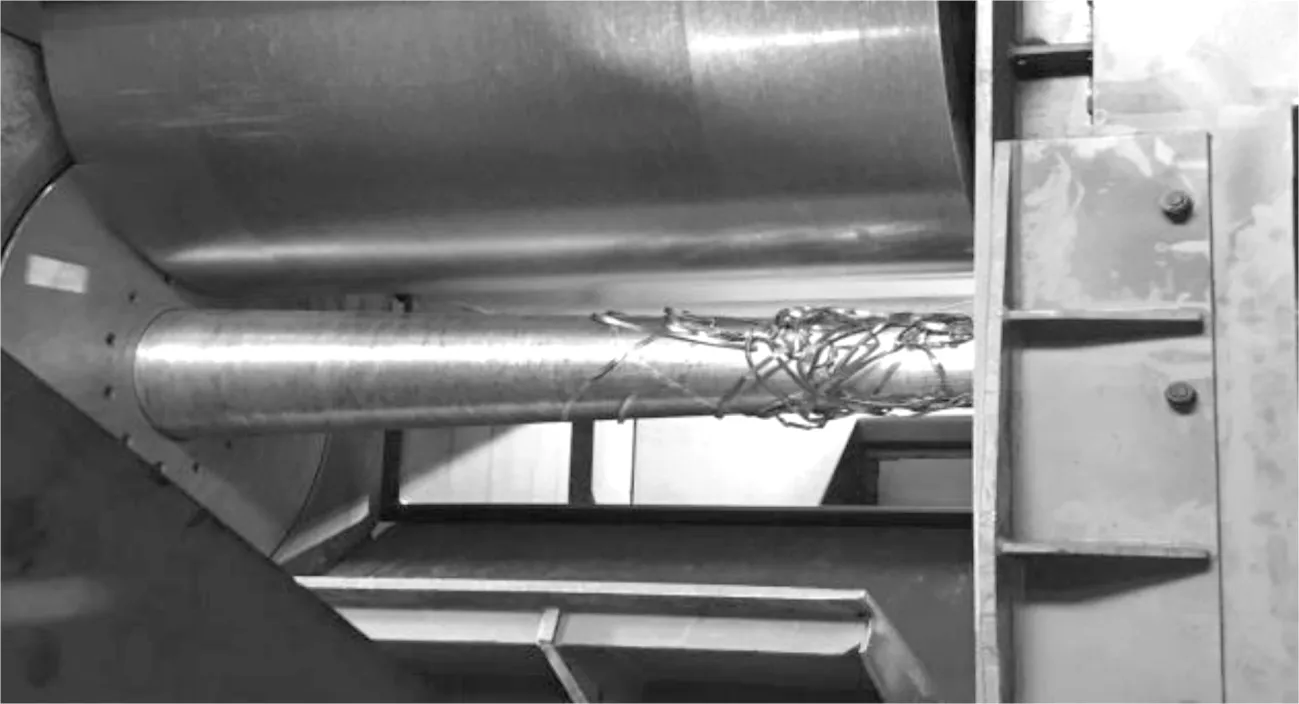
圖2 卷球機芯軸邊絲纏繞照片
2.2 卷徑問題
卷球機上壓輥安裝在擺臂上,由氣缸推動擺臂圍繞鉸接點做上下擺動動作,隨著卷球直徑的不斷變化,擺臂鉸接點的編碼器讀值發生變化,由變化量函數來確認卷球直徑。廢邊卷與擺動壓輥位置關系圖如圖3所示。
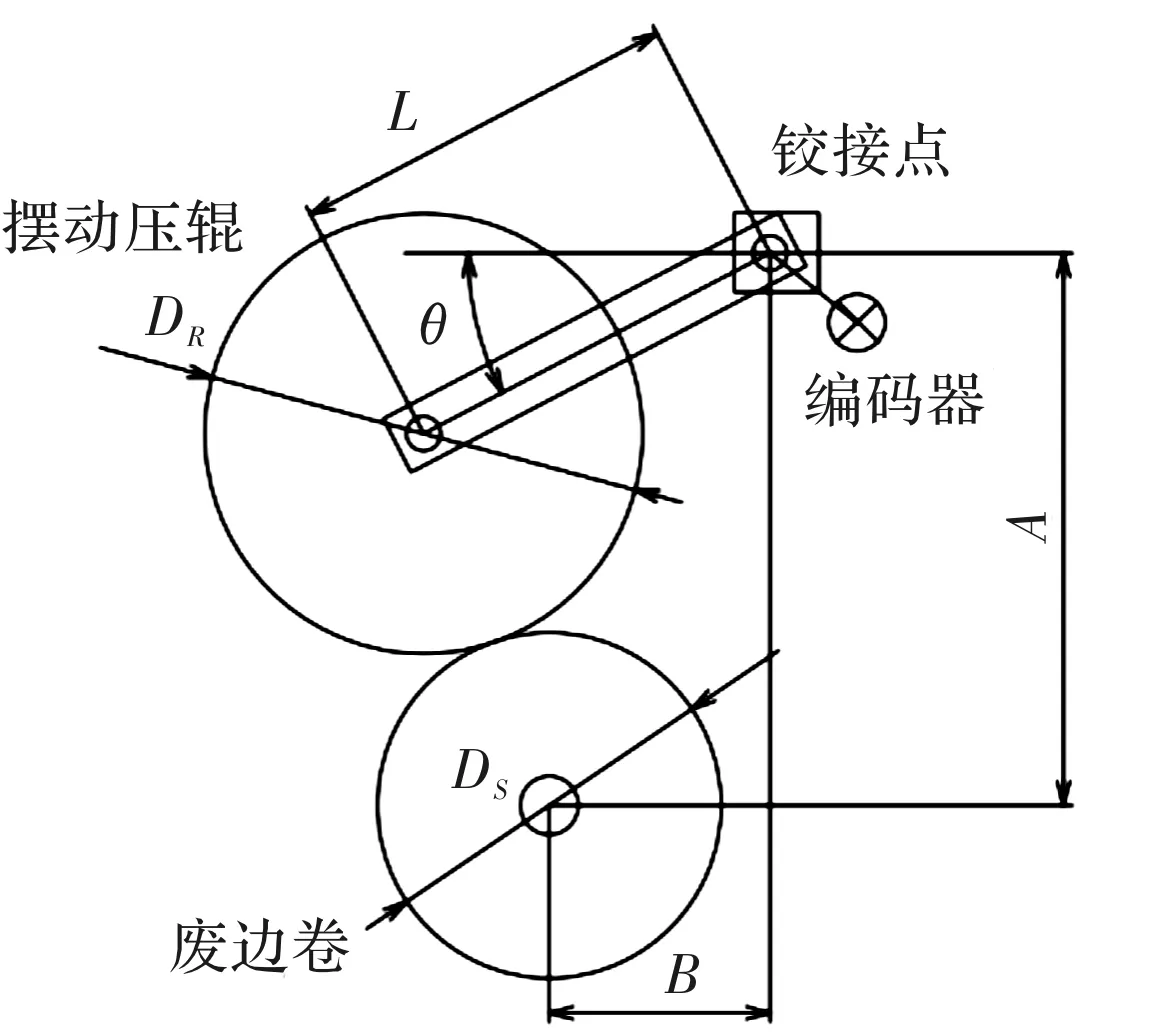
圖3 廢邊卷與擺動壓輥位置關系圖
原有的卷徑計算公式
DS=24.05θ+349.2 mm
經過實際測量,此計算公式不能應用于所有卷徑計算,在實際使用過程中,往往造成卷徑值顯示的失準,還需要數據修正。
2.3 邊絲纏繞在芯軸與轉盤之間
芯軸與轉盤間隙太大,芯軸與轉盤內圈間隙量單側10 mm,纏繞邊絲的芯軸退出時,此處無法起到阻礙邊絲的作用,邊絲將輕松通過此處被拉到設備本體外,造成廢球無法掉落。邊絲拉出設備本體情況如圖4所示,芯軸與轉盤內圈間隙圖如圖5所示。
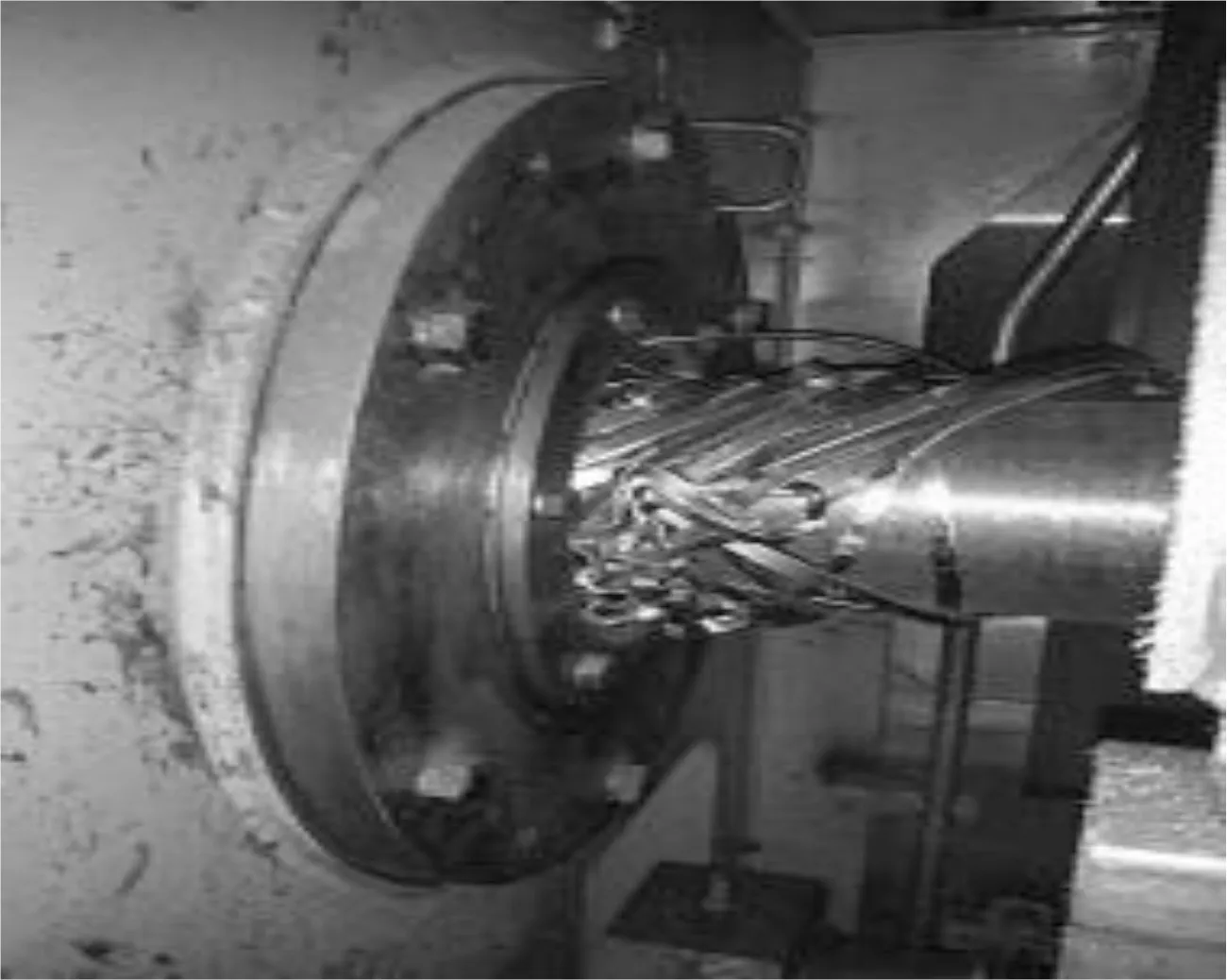
圖4 邊絲拉出設備本體
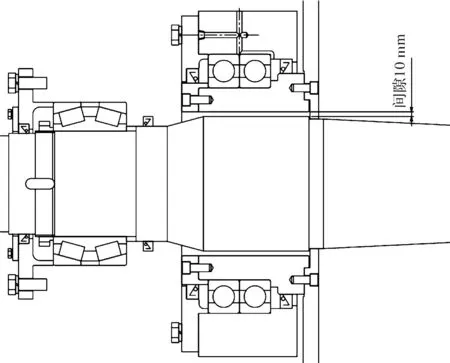
圖5 芯軸與轉盤內圈間隙圖
3 改進措施
3.1 芯軸的卡爪
將卡爪外形更換為錐邊棱角圓弧形,提高強度。經過方案比對,錐邊棱角鋒利形,使用時發現棱角易崩,造成帶邊絲;無錐頭形,使用時發現外圈摩擦,邊絲粘連;最后采用邊棱角圓弧形,使用至今效果良好,并擴展制作新材料卡爪,材料強度提高到HRC55-60以上。
重新設計并委托修配改廠家制作,委托檢修單位對新制作的卡爪現場安裝。如圖6所示為新型卡爪設計圖,如圖7所示為卡爪改造過程圖。
對策實施后,通過生產現場一段時間的跟蹤,由于卡爪纏繞帶鋼邊絲造成的抓料及卸卷困難現象消失。
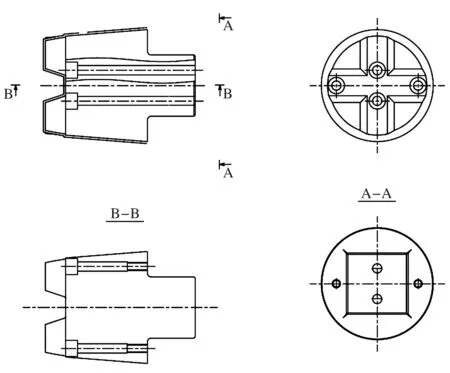
圖6 新型卡爪設計圖
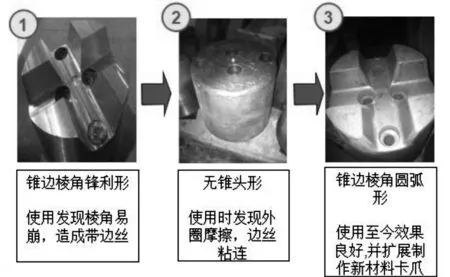
圖7 卡爪改造過程圖
3.2 卷徑優化
為了計算方便和直觀,將擺動壓輥的擺臂水平角度為0,向上為正,向下為負值。
由圖3可得

(1)
簡化后
(2)
式中,DS為廢邊卷球實際直徑,單位mm;θ為壓輥擺臂的擺角測量值;定義上壓輥在水平位置的角度為0,向上讀值為正,向下讀值為負。
現場實測上壓輥鉸接點中心到上壓輥軸中心L=600 mm,上壓輥直徑DR=900 mm,上壓輥鉸點中心到芯軸中心垂直方向的距離A=860 mm,上壓輥鉸接點中心到芯軸中心水平方向距離B=500 mm,由公式(2)可得到廢邊卷球的直徑DS與上壓輥臂的擺動角度θ的之間的關系,如表1所示。
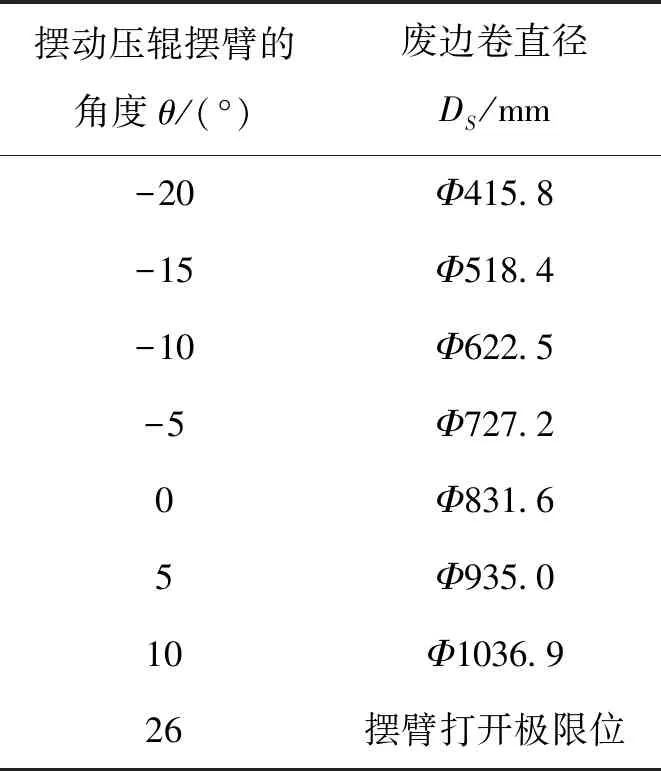
表1 廢邊卷直徑與擺動壓輥擺臂角度的對應關系
由于來料邊絲的不均勻性,廢邊卷球機對邊絲卷取過程中,實際的卷球并不規則,所以對廢邊卷直徑的數值顯示要求也不能過于精確,由于公式(2)計算過程比較繁瑣,為了簡化,根據表1顯示數據,采用二維坐標,得出廢邊卷直徑DS與擺動壓輥擺臂的擺角θ關系,如圖8所示。
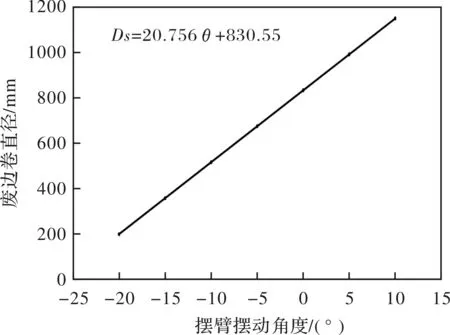
圖8 廢邊卷直徑與擺臂角度線性關系圖
由圖8得
DS=20.756θ+830.55
(3)
通過公式(2)計算出廢邊卷球直徑與表1中的廢邊卷球直徑之間相差不大,可以滿足此連退機組的控制要求。
由公式(3)得
(4)
編碼器產生的脈沖數m與壓輥擺臂旋轉的角度θ關系為
(5)
式中,m1為編碼器每轉一圈的脈沖值,例如1024等,i為編碼器軸與鉸點軸之間的傳動減速比(如兩軸同心則i值取1)。
由公式(3)公式(4)可以得到絕對值編碼器的脈沖數m與廢邊卷直徑DS的關系為
(6)
通過以上計算,明確了編碼器的旋轉脈沖數m與廢邊球DS之間的關系,可以實現自動步時廢邊卷直徑的函數計算。目前,此連退機組卷徑自動控制比較穩定,對于提高生產效率、減少設備維護量有著重要的意義。
3.3 重新設計了銅合金套
由圖5可以看出,原設計芯軸和轉盤之間間隙為10 mm,為了盡量減少它們之間的間隙,而且避免芯軸與轉盤之間的磨損,特設計制作銅合金襯套安裝在芯軸和轉盤之間,增加銅襯套后,單邊間隙縮小為1 mm。圖9為芯軸與轉盤間隙改造圖。
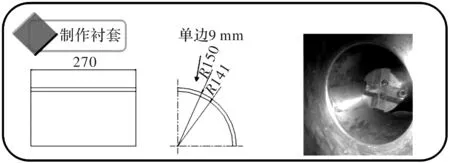
圖9 芯軸與轉盤間隙改造圖
通過減小芯軸與轉盤之間的間隙,在現場使用過程中,完全避免了卸卷時,芯軸將邊絲抽出轉盤的現象,同時也很好地解決了落料豎卷的現象。
4 現場應用情況跟蹤
本文重新設計了芯軸的卡爪、優化了卷徑計算參數、重新設計了銅合金套,通過幾個月的實施和現場跟蹤,整理出了現場故障跟蹤表,如表2所示。日期9月15日以前的數據為活動中卷球機,9月16日以后為活動后卷球機。活動中卷球機總投入次數726次,故障66次,卷球機故障率9%,活動后卷球機總投入381次,故障19次,故障率5%。
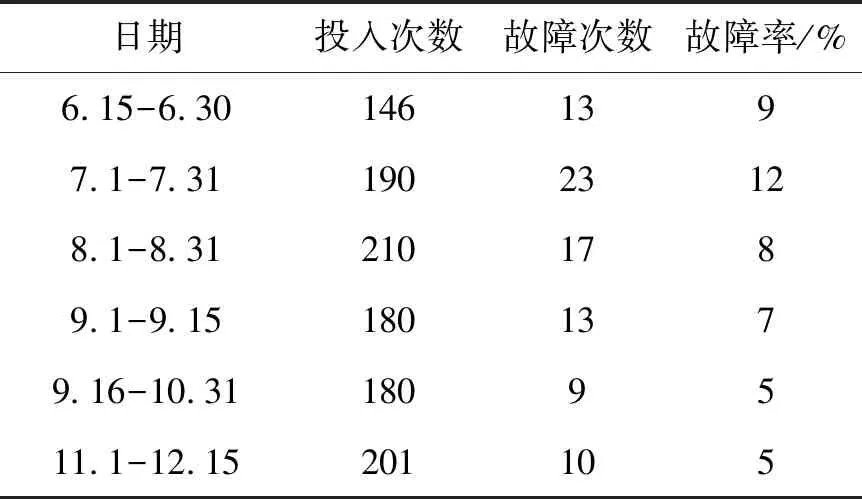
表2 卷球機現場故障跟蹤表
通過表2數據顯示,采取有效的改進措施后,使卷球機故障率居高問題得到很好的解決,生產運行良好,綜合故障率由原先的平均9%,控制在5%左右。
5 結束語
碎邊剪、壓塊機、廢邊卷球機,是冷軋處理線配套圓盤剪的關鍵設備,綜合來看,碎邊剪、壓塊機均有其各自的缺點,只有卷球機更適用于機組速度較高,板型變化范圍較大的機組,從制造和維護成本而言,廢邊卷球機相對壓塊機又具有一定優越性。長遠來看,通過不斷地改進和優化廢邊卷球機,其在冷軋處理線中,將發揮越來越重要的作用。
