空氣過濾材料用聚烯烴原纖化纖維的研究
2019-04-30 02:36:16吳劍波
山東紡織科技 2019年2期
吳劍波
(深圳市好亞通防護用品有限公司,廣東 深圳 518106)
1 引言
膜裂法制備纖維是20世紀70年代起發展較為迅速的一種技術,是利用薄膜經高倍縱向拉伸,分子取向平衡排列,軸向強度升高,緯向強度降至極限,經機械或化學方法原纖化處理后,會自行劈裂成纖的特性[1,2]制備而成。文獻報道最多的工業化膜裂纖維(原纖化纖維)主要為聚四氟乙烯材料和熱塑性聚烯烴材料(聚丙烯、聚乙烯及其共混材料)。聚四氟乙烯原料和成型設備價格較高、制備工藝復雜、生產效率較低,僅在高溫過濾材料、醫療衛生、建筑工程和航空等特殊領域應用較多[3],而聚烯烴材料價格低廉、密度小、強度高、抗化學腐蝕性好[4]。
采用膜裂新工藝制備原纖化纖維,具有對原材料要求不高、生產工藝流程短、設備投資較少、產品規格在一定程度可調整等優點,因此被廣泛地應用在工業領域。國產原纖化纖維直徑大、毛絲多、強度低、硬度大、手感不佳,使得其應用受到一定限制,僅在20世紀90年代應用于香煙濾嘴[5,6]。傳統空氣過濾材料主要采用熔噴法,過濾效率很高,但氣流阻力非常大,使用壽命短。而原纖化纖維制備的非織造空氣過濾材料,具有大孔徑、多通道的蓬松結構,在高效過濾的前提下,保證了極低的氣流阻力,經高壓極化處理后,其過濾效率進一步提高,特別適用于制作高效低阻空氣過濾材料,附加值高,市場前景好[7],因此本文將空氣過濾材料用聚烯烴原纖化纖維作為研究重點。
2 實驗部分
2.1 實驗原料
共聚PP,T30S,Mn為80000,聚合度約為1800,熔融指數為3.0 g/10 min(2.16 kg/230℃)撫順乙烯化工;增韌劑,POE,8210,熔融指數為20 g/10 min(2.16 kg/190℃),埃克森美孚;增韌劑,LLDPE,FU149M,熔融指數為1.0 g/10 min(2.16 kg/190℃),韓國SK;增容劑,PP-g-GMA/St,按孫曉東[8]所述方法自制;補強劑,超支化接枝改性納米粉體,按趙輝等人[9]所述方法自制。
2.2 儀器與設備
單螺桿擠出流延實驗線:MESI-30/40,廣州市普同實驗分析儀器有限公司;模溫機:JO-05,2套,昆山新久陽機械設備有限公司;分切裝置:同軸刀具架,刀片采用鎢鋼合金,刀片間距10 mm~20 mm可調,上海潤鋒機械工具有限公司;原纖化裝置:開纖機由前后兩對壓輥和導輥與中間開纖輥所組成,開纖輥連接伺服電機,針排可拆卸更換,自制。
全自動單紗強力機,YG023B-II,常州二紡精密機械有限公司;萬能材料試驗機:HF-9005,蘇州力高檢測設備有限公司;掃描電子顯微鏡,SU3500,日立高新技術公司;纖維細度儀,YG002型,溫州際高檢測儀器有限公司;纖維投影儀,XSZ-109 G208C,溫州際高檢測儀器有限公司;光學顯微鏡,XZ-2B,寧波永新光學股份有限公司;薄膜測厚儀:CHY-U,濟南三泉中石實驗儀器有限公司;數字式織物透氣量儀,YG461,常州市中纖儀器有限公司;恒溫恒濕箱透濕性測試儀,TN11068-B,東莞市通銘檢測科技有限公司。
2.3 原纖化纖維制備方法
膜母粒的制備:PP顆粒料100份、增容劑2.5份、補強劑4份、抗氧劑0.5份~1.5份、光穩定劑0.15份~0.5份,將上述各成分在高混機中低速充分混合,然后經雙螺桿擠出機熔融塑化、擠出、水冷、風干、切粒、干燥得到膜母粒。
改性薄膜料的制備:將PP顆粒料100份和膜母粒20份在高混機中高速混合均勻,得到改性薄膜料,備用。
將改性薄膜料加入到擠出機的料斗中,在單螺桿擠出機中熔融塑化,依次進入計量泵、過濾器和熔體分配器,然后通過特制模頭擠出,再經流延輥和冷卻輥的預拉伸得到超薄薄膜。薄膜在線分切成10 mm扁條,依次經過第一次多輥熱拉伸、第二次多輥熱拉伸、紅外烘箱熱定型、機械開纖、集束收卷制成聚烯烴原纖化纖維。
2.4 高效低阻空氣過濾材料制備方法
將制備的聚烯烴原纖化纖維通過集束、張力控制、導絲、蒸汽軟化、卷曲、熱定型后導入圓盤式或閘刀式纖維切斷機切成指定長度的原纖化短纖維,短纖維經雙道開松、梳理、鋪網、雙道針刺、熱定型和收卷制備成非織造布空氣過濾材料(克重約150 g/m2)。
對針刺非織造空氣過濾材料采用高壓極化處理,極化工藝為:極化電壓為25 kV,輸出電流為1 mA,極化距離為15 mm,通過控制過濾材料的走布速度調節極化時間為20 s,高壓極化完成后,收卷得到高效低阻空氣過濾材料。
2.5 性能測試與結構表征
2.5.1扁絲
拉伸斷裂應力和斷裂拉伸應變(縱向):采用萬能材料試驗機,按照GB/T 1040—2006《塑料 拉伸性能的測定》進行測定。
取向度:采用X射線衍射法測定扁絲的取向度。
厚度:采用薄膜測厚儀,進行扁絲厚度的測定。
2.5.2原纖化纖維
平均直徑:采用光學顯微鏡自動掃描法,隨機測定1000根~2000根纖維直徑,然后計算平均值。
原纖化指數:參照楊旭紅[10]所述原纖化指數主觀評價法進行測定。
斷裂強度和斷裂伸長率:按照GB/T 19975—2005《高強化纖長絲拉伸性能試驗方法》測試,其中兩夾頭隔距為250 mm,前伸速度為250 mm/min,預加張力為5 cN。
熱收縮率:按照GB/T 6505—2001《合成纖維長絲熱收縮率試驗方法》進行測定。
2.5.3空氣過濾材料
過濾效率:按照GB 2626—2006《呼吸防護用品 自吸過濾式防顆粒物呼吸器》中第6.3節進行測試。
氣流阻力:按照GB 19083—2010《醫用防護口罩技術要求》 中第5.4節進行測試,其中選用0.3 μm的NaCl 顆粒,氣體流量為 30 L/min,測試環境溫濕度分別約為23℃和30%。
透氣率:按照GB/T 5453—1997《紡織品 織物透氣性的測定》進行透氣量測量,壓差選擇200 Pa。
透濕率:使用透濕性試驗儀,按照GB/T 12704.2—2009《紡織品 織物透濕性試驗方法 第2部分:蒸發法》,測試過濾材料的透濕性。
3 結果與討論
扁絲流延、鑄片和冷卻成型部分的主要工藝參數如表1所示。
3.1 熱拉伸溫度對扁絲物理機械性能的影響
為了使拉伸溫度分布均勻,本研究采用熱輥多道拉伸的方式,鋼輥內部設置多層不銹鋼、多層高壓軟管連接雙螺旋流道,流道進出口分別使用進口高壓油管連接至拉伸系統配套模溫機,保證輥表面溫差≤1℃。本研究固定一次拉伸比為5,二次拉伸比為1.5,研究了熱拉伸溫度對扁絲的外觀和物理機械性能的影響,結果如表2所示。

表1 流延設備主要工藝參數
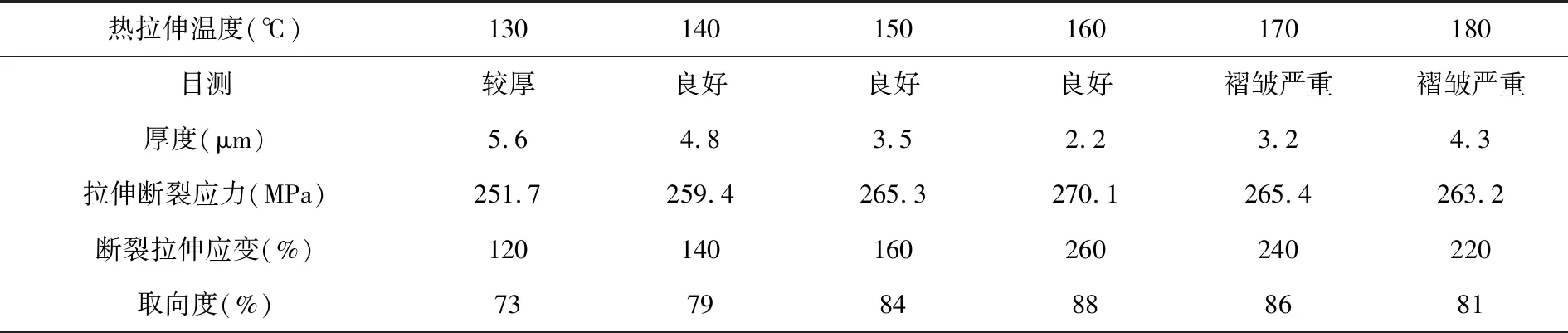
表2 熱拉伸溫度對扁絲物理機械性能的影響
由表2可知,隨著熱拉伸溫度的升高,扁絲的拉伸斷裂應力、斷裂拉伸應變和取向度先增加,超過160℃后又開始降低,而扁絲的厚度也對應著先降低,后增加。這可能是因為剛達到扁絲材料軟化點時,隨著熱拉伸溫度升高,高分子分子鏈的運動加快,塑性增強,松弛時間縮短,拉伸中產生的內應力較小,同時取向度增加,拉伸斷裂應力也增加,厚度也隨之變薄。但熱拉伸溫度繼續升高時,高溫下聚烯烴材料開始熱降解,其解取向也加快,取向度、拉伸斷裂應力隨之降低[11]。當熱拉伸溫度過高時,扁絲在接觸到輥筒的同時,由于瞬間的高溫,局部收縮出現較嚴重的褶皺,導致疊膜,扁絲厚度又有增加的趨勢。因此本研究確定拉伸溫度為160℃。
3.2 熱拉伸比對扁絲物理機械性能的影響
固定二次拉伸比為1.5,研究總拉伸比對扁絲物理機械性能的影響,結果如表3所示。
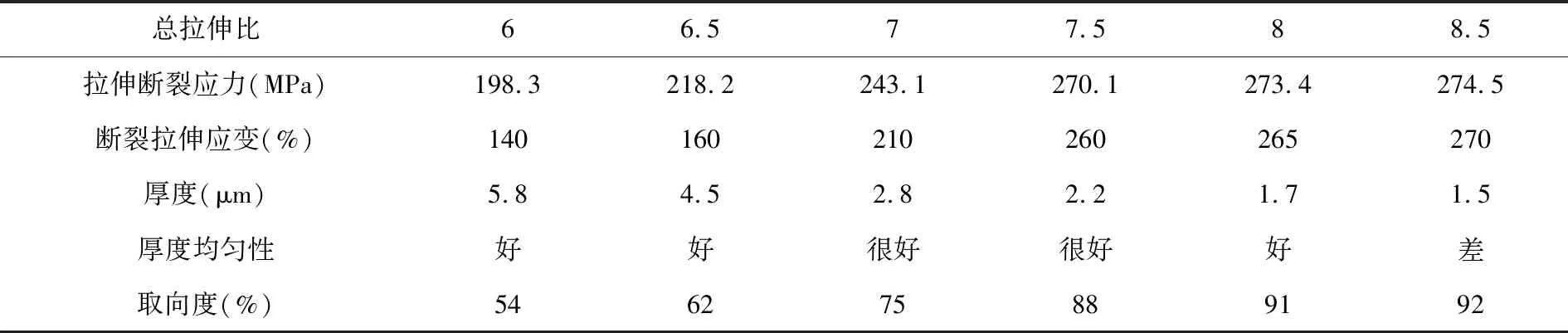
表3 總拉伸比對扁絲物理機械性能的影響
注:熱拉伸溫度為160 ℃。
由表3可知,在一定范圍內,隨著總拉伸比的增加,扁絲的拉伸斷裂應力、斷裂拉伸應變和取向度也隨之增大,其主要原因可能是在適當的拉伸溫度下,在拉伸過程中,聚烯烴材料的大分子鏈發生了高度取向。當拉伸比達到7.5以上時,扁絲的拉伸斷裂應力則無顯著提高。隨著總拉伸比的增加,厚度會減少,厚度均勻性變差,因此厚度在滿足其拉伸應力的前提下,可以適當降低總拉伸比,以改善厚度均勻性[12]。為了得到較細的原纖化纖維,扁絲厚度不能超過2.5 μm,即總拉伸比應≥7.5。
為了研究一次拉伸比和二次拉伸比對扁絲性能的影響程度,本研究進一步設計了幾組試驗,結果如表4所示。
由表4可知,在固定總拉伸比的前提下,在一定范圍內一次拉伸比的增加,更有利于得到超薄扁絲,但均勻性會變差,為了兼顧扁絲厚度與扁絲厚度均勻性,因此本研究選擇一次拉伸比為4,二次拉伸比為2。
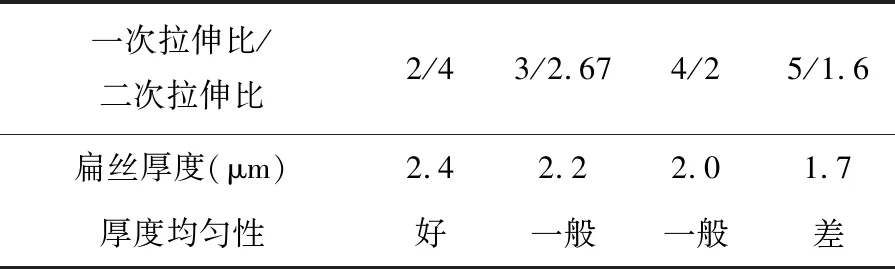
表4 一次拉伸比與二次拉伸比對扁絲厚度的影響
注:總拉伸比為8,針密度為60針/cm。
3.3 針密度對原纖化纖維性能的影響
針密度是指單位長度針排上原纖化針的數量,增加針密度是降低原纖化纖維單絲寬度的有效途徑。固定熱拉伸溫度為160℃、一次拉伸比為4、二次拉伸比為2,研究了針密度對原纖化纖維平均直徑的影響,結果如表5所示。
注:開纖比為3.0,熱定型溫度為200℃。
由表5可知,針密度增加后,原纖化纖維的平均直徑減小,這是因為隨著針密度的增加,纖維之間的交聯點變短,在同一寬度范圍內各纖維交聯點的有效寬度減小,因此纖維變細。但隨著針密度繼續增加,開纖時容易產生原纖化毛絲,針密度超過75針/cm以上,斷絲增加,造成纏輥現象,無法連續開纖和收卷。因此,可在開纖前將扁絲先通過紅外烘箱進行熱定型處理,使扁絲受熱而具有一定塑性,扁絲受熱后結晶度變小,柔性增大,避免因薄膜脆裂而產生原纖化毛絲現象[13]。本研究選擇針密度為75針/cm。
3.4 開纖比對原纖化纖維性能的影響
固定熱拉伸溫度為160℃,一次拉伸比為4、二次拉伸比為2,針密度為75針/cm,研究開纖比對原纖化纖維物理機械性能的影響,結果如表6所示。
注:熱定型溫度為200℃。
由表6可知,隨著開纖比的增大,原纖化指數增加、平均直徑減小,這些對空氣濾材是有益的[14]。但隨著開纖比的增大,原纖化纖維的平均細度降低,斷裂強度和斷裂伸長率逐漸降低,熱收縮率也略有增加。同時原纖化纖維的毛絲也增多,在單位面積上纖維網格也不如開纖比小時整齊,這可能是因為針輥轉速增加,針輥的震動也增加,容易使網狀結構遭到破壞,造成毛絲。原纖化纖維在制備超薄扁絲過程中,單位寬度上被分割成許多絲連的網狀,各網狀之間能橫向形變,松散、富有彈性,所以手感柔軟。為了兼顧原纖化纖維的機械性能、加工性和潛在過濾性能,本研究選擇開纖比為3.0。
3.5 熱定型溫度對原纖化纖維性能的影響
固定熱拉伸溫度為160℃,一次拉伸比為4、二次拉伸比為2,針密度為75針/cm,開纖比為3.0,研究了熱定型溫度對原纖化纖維熱收縮率的影響,結果如圖1所示。
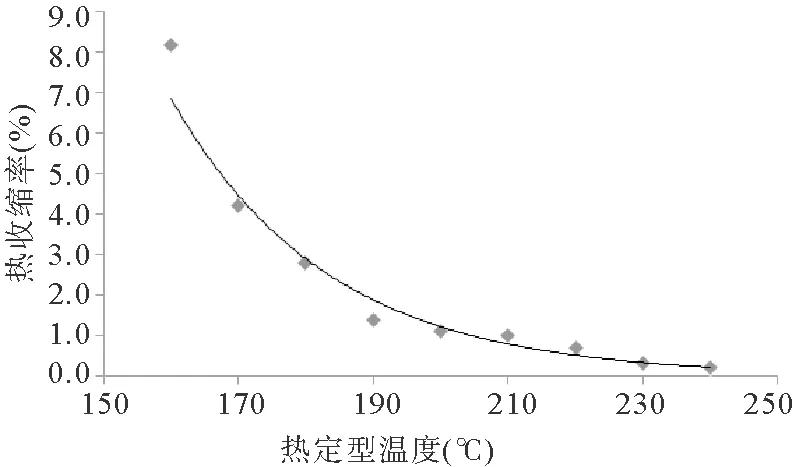
圖1 熱定型溫度對原纖化纖維熱收縮率的影響
在熱拉伸的過程中,扁絲會產生內應力,為了消除內應力,完善微晶化結構,減少收縮率,進一步提高原纖化纖維的尺寸穩定性及表面平整度,需要對扁絲進行熱定型處理[15]。熱定型處理的效果取決于熱定型的溫度和時間,在設備確定的前提下,其拉伸速度是固定不變的,即熱定型的時間是固定的,所以熱定型溫度是關鍵。
由圖1可知,隨著熱定型溫度升高,原纖化纖維的熱收縮率先急劇降低,后趨于平緩。其原因可能是隨著熱定型溫度升高,高分子中分子鏈的運動加快,取向也增加,熱拉伸溫度繼續升高時,其取向度接近100%。但考慮到設備能耗,高溫工作會加速生產線機械和電氣部分的腐蝕和老化,因此本研究選擇熱定型溫度為220℃。
綜上研究得到空氣過濾材料用原纖化纖維的最佳加工工藝:熱拉伸溫度為160℃、一次拉伸比為4、二次拉伸比為2、針密度為75針/cm、開纖比為3.0、熱定型溫度為220℃。
3.6 空氣過濾材料結構與性能分析
按照最佳加工工藝,制備原纖化纖維,并制成空氣過濾材料。
3.6.1掃描電子顯微鏡(SEM)分析
使用掃描電子顯微鏡觀察空氣過濾材料的微觀形貌,并與國產針刺空氣過濾材料對比,如圖2、圖3所示。
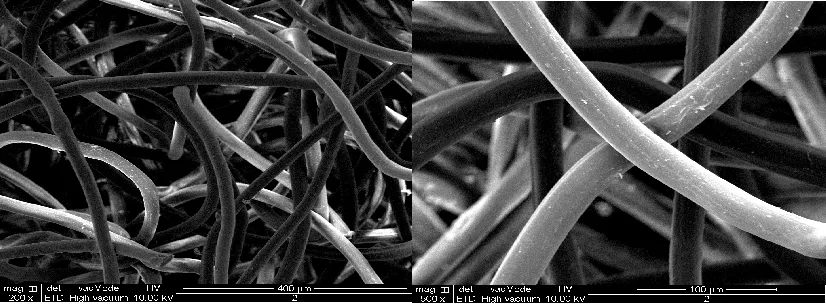
圖2 國產針刺空氣過濾材料
由圖2和圖3可知,國產針刺空氣過濾材料纖維的直徑較細,且直徑分布較窄,而高效低阻空氣過濾材料的截面為扁平狀,既有較粗的大纖維,也有劈裂的超細纖維,并且原纖化程度非常高。
3.6.2空氣過濾材料中原纖化纖維直徑及分布
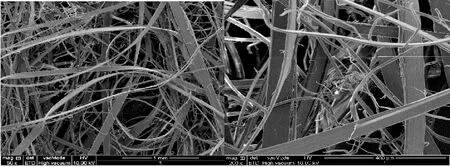
圖3 高效低阻空氣過濾材料(原纖化纖維)
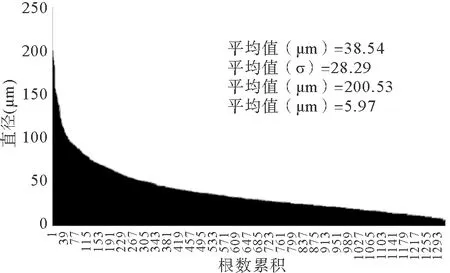
圖4 空氣過濾材料中原纖化纖維的直徑及分布
從圖4可以看出,空氣過濾材料中原纖化纖維的直徑以超細纖維(直徑≤50μm,約占75.3%)為主,較粗纖維(直徑≥100μm,約占3.8%)為輔。結合圖3,可以看出,原纖化法制備的聚烯烴纖維,不僅含有大量的原纖化程度很高的超細纖維,還含有少量直徑分布較廣的粗纖維。超細纖維的比表面積大、吸附能力強,可作為主體過濾材料,較粗的纖維,具有一定強度,可以作為骨架纖維支撐纖網,保證纖網有一定的厚度和強度,形成大孔徑、多通道的蓬松結構,避免了傳統熔噴或紡粘空氣過濾材料容易堆實,增加過濾阻力的問題,從而在高效過濾的前提下,保證了濾材的氣流阻力很低,容塵量和透氣率很高。經高壓極化處理后,空氣濾材的過濾效率進一步提高,因此特別適用于制作高效低阻空氣過濾材料,附加值高,市場前景非常好[16]。
3.6.3空氣過濾材料過濾及舒適性能測試
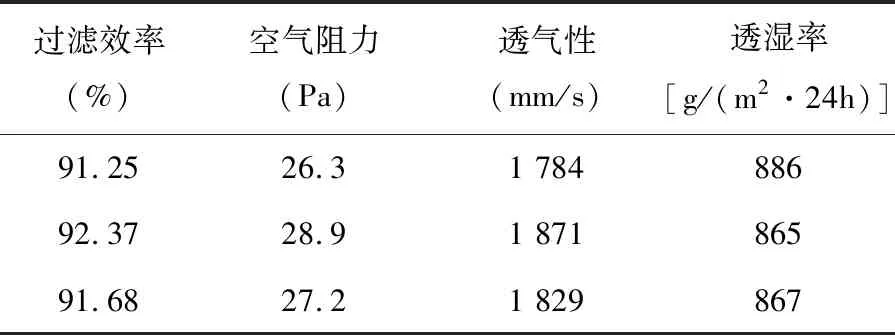
表7 空氣過濾材料過濾及舒適性能測試
由表7可知,按照選定工藝制備原纖化纖維并制成的空氣過濾材料,具有較高的過濾效率和極低的氣流阻力,以及優異的透氣性和透濕性。因此可以廣泛應用于個人呼吸防護、空氣過濾器、真空吸塵器、汽車空氣凈化、室內空氣凈化等領域。隨著對過濾材料研究和開發的深入,其在空氣凈化領域的應用會更加廣泛。
4 結論
經過多次實驗,確定了空氣過濾材料用聚烯烴原纖化纖維的加工工藝為:熱拉伸溫度為160℃、一次拉伸比為4、二次拉伸比為2、開纖比為3.0、針密度為75針/cm、熱定型溫度為220℃;選擇合適的熱拉伸溫度有利于增強纖維斷裂強度及降低薄膜厚度,對原纖化開纖效果有積極影響;在總拉伸比固定的前提下,在一定范圍內一次拉伸比增加,更有利于得到超薄扁絲。按照確定加工工藝制備原纖化纖維并制成的空氣過濾材料具有優異的綜合性能,可作為高效低阻空氣過濾材料,應用于空氣凈化領域。
