毛/絲/改性滌綸多組分緊密賽絡紡紗線紡紗工藝研究
2019-04-30 02:36:18張玉梅張國生
山東紡織科技 2019年2期
張玉梅,李 龍,張國生
(1.西安工程大學,陜西 西安 710048;2.山東南山智尚科技股份有限公司,山東 煙臺 265706)
精紡面料以秋冬季產品較多,為獲得更多的市場份額,亟需開拓春秋季產品市場。春秋季面料以輕薄、挺括為主,同時由于春夏交接溫度較高,為滿足消費者對于服裝舒適性越來越高的要求,需要面料具有吸濕、排汗、快干的功能。將吸濕排汗纖維、桑蠶絲、PTT纖維等與羊毛混紡,可使產品具有吸濕排汗、手感舒適、光澤度和彈力較好等特點。但在實際生產中由于羊毛、桑蠶絲、滌綸、吸濕排汗纖維、PTT纖維在細度、長度、伸長、彈性、卷曲等性能方面差異較大,會出現飛毛、纏皮輥、牽伸不良、斷頭等問題,造成混紡難度大、生產效率低、原料消耗大等困難,因此本文提出了針對性的生產改進措施,以降低生產難度、提高生產效率。
1 選擇原料
羊毛是精紡生產的主要原料,其手感柔軟、光澤柔和、彈性好、相對密度小、保暖性好、吸濕性強、染色性能好、穿著舒適,但是耐磨性差、易蟲蛀霉爛;桑蠶絲柔軟光滑、光澤雅致、有彈性,其織品吸濕透氣性好[1],但桑蠶絲一般纖維平均長度較長、細度細、抱合力差,需在精梳前加強混合,防止纖維集束,否則易纏繞錫林,在織造過程中易引起絲纖維分裂起毛斷頭;吸濕排汗纖維可紡性能強,它不僅具有普通滌綸纖維的優點,而且手感比滌綸纖維更柔滑。纖維表面的微細溝槽通過毛細管作用吸濕,比其他纖維吸濕和排汗的速度更快,由于吸濕排汗纖維截面的特殊性,因而其抗彎曲性能比其他圓形截面纖維好,但其強度略低于普通滌綸纖維,吸濕排汗纖維與棉混紡,可提高紗線的強度,改善成紗的條干水平,提高成紗的質量[2];PTT纖維是一種新型的聚酯纖維,兼具滌綸、錦綸、氨綸的優點,尤其是它優良的回彈性和易染性更使其被譽為2l世紀的新型聚酯纖維[3]。本文通過將各種纖維混合,相互補充,揚長避短,提高紗線的可紡行,增加產品附加值。
混紡紗羊毛含量55%,吸濕排汗纖維含量10%、PTT纖維含量10%、桑蠶絲含量15%、滌綸含量10%。原料物理性能指標見表1。
2 紡紗工藝流程
經過多次試驗確定的工藝流程為:毛條單獨加油→混條→精梳→復針梳→粗紗→細紗→絡筒→蒸紗。紡制紗線規格為紗線線密度:17.2tex;捻向:S;捻度:1100 捻/m。
前紡經過多次梳理,使纖維充分混合,避免因梳理不充分而造成的纏繞現象。細紗工序在緊密紡細紗機生產,緊密紡紡紗比普通環錠紡的毛羽少,尤其是3mm及以上長度的毛羽更少,單紗強力及伸長率等都有明顯提高,條干CV值及紗波均比普通環錠紗好,細紗斷頭率比普通環錠紡有較大幅度減少[4]。
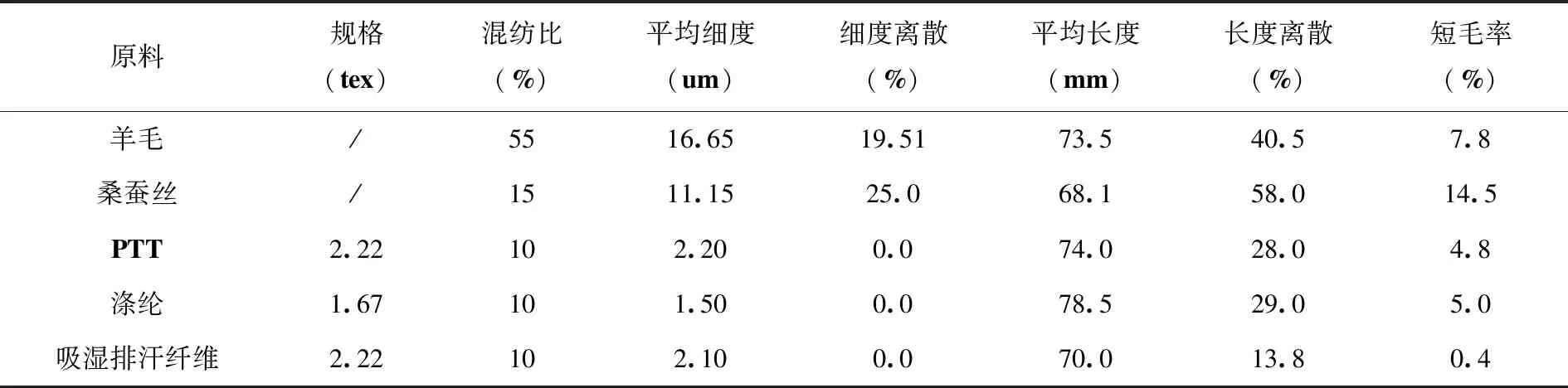
表1 原料物理性能指標
3 紡紗參數選擇及主要技術要點
3.1 毛條單獨加油
由于桑蠶絲、滌綸、吸濕排汗纖維、PTT纖維與羊毛的吸濕水平不同,為確保各工序下機料的回潮率,對毛條進行單獨加油。具體工藝見表2。

表2 油水追加比例
3.2 混條
由于羊毛與其他幾種原料的細度差異較大,桑蠶絲及化纖容易集束,抱合力差,需在精梳機前加強混合,防止纖維集束,否則在精梳機生產時易纏繞錫林,毛條中毛粒去除不充分,也會影響成品紗線的質量。將羊毛、桑蠶絲、吸濕排汗纖維、PTT進行混紡并條后,抽測毛條回潮率,根據實際回潮率噴油,以加油后毛條回潮率至少能達到公定回潮率為基準,噴油后靜置24小時后再繼續生產。為減少靜電浮毛,盡量選擇低車速。混條工藝見表3。

表3 混條工藝
一般理論認為,隔距越小,對浮游纖維控制的越好,相對條干越好,但過小也會引起牽伸力過大,出現毛條牽伸不開現象,使條干惡化。由于該產品中桑蠶絲纖維相對較短,因此上機生產前將機臺隔距縮小至50mm。 1#工序上機開始理條、混條,有起浮毛現象,2#、3#工序分別加和毛油,其油水比為:抗靜電劑∶潤滑劑∶水=1∶1∶9。
3.3 精梳
精梳是整個制條工序最關鍵的一步,直接影響后道工序產品的質量。經精梳后,去除短纖、草疵、毛粒等雜質、疵點,纖維在毛條中更為順直,纖維長度離散減小,為最終產品的質量奠定基礎。通過減少喂入量,實現有效去除毛粒的目的。原料長度離散較大時建議增大精梳機隔距,增加落毛率,可有效減少成紗的毛羽等問題。工藝參數見表4。
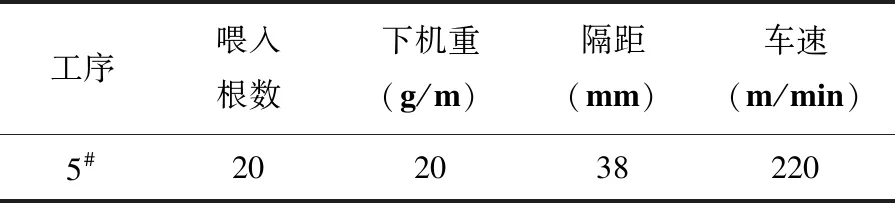
表4 精梳工藝
生產時若有纖維拔取不斷的現象,容易引起纏羅拉、錫林等纏車問題,將拔取長度、拔取時間較純毛品種調大,可以有效解決該問題,使生產順利進行。
3.4 復針梳
該工序主要是對前道喂入的條子進行并和、牽伸和梳理,并經自調勻整機構,制成條干均勻、纖維平行順直、排列緊密的毛條。由于混紡毛條中纖維抱合力較差,纖維細度細,生產中過快的車速,易使纖維與工藝部件之間產生靜電,造成皮輥纏繞等現象。在該工序還有些輔助環節,如在生產中加入和毛油、抗靜電劑等及在一定環境中的儲存,以恢復纖維疲勞,減少內應力,從而有助于下道工序的生產。工藝參數見表5。
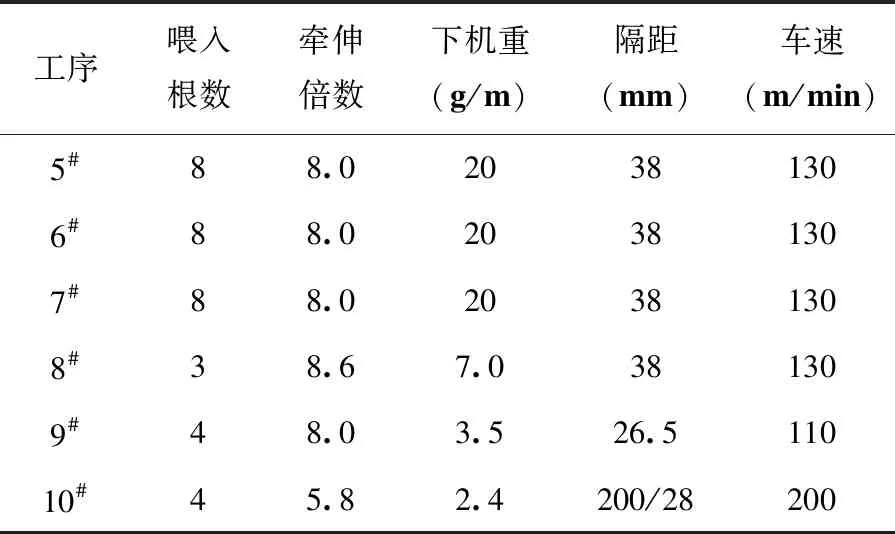
表5 復針梳工藝
注:6#工序補充和毛油,油水比為:抗靜電劑∶水=2∶8。
3.5 粗紗
前紡主要任務就是將毛條抽長拉細到一定克重的粗紗條。粗紗機進行一定程度的搓捻,使粗紗條有一定數量假捻,制成大卷裝、便于運輸和后道工序使用的粗紗團。工藝參數見表6。
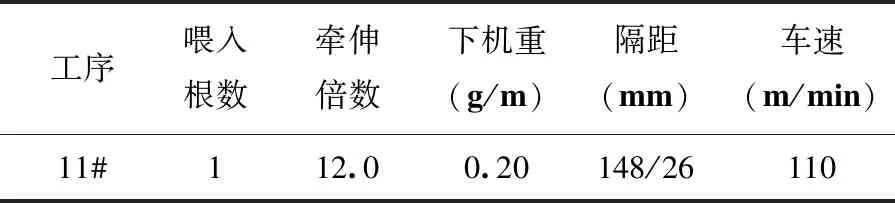
表6 粗紗工藝
3.6 細紗
由于該品種紗線用于細特輕薄面料,因此對于紗線的條干要求較高。細紗選用緊密賽絡紡紡紗方式進行生產,緊密賽絡紡與緊密紡不同的是雙毛紗喂入,在上機前需要調整工藝,更換齒輪箱,使輸出皮輥速度略慢于牽伸皮輥,避免意外牽伸,增大緊密紡集合器的負壓壓力,使纖維能夠更好地集束,降低毛羽。由于混紡比比較大,同時含有PTT纖維,為防止小辮紗產生,可加大搖架壓力。選用硬度較低的皮輥,提高對纖維的握持,可有效減少皮輥繞毛的現象。細紗工藝參數見表7。

表7 細紗工藝
3.7 絡筒
絡筒工序主要是把細紗紗穗的小卷裝制成容量較大的筒子,有利于提高下道工序的效率,減少回絲,并清除有害紗疵,提高紗線質量。采用緊密賽絡紡工藝生產的紗線不再進行并捻工藝,為保證織布工序紗線的斷頭率,在絡筒工序要抽測絡筒接頭強力,確保其合格。
3.8 蒸紗
經過蒸紗工藝消除紗線內部纖維的靜電和應力,使在不平衡緊張狀態下的纖維趨向于平衡,穩定捻度[5],防止捻度不勻以及在織造過程中因紗線回捻而產生小辮造成布面疵點,為織造工序的產品質量打好基礎。該品種蒸紗工序只蒸絡筒團,細紗穗不蒸紗。細紗穗不蒸紗主要是為了絡筒工序能更好的接頭,保證接頭強力及外觀。為避免絡筒團蒸紗時變形,因此在絡筒生產時要偏大掌握張力,以此來保證成型。
4 產品測試結果
采用紗線強力儀測試的成紗強力,數據見表8;采用捻度儀測試的成紗捻度,數據見表9,可知各項指標已達到質量要求。

表8 成紗強力
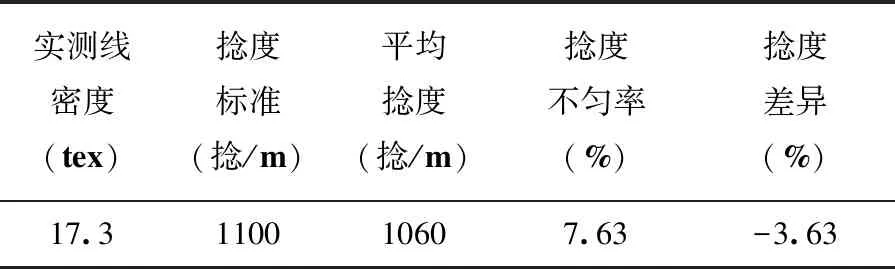
表9 成紗捻度
5 結 語
為降低羊毛/吸濕排汗纖維/PTT纖維/桑蠶絲/滌綸多組分混紡紗線生產難度、提高生產效率,混條前需對羊毛進行單獨加油,以保證毛條的回潮率以及含油情況;前紡生產時注意抽測回潮率,確保在前紡生產過程中通過和毛油的加入能夠使毛條回潮率達到公定回潮率;前紡各工序皮輥壓力適當加大,因為多種纖維之間細度、摩擦力差異較大,纖維抱合力較差,增加皮輥壓力可以更好地對纖維進行控制,保證毛條條干,為成紗質量奠定基礎;細紗生產時,增大集合器負壓,增大搖架壓力,選用硬度較低的前皮輥,可以有效提高可紡性,保證紗線質量;對原紡紗工藝參數的調整,可有效改善纖維可紡性,提高紡紗制成率。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
