雙絲自動化焊接接頭組織及性能研究
2019-05-07 03:29:42尹加干馬征征
科學與技術 2019年20期
尹加干 馬征征
摘要:通過采用手工焊、單絲自動焊、雙絲自動焊接三種工藝,對12mm的SMA490BW板材進行焊接,對比分析三種焊接接頭組織及力學性能。研究結果表明:雙絲焊接頭熱輸入小,接頭組織晶粒得到細化,拉伸性能略高于其他兩者,焊接效率相比提升40%。
關鍵詞:自動化焊接;雙絲;力學性能;效率
1前言
隨著工業化發展和市場競爭的日益激烈,提高勞動生產率已經成為各行各業的焦點問題。雙絲焊作為高效的焊接方法,是目前國際焊接研究和推廣的熱點之一,因其具有焊接速度高、熔敷率高、焊接質量好等優點而受到國內外焊接從業者的關注[1]。雙絲自動焊接技術是相對于傳統的半自動單絲焊接技術而言,它既保持了單絲焊接所擁有的優點[2],同時還有熔敷效率高等單絲焊接所不具備的特點,既可以實現高速焊接,又可以實現高熔敷率焊接,具有高效、節能、焊接速度高、焊接熔敷率高、焊接質量好等優點[3-4]。
隨著工業產能的不斷提高,對焊接生產率提出了更為苛刻的要求,如何優質、高效實現部件的焊接制造,則成為了提高生產線產能進一步提升的關鍵。因此,本論文通過對比研究雙絲自動化焊接、單絲自動化焊接、手工焊接方法,對比分析各種對接接頭組織及力學性能,驗證雙絲自動化焊接優點。
2試驗方法
2.1試驗材料
本次試驗材料選用JIS G 3114制造的SMA490BW,規格為12mm的板材;焊接材料選用JM-55II焊絲,直徑為Φ1.2mm;保護氣體選擇氣體成分:Ar(80%)+CO2(20%)。
2.2試驗設備
采用IGM焊接機器人RTI330i進行自動焊接,焊接設備選用弗尼斯焊機TPS5000電焊機,焊接位置為平焊(PA)。
3焊接工藝及顯微組織
3.1焊接工藝
分別采用手工焊、雙絲焊設備雙絲自動焊、單絲焊設備單絲自動焊三種工藝進行焊接,選用最優工藝參數制備3組試件,每組各3件。
雙絲自動焊的打底層、填充層及蓋面層熱輸入量較單絲焊設備單絲自動焊少約5%~10%。從能量角度來看,采用雙絲焊設備進行雙絲焊接是最好的。
此外,雙絲焊在焊接速度方面較手工焊提高了一倍以上,故雙絲焊較手工焊在效率方面提高率達到100%;較雙絲設備單絲焊、單絲設備單絲焊在填充、蓋面時提高了60%以上,雙絲設備單絲焊、單絲設備單絲焊提高了至少40%。
3.2顯微組織分析
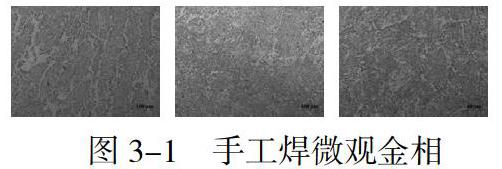
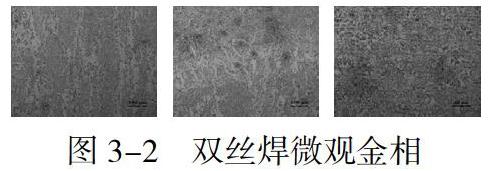
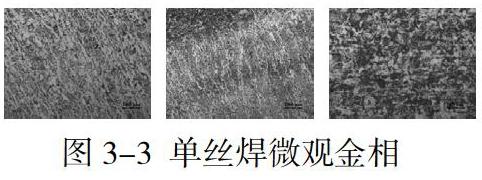
三種焊接接頭的微觀金相如圖3-1、3-2、3-3所示。從圖中可以看出,對接接頭焊縫區金相大都為先析鐵素體,晶內為上貝氏體(或粒狀貝氏體)、針狀鐵素體(側板條狀)和珠光體組織,粗晶區為上貝氏體和珠光體組織,母材為鐵素體和珠光體組織。
通過對比發現,手工焊接頭焊縫區組織不夠均勻,雙絲自動化接頭晶粒組織較手工焊、單絲自動化焊接晶粒組織更細小。
4力學性能
4.1拉伸試驗
三組試樣拉伸試驗結果顯示,所有接頭抗拉強度都達到了設計要求值。
通過對比分析,可知手工焊所制備接頭平均抗拉強度約為539MPa,雙絲焊設備雙絲自動焊所制備接頭平均抗拉強度約為548MPa,單絲焊設備單絲自動焊所制備接頭平均抗拉強度約為541MPa。可見雙絲焊接頭平均抗拉強度略高于單絲自動焊,高于手工焊接。分析與焊縫熱輸入有關,焊縫熱輸入小,組織晶粒細化,拉伸強度高。
4.2彎曲試驗
三組對接接頭彎曲試樣如圖4-1所示,均滿足力學性能試樣。
4.3維氏硬度
三組對接接頭維氏硬度檢測結果顯示,焊縫和熱影響區(HAZ)的硬度比母材高,但均在合理范圍內,最高硬度值位于焊接熱影響區內,最高硬度為200HV,低于標準規定的退火狀態下最高硬度值320HV。
5 結論及建議
通過對比SM490BW板材的手工焊、雙絲自動焊、單絲自動焊三種接頭進行了性能對比試驗,得到了如下結論:
(1)SM490BW焊接頭焊縫區金相大都為先析鐵素體,晶內為上貝氏體(或粒狀貝氏體)、針狀鐵素體(側板條狀)和珠光體組織,粗晶區為上貝氏體和珠光體組織,母材為鐵素體和珠光體組織;雙絲自動焊因熱輸入低,焊縫接頭組織細化。
(2)各種焊接方法、焊接材料所制備的接頭差異不大,其中手工焊所制備接頭平均抗拉強度約為539MPa,雙絲焊設備雙絲自動焊所制備接頭平均抗拉強度約為548MPa,單絲焊設備單絲自動焊所制備接頭平均抗拉強度約為541MPa,各焊接接頭彎曲性能全部合格。
(3)雙絲焊設備雙絲自動焊的打底層、填充層及蓋面層熱輸入量較單絲焊設備單絲自動焊少約5%~10%。雙絲焊較手工焊提高率達到100%,較雙絲設備單絲焊、單絲設備單絲焊提高了至少40%。
參考文獻
[1]李桓,粱秀娟,李幸呈.高效雙絲MIG/MAG脈沖焊系統及工藝[J].焊接,2005(10):24—27.
[2]Lee W B,Hong S G.Carbide precipitation and high—temperature strength of hot-rolled high-strength,low—alloy steels containing Nb and Mo[J].Metall Mater Trans A,2002,33(6):1689—1698.
[3]lover A G.The Influence of Cooling Rate and Composi~tion on Weld Metal Micro—structures in a C]MR and HSLA Steel[J].Welding Journal,1977,56(9):225-2231.
[4] 中國機械工程學會焊接學會.焊接結構[M].北京:機械工業出版社.2001.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
山東冶金(2019年3期)2019-07-10 00:54:00
商周刊(2017年9期)2017-08-22 02:57:49
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32