基于MEE/JACK的工序標準作業負荷仿真與評估*
2019-05-09 01:23:40呂慶文樊樹海趙玲玲徐文浩
中國安全生產科學技術 2019年4期
呂慶文,樊樹海,趙玲玲,徐文浩
(1.南京工業大學 工業工程系,江蘇 南京 210009; 2.麻省理工學院信息質量項目“數據質量與信息安全”實驗室,美國馬薩諸塞州 02139)
0 引言
隨著智能制造技術的推廣,效率、速度已經成為制造型企業改革的重點[1]。技術上,企業引入大量自動化設備取代工人作業,降低了作業失誤率;管理上,車間實行“5S管理”,對各個工序制定出SOP(標準作業指導書)并實現產線平衡,使工人作業具有規范性,提高了生產效率。然而,目前流行的軟件制定SOP方法,較多考慮效率問題,忽視人的生理負荷限度[2]。一些工廠為了實現高產能,制定出以高產量為目標的標準作業,并以此為基礎進行產線平衡。雖然工廠取得了豐厚的收益,但這一切都是以損耗工人健康為代價的,并且是從作業制度設計上促使工人超負荷作業[3-4]。因此,工人患有的職業性肌肉骨骼損傷(Work-related Musculoskeletal Disorders, WMSDs),已經成為制造業中高發型職業性疾病之一[5-7]。
作業負荷評估是避免工人超負荷作業的重要方式,可以直觀反映出工人的疲勞程度。當前,在作業負荷評估領域,張文倩等[8]基于Kcal/ERGO對汽車配件生產流程中單一手工搬運作業進行負荷評估;羅曉利等[9]使用JACK軟件對機務人員的日常拆卸作業進行負荷評估;Li等[10]運用能耗預測理論對建筑工人的手工復合搬舉作業進行負荷評估。上述研究為制造業工人作業負荷的評估提供了技術支撐,但同時也存在不足。一方面,在當今的制造業生產活動中,企業實行標準化生產,工人作業具有規范性和復雜性,針對單個工人不具規范性的作業內容進行作業負荷評估無法反映出同工序中所有工人的疲勞程度,所得的評估結果不具有規范性和普遍適應性;另一方面,超負荷作業現象可能出現在各個工序中,針對搬運或拆卸等基礎作業內容進行負荷評估僅能反映部分工序的負荷情況,所得的研究成果應用價值有限,無法保證工人在所有工序下均為輕松作業。除此以外,上述研究也未能將負荷評估同作業制度關聯起來,未能突出負荷評估的必要性和廣泛應用性。鑒于此,對工序標準作業進行負荷評估可以準確反映出各個工序所有工人的疲勞程度,同時也能夠提供負荷反饋,使制定的標準作業更符合人因設計,進而實現在作業制度設計上保障工人健康的目的。
本文基于虛擬仿真技術,利用數字化工廠仿真軟件JACK將標準作業數據化、信息化,通過MEE(Metabolic Energy Expenditure)能耗預測模型評估出標準作業下工人負荷狀況[11-14],并以某鑄造廠發動機輸油件制造過程中去毛刺工序制定的標準作業為例,證明其有效性。
1 系統方法研究
智能制造系統的整體構架由上至下可分為5層:企業計算與數據中心層、企業管控與支撐系統層、產品全生命周期管理系統層、生產執行系統層、生產基礎自動化系統層。
其中,產品全生命周期管理系統的核心是數據。該層強調對數據進行可視化展示,本文應用的建模仿真技術就是對作業內容的動態展示。
1.1 JACK軟件
JACK軟件是一款基于人因工程理論,集三維立體仿真、虛擬人體建模、人因工效分析等功能于一體的主流仿真工具。運用JACK既可以對作業現場進行設計和分析,還可通過其軟件端口導入自行設計的產品CAD模型。
在JACK軟件支撐下,可以對作業現場、人體模型、產品模型進行設計,依據動態仿真準確把握虛擬人體模型在作業過程中的每個動作和姿勢。同時,借助軟件的人因工效分析功能可以對仿真結果進行更深入的分析與評估,本文主要利用JACK軟件的MEE能量代謝預測功能進行作業仿真。
1.2 數學模型
目前,全世界流行的能耗預測理論主要是由美國密歇根大學Grag教授提出的人體作業能耗預測理論[15]。該理論將人體作業能耗分為作業能耗和姿勢能耗;人體作業可劃分成已知能耗的動素集合,作業能耗可由動作能耗累加得到;姿勢能耗可由單位時間的姿勢耗能和姿勢持續時間計算得到。結合本文實例,人體作業能耗理論的數學模型可以表示為如下公式:
(1)
Epj=Kpj×WT×tpj
(2)
Emax=9.7×((WB×WB2A)+0.7×WB(1-WB2A))
(3)
WB2A=Tb/(Tb+Ta)
(4)


表1 參數WB值Table 1 Parameters of WB
1.3 基于JACK的能耗預測模型MEE
基于上述人體動作能耗預測理論的數學模型,JACK軟件開發出作業能耗預測功能MEE。
MEE模型工具可以將動態仿真過程精確劃分為具體的子任務,且子任務中各種動作能耗和姿勢耗能以及姿勢維持時間均為已知,因而可以直觀預測出作業能耗。MEE功能需要輸入的參數,見表2。

表2 輸入參數Table 2 Input parameters of model
2 仿真設計
2.1 概念結構設計
基于MEE/JACK人因模型的作業仿真系統的概念結構設計,如圖1所示。
2.2 建模
本文以某鑄造廠發動機輸油件去毛刺工序制定的標準作業為研究對象,在構建模型前,通過現場調查等方式獲得工人實際生產的相關資料,其中去毛刺標準作業見表3。
根據已知信息構建模型,分別進行作業現場仿真設計、虛擬工人模型設計以及作業流程仿真設計。
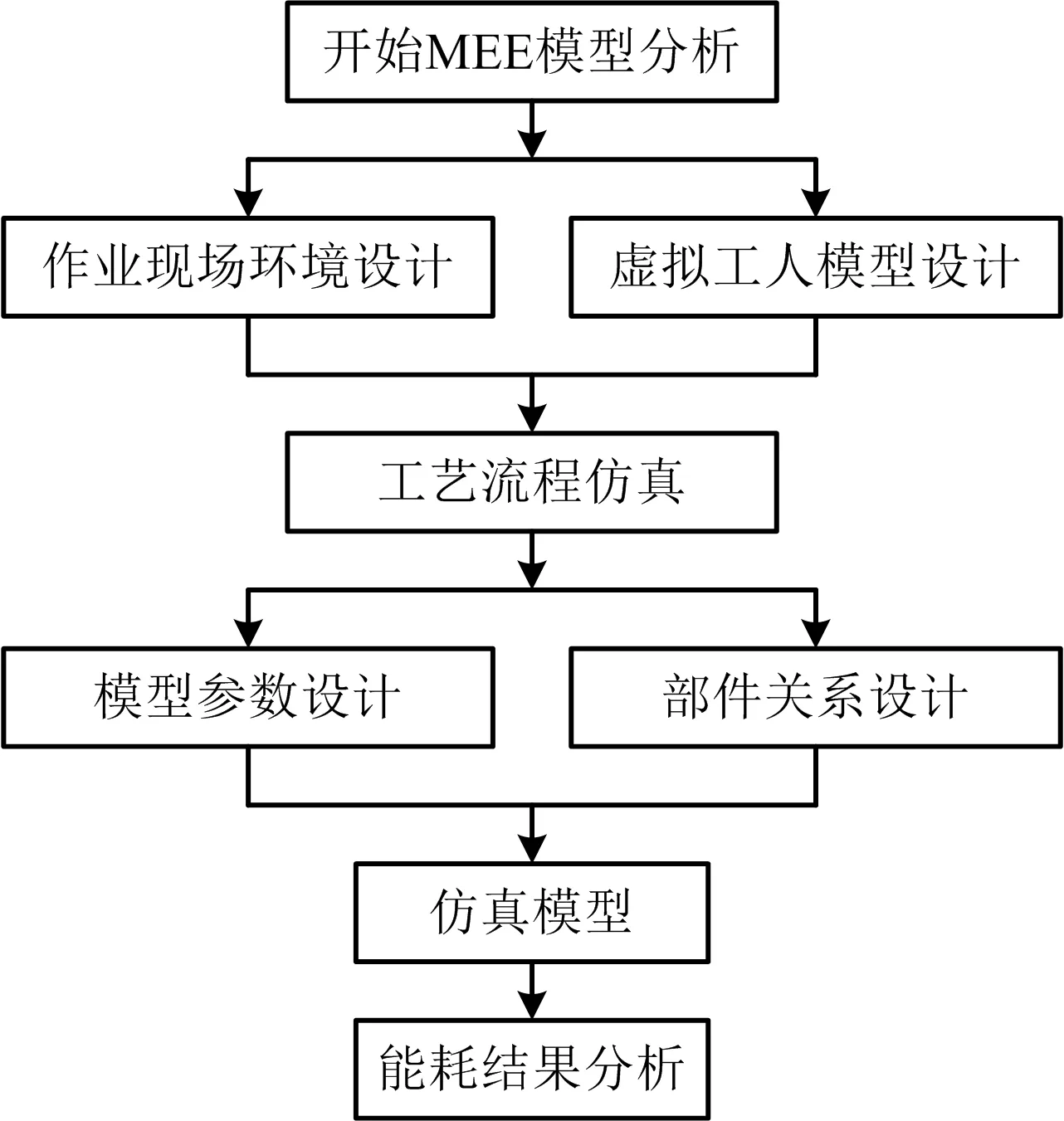
圖1 仿真系統概念結構設計Fig.1 Conceptual structure design of the simulation model
去毛刺標準作業中,工人將工作臺上的工件移至操作區,使用小木錘將內外圈的毛刺去掉,最后將工件放置于側身的小車內。對于虛擬工人模型,本文采用第50百分位的中國男性工人(身高167.8 cm,體重59.0 kg)。作業現場仿真設計和虛擬工人模型設計,如圖2所示。
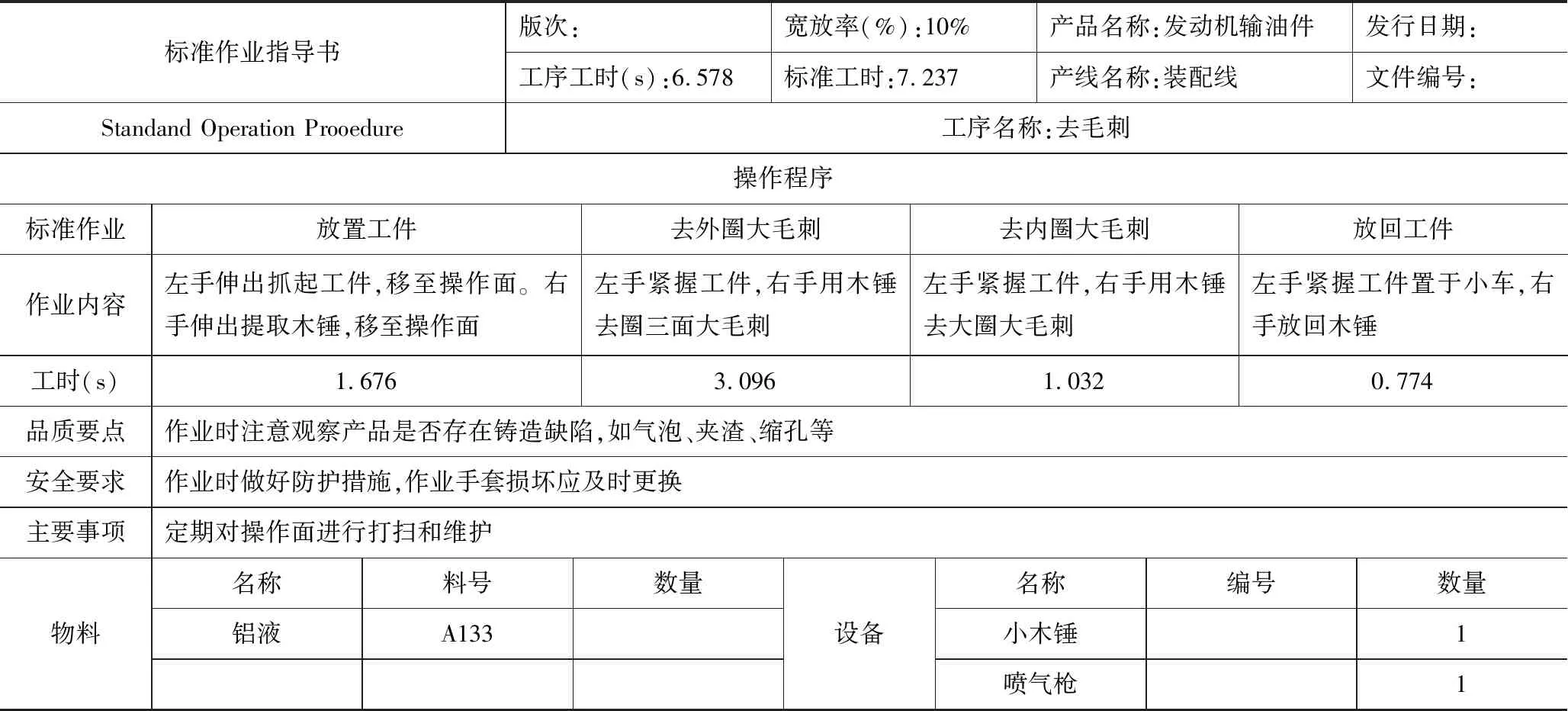
表3 去毛刺工序標準作業Table 3 SOP of deburring process
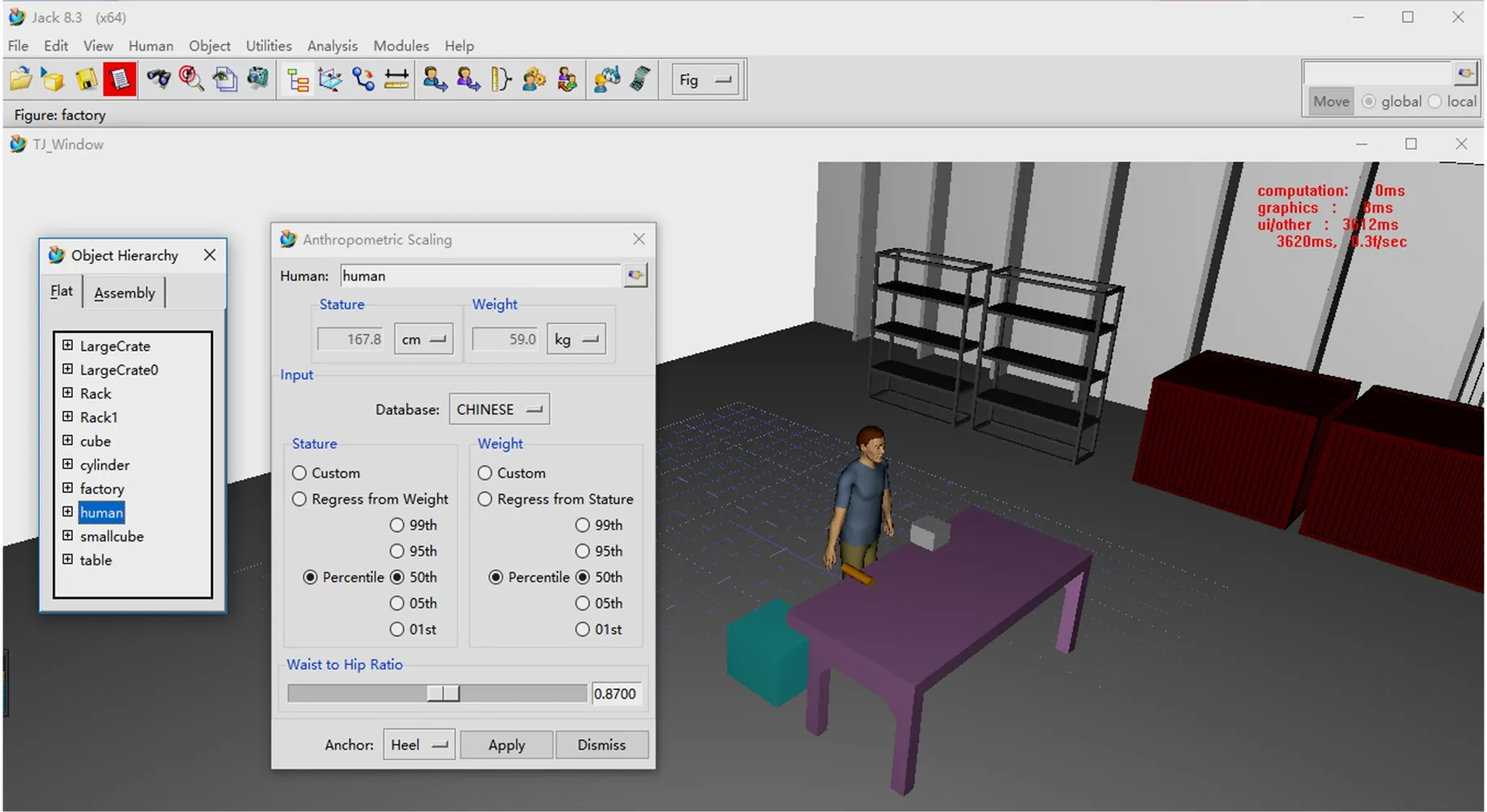
圖2 作業現場仿真與工人模型Fig.2 Workplace simulation and worker model
根據去毛刺工序SOP可知去毛刺標準作業流程如下:工人將木錘和工件移至操作區用時1.676 s ,敲去工件外圈毛刺用時3.096 s,敲去工件內圈毛刺用時1.032 s,將工件放置小車內用時0.774 s。作業流程仿真模型,如圖3所示。
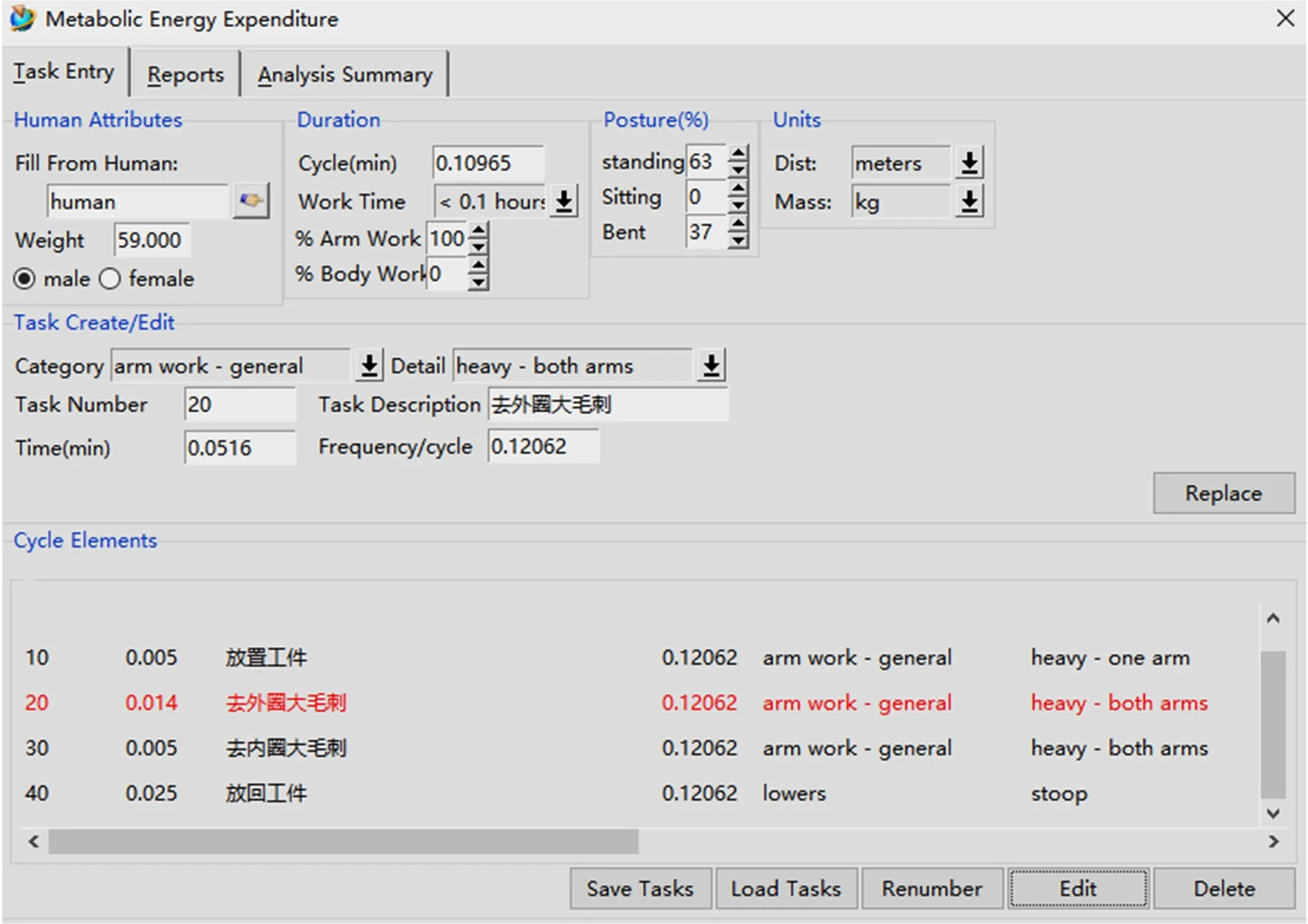
圖3 作業流程仿真模型Fig.3 Simulation model of workflow
2.3 模型參數設計
在靜態仿真模型的基礎上,根據去毛刺工序SOP進行標準作業動態仿真設計。首先進行參數設計,以放置工件作業中右手伸向并握取木錘動作為例,根據模特法計算可知該動作標準時間為0.903 s,右手參數設計如圖4所示。
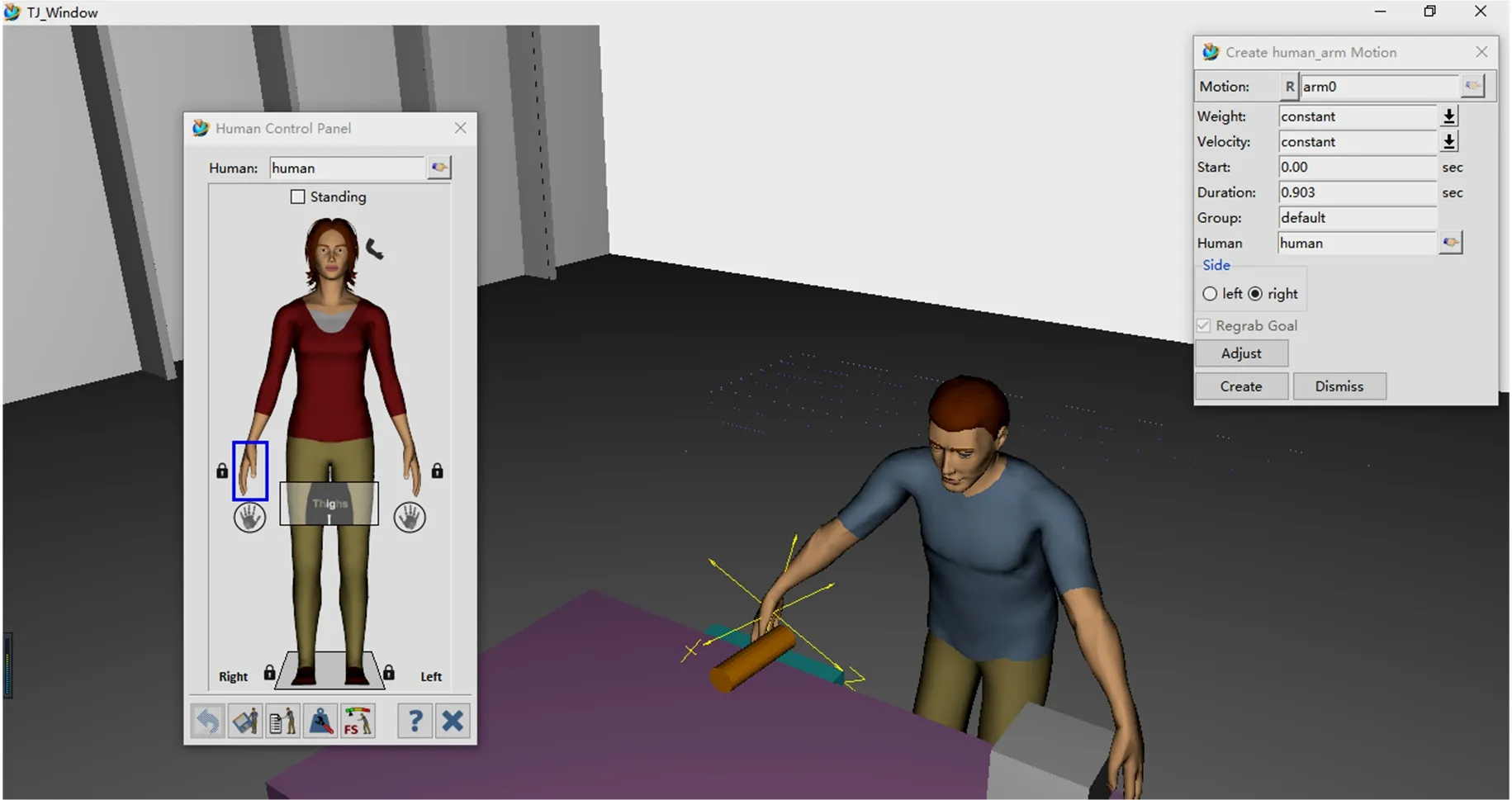
圖4 右手參數設計Fig.4 Parameter design of right hand
2.4 部件關系設計
參數設計完成后,需要進行部件關系設計,以放置工件作業中右手和木錘關系設計為例。右手在握取木錘后需要將木錘移動至工人操作范圍內,此時需要將木錘固定在右手掌心,使木錘隨掌心的移動而移動,部件關系設計如圖5所示。
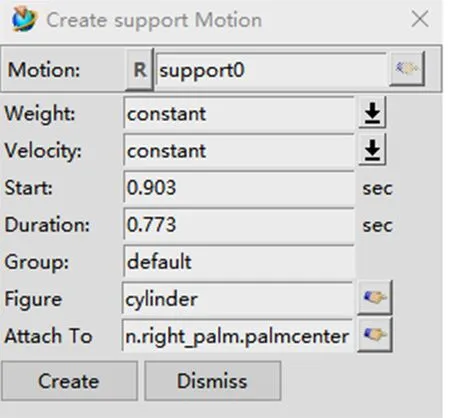
圖5 右手與木錘關系設計Fig.5 Design of the relation between right hand and wood hammer
3 去毛刺標準作業負荷評估
3.1 作業負荷評估結果分析
對設計的仿真模型進行動態運行,JACK可自行計算出標準作業下工人的能耗情況,包括各種作業姿勢下的能耗和總任務能耗,基于MEE/JACK模型的去毛刺標準作業總能耗分析如圖6所示。
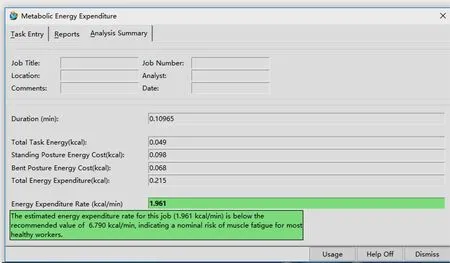
圖6 總能耗分析Fig.6 Total energy consumption analysis
從圖6中可以得出,作業能耗為0.049 Kcal,姿勢耗能為0.166 Kcal,其中站姿耗能0.098 Kcal,屈身耗能0.068 Kcal,無坐姿能耗,標準作業的總能耗為0.215 Kcal,且總工時為0.109 65 min,即單位時間作業能耗為1.961 Kcal/min。根據能耗預測理論的數學模型可得該作業環境下理論能耗上限值為6.790 Kcal/min,與標準作業下平均能耗值對比可知,標準作業能耗滿足人體負荷要求。從圖中評估界面可知,工人能耗為中等水平但作業時存在疲勞隱患,可能會出現肌肉損傷。因此,需要對標準作業下工人負荷情況進一步分析。
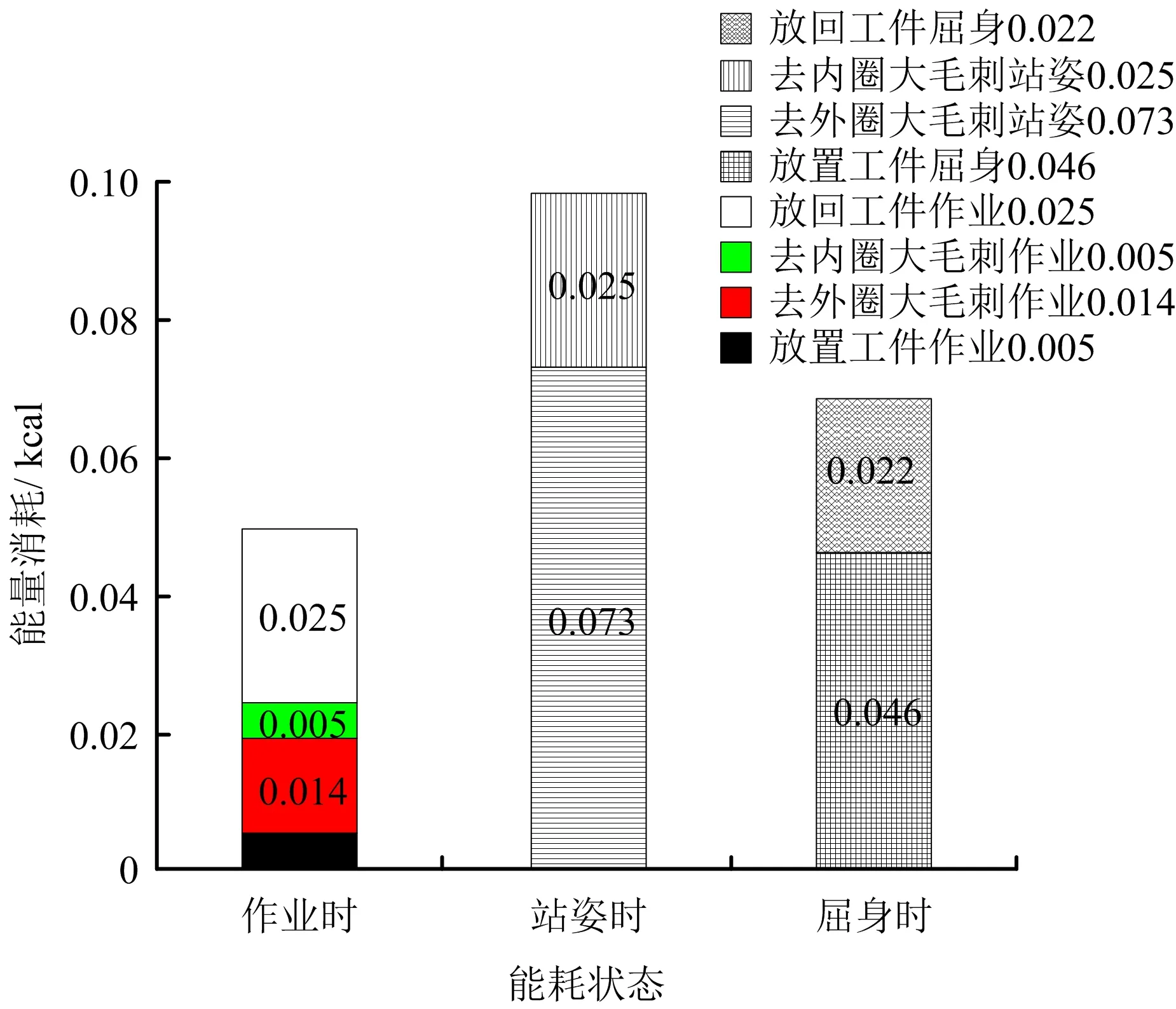
圖7 子任務能耗情況Fig.7 Energy consumption assessment of each sub-task
圖7為各子任務的作業能耗和姿勢能耗情況,任務1和任務4為屈身作業,任務2和任務3為站姿作業,各子任務具體能耗值如表4所示。
將各子任務總能耗值進行比較,如圖8所示。
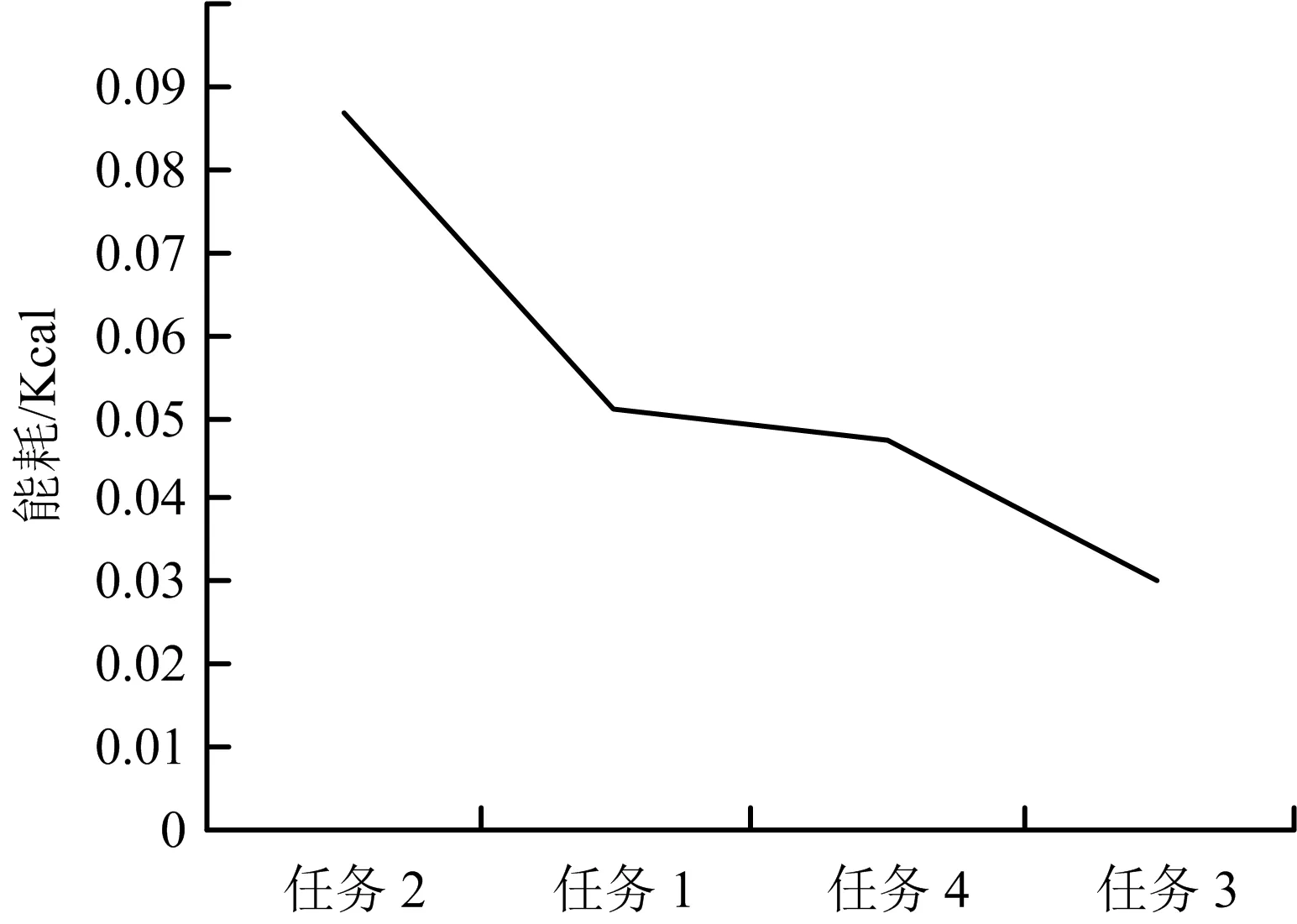
圖8 子任務能耗比較Fig.8 Energy consumption comparison of each sub-task
從上述能耗結果分析可以看出,各子任務的平均能耗均小于能耗上限,且任務2的總能耗遠大于其他任務的總能耗,即可以推斷工人在此作業環節中最容易產生肌肉疲勞,因此應當對其進行改善。在任務2的總能耗中,姿勢能耗遠大于作業能耗,即表明其作業姿勢的設計存在問題,工人不能長時間保持單一固定站姿,因此應當考慮從人因角度對其進行改善。
3.2 討論
依據仿真評估結果可知,所設計的標準作業雖滿足能耗要求,但仍存在疲勞隱患,即在去外圈大毛刺環節中作業姿勢的設計存在問題。在該環節中工人需要長時間保持站立狀態,此設計易使工人產生疲勞并損傷肌肉。因此,通過負荷仿真,本文確定現行的去毛刺標準作業需要進一步改善。
本文將能耗預測理論應用于標準作業制定過程中,不僅檢驗出作業能耗是否符合人因要求,還能找出標準作業中存在的問題,進而為標準作業的制定提供負荷反饋,將作業標準化流程變成1個能夠自我優化的閉環系統,使制定出的標準作業更合理化;同時,本文對標準作業進行負荷仿真與評估,可以實現負荷評估的制度化,并能進一步突出負荷評估的應用價值。負荷評估將不再是某些工序的專屬,而是成為所有工序保障每位工人健康的重要手段。因此,對標準作業進行負荷評估可以確保所有工人在更合理的標準作業制度下健康、高效地作業。
4 結論
1)針對標準作業制定過程中未考慮工人負荷狀況的問題,在產品工序作業標準化中應用能耗預測理論,為設計的標準作業提供負荷反饋,使工序SOP的制定更合理化。結合去毛刺工序的案例,基于MEE/JACK作業能耗預測模型,對去毛刺標準作業進行作業仿真和負荷評估。結果表明,去毛刺標準作業的作業能耗符合人因要求,但作業內容仍存在疲勞隱患。通過進一步分析得出每個子任務的作業能耗情況,最終找出標準作業存在的問題并加以完善。該設計在滿足工廠提高生產效率的前提下,不斷優化標準作業,從作業制度設計上確保所有工序的全體工人均在安全負荷狀態下健康作業。
2)在智能制造的大環境下,制度化和標準化已經成為生產制造的必然要求,因此解決問題需要從制度制定的源頭去考慮。在產品工序作業標準化中應用能耗預測理論,實現了負荷評估的制度化和標準化,使得企業可以用標準作業制度來保障工人健康,即從制度設計的源頭解決工人超負荷作業的問題。
3)標準作業的制定過程是1個單向的開環流程,沒有指標能夠對其制定結果進行反饋。引入能耗預測理論可以為制定的標準作業提供負荷反饋,可以將標準化流程變成1個閉環系統,進而能夠制定出更合理的標準作業。除了本文提出的負荷反饋以外,企業還可以尋找其他指標對標準作業進行反饋,以便進一步優化標準化流程。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
數學物理學報(2020年2期)2020-06-02 11:29:24
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
光學精密工程(2016年6期)2016-11-07 09:07:19
故事大王(2016年7期)2016-09-22 17:30:08
專用汽車(2016年4期)2016-03-01 04:13:43
