基于超聲反射法的中厚板點焊熔核尺寸的定量化研究
2019-05-15 03:24:16劉亞麗楊帆
汽車實用技術 2019年9期
劉亞麗,楊帆
?
基于超聲反射法的中厚板點焊熔核尺寸的定量化研究
劉亞麗,楊帆
(武漢科技大學城市學院機電學部,湖北 武漢 430083)
文章以超聲波反射法為基礎,研究了不同焊點的超聲波回波特性。在超聲圖像中計算了第一主回波脈沖與第一中回波脈沖的幅值比,同時通過金相實驗得到了熔核直徑的實際值。最后找出了振幅值比與熔核直徑實測值的關系,實現了熔核的定量化研究。
超聲反射法;中厚板點焊;熔核直徑
前言
一輛汽車車身由大約3000~6000個點焊接頭[1],接頭的質量問題主要包括虛焊、縮孔、裂紋、燒穿、噴濺和壓痕過深等等。超聲波檢測方法作為一種無損檢測手段,以其低成本、無污染、便于操作等優點廣泛應用于點焊焊接的質量檢測中。
1 超聲檢測法基本原理
1.1 超聲波反射法
該方法一般只需要采用一個又收又發的探頭垂直進行檢測。探頭發射的超聲波在板材內傳播,若遇到不同介質,因為兩側聲阻抗有差異,聲波將發生發射,反射信號的強度與反射率的大小有關,由于反射信號通過的聲程一定,結合其衰減公式分析,探頭獲得的反射信號的強度也是一定的。
1.2 超聲波的衰減
超聲波衰減是超聲波在介質中傳播時隨著距離增加,超聲波能量逐漸減弱的現象,主要分為擴散衰減、散射衰減和吸收衰減。其衰減方程為:

式中0為波源的起始聲壓;P為至波源距離為處的聲 壓;為至波源的距離;為介質衰減系數,單位為NP/mm;為自然對數的底。
式(1)中,對于金屬材料等固體而言,介質衰減系數等于散射衰減系數α和吸收衰減系數α之和,其中:
式中為超聲波頻率;為介質的晶粒直徑;為波長。
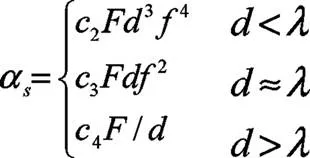
衰減系數α為:

從中可以看出介質的吸收衰減與頻率成正比,介質的散射衰減與f、d、F有關,當<時,散射衰減系數與4、3成正比。
2 超聲實驗
本次實驗選擇四組兩層板(單層板厚2.1mm,材料為低碳鋼)進行試驗,點焊時,設定由小到大的不同的焊接電流、焊接時間和焊接電壓(如表1所示),以期得到不同大小的熔核直徑的焊點[2]。本次使用的實驗儀器是Phascan便攜式超聲相控陣檢測儀,使用一個有效直徑為φ8mm的高頻15M的超聲直探頭對每個焊點進行超聲檢測。
表1 焊接參數和熔核直徑

回波是由焊點的底面反射而成,中間回波是由點焊試件的與超聲探頭接觸的單層板反射而成[3]。根據上面波形得到的回波幅值,計算出每個超聲回波信號中第一主回波與第一中間回波幅值的比值。
3 金相實驗
將兩塊點焊試件焊后沿焊點縱向面切開,制作金相試片。經預磨后的試樣,先粗拋光,再精拋光。將精拋后的試樣浸蝕完畢后洗凈,然后用吹風機吹干。用25倍顯微鏡觀察試樣結果如下圖1所示。根據金相圖計算出熔核的橫向直徑即[4]。

圖1 焊點金相圖
隨著焊接電流的增加,熔核直徑不斷增加,超聲回波信號中第一主回波與第一中間回波幅值的比值也不斷增加。
4 熔核形態的定量化
根據每個焊點熔核直徑與其超聲信號中第一個主回波和第一個中間回波的幅值的比值之間的對應關系,繪制出他們的關系曲線,如下圖2所示(其中橫坐標代表,縱坐標代表)。

圖2 t與d之間的關系曲線
從上圖可以看出,熔核直徑越大,第一個主回波和第一個中間回波的幅值的比值越大,兩者呈遞增趨勢。這是因為主回波是超聲波經過焊點至板材底面反射形成的,中間回波是超聲波在單層板中反射形成的,所以熔核直徑越大,兩板之間貼合的面積越大,超聲探頭發出的超聲波越多的在熔核中傳播,越少的在單層板中傳播,這樣形成的第一個主回波幅值相對較大。
5 結論和展望
根據超聲實驗和金相實驗得到的數據以及他們相擬合的結果,我們可以看出,隨著的增加,也隨著增加。我們可以根據點焊的超聲檢測信號計算所得的,在對應的曲線上獲得對應的熔核直徑,當熔核直徑小于設定的標準值時,可判斷焊點質量不合格,實現點焊的無損檢測。
[1] 郭瑞鵬,楊戰利,李遠.電阻焊在工業生產中的應用及發展現狀[J].機械制造文摘(焊接分冊),2015(01):35-38.
[2] 韓鳳武,王洪亮.多層及非等厚不銹鋼板點焊工藝研究[J].機車車輛工藝,2004(04):19-21.
[3] 劉凱.點焊焊點熔核直徑的三種超聲測量方法比較[J].質量技術監督研究,2018(06):32-35.
[4] 劉凱,剛鐵.鋁合金點焊焊點超聲回波信號特征與熔核直徑測量方法[J].焊接學報,2011,32(08):105-108+118.
Research on the nugget dimension of spot welding using ultrasonic reflection method
Liu Yali, Yang Fan
( Electrical and mechanical department of wuhan university of science and technology city university, Hubei Wuhan 430083 )
In this paper, based on the ultrasonic reflection method, the ultrasonic echo characteristics of different welding spots were studied. The amplitude value ratio of the first main echo pulse to the first middle echo pulse ratio was calculated in the ultrasonic images, and the actual values of nugget diameter were obtained through the metallurgical experiment at the same time. Finally the relationship between amplitude value ratio and measured value of nugget diameter was found out, and the quantitative of the nugget was realized.
Ultrasonic reflection method; Medium thickness plate spot welding; Core diameter
U462
A
1671-7988(2019)09-70-02
U462
A
1671-7988(2019)09-70-02
劉亞麗,(1990.7-)女,助教,碩士研究生,研究方向:尺寸定量化研究。
10.16638/j.cnki.1671-7988.2019.09.023
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
