7059鋁合金熱處理工藝及力學性能研究*
2019-05-16 07:57:08康永
陶瓷 2019年2期
關鍵詞:力學性能
康 永
(榆林市瀚霆化工技術開發有限公司 陜西 榆林 718100)
7059系鋁合金是一種以鋅為主,添加了少量鎂、銅的鋁合金,它具有強度高、比重小、熱加工性能好等特點[1~2]。7059系鋁合金憑借著出眾的力學性能,一舉成為廣泛應用于航空航天等領域不可或缺的結構材料之一,大量被應用于飛機蒙皮,機翼,艙壁等領域。同時,現代汽車工業的快速發展,使7059系鋁合金在汽車輪轂中的使用成為不可或缺的材料。因此,目前對于7059系鋁合金性能的優化已經成為研究熱點之一。
提高材料的力學性能的方法有改善合金成分、熱處理、加工硬化等方法[3~4]。改善合金成分通常的做法是向其中加入鈰、銣、鉺等稀土元素,以改善其晶粒大小及析出物形態,從而提高材料的性能[5~6]。加工硬化是對材料施加外力,使其表面產生塑性變形,從而使材料的硬度得到提高,但韌性會下降[7]。熱處理的方法是通過將材料加熱、保溫、冷卻使其內部組織形態發生改變,借此來提高材料的綜合性能[8]。
筆者將著手研究利用熱處理的手段提高7059鋁合金的力學性能,獲得一種較佳的7059鋁合金熱處理工藝。研究7059鋁合金熱處理工藝,一方面可以彌補對7059鋁合金研究的空缺,另一方面也可以完成大學生創新創業訓練計劃的項目。
1 實驗部分
1.1 正交試驗的設計
決定設計七因素三水平的正交試驗,在因素A固溶溫度下設置3個水平,分別為450 ℃、460 ℃、470 ℃;在因素B固溶時間下設置3個水平,分別為1 h、2 h、3 h;在因素C一級時效溫度下設置3個水平,分別為100 ℃、110 ℃、120 ℃;在因素D一級時效時間下設置3個水平,分別為8 h、10 h、12 h;在因素E二級時效溫度下設置3個水平,分別為0 ℃、155 ℃、165 ℃;在因素F二級時效時間下設置3個水平,分別為8 h、10 h、12 h;因素G為空列,正交試驗如表1所示。
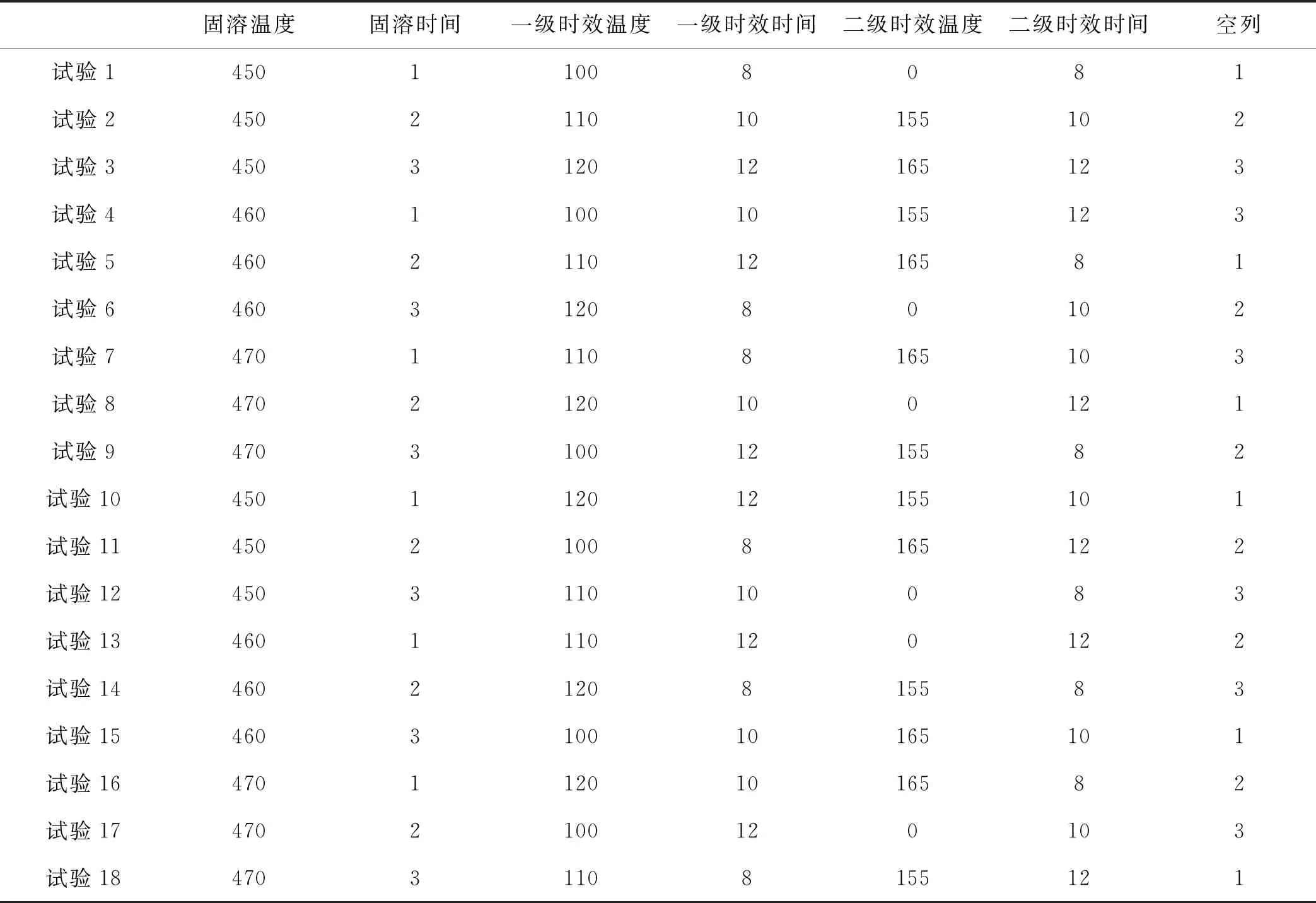
表1 正交試驗表
設置因素G空列是為了判斷隨機誤差對試驗的影響,倘若空列對試驗結果超過另一因素,則說明影響因子低于空列的那個因素,對于試驗的結果無影響或者試驗過程中出了其它問題,本次試驗結果是無效的。在因素E二級時效溫度的水平設置時加入0 ℃是為了考查單級時效和雙級時效對試驗結果的影響,當因素E為0 ℃時,認為合金的熱處理工藝為固溶和單級時效,而當因素E不為0 ℃時,則認為合金的熱處理工藝為固溶和雙級時效。由于本次試驗目的在于獲得一種較佳的7059鋁合金熱處理工藝,故選擇硬度作為正交試驗的指標。
1.2 正交試驗的熱處理
在固溶處理前,需要對熱擠壓得到的鋁棒進行加工。經過擠壓后所獲得的鋁合金棒材帶有一定的弧度,需要通過一些手段對其進行矯直,然后才能進行下一步加工,故先對其進行矯直。矯直后的鋁棒需要切割成小短棒進行正交試驗,由于7059鋁合金屬于超硬鋁,而且接下來的試驗需要對其進行硬度測試,需要兩端平行,故采用線切割的方法對鋁合金棒材進行加工,將其切割成19個15 mm×15 mm小圓柱并對其按照正交試驗表標1-18號,剩余的一個標記為0號不做熱處理。
合金的固溶處理采用的是南京寶都儀器有限公司生產的SX2-4-10熱處理爐,工作尺寸為300 mm×200 mm×120 mm,額定電壓為220 V,功率為4 KW。為了縮短試驗時間,減少能源消耗,采取分批從熱處理爐中取件的方法來進行熱處理,即將相同固溶溫度的試樣放入同一熱處理爐中,當固溶時間達到1 h時,打開爐門,將該溫度下固溶1 h的試樣迅速取出后關閉爐門繼續進行更長時間的固溶處理。為了方便取件,固溶處理時試樣在爐內的擺放順序如表2所示。

表2 固溶處理時試樣在爐內的擺放順序
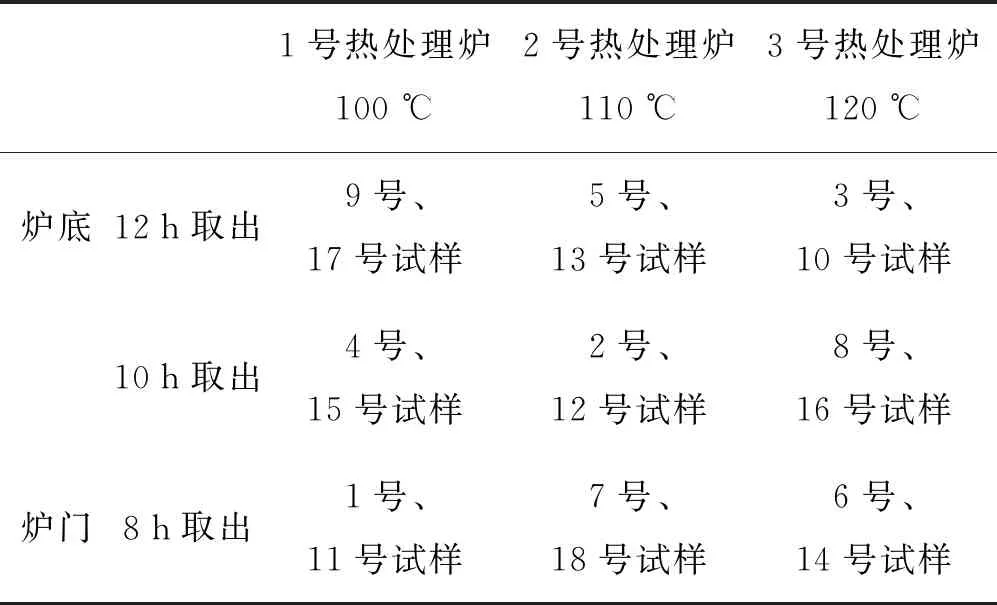
表3 一級時效處理時試樣在爐內的擺放順序
每次從爐中取件后迅速將試樣浸入水中進行淬火,注意淬火轉移時間要盡可能少,最好不要超過5 s。
在對合金的固溶處理完成后,接下來要做的便是進行時效處理。時效處理依舊使用的是南京寶都儀器有限公司生產的SX2-4-10熱處理爐,同樣采用分批取件的方法進行熱處理。為了方便取件,進行一級時效處理時試樣在爐內的擺放順序如表3所示,二級時效時試樣在爐內的擺放順序如表4所示。
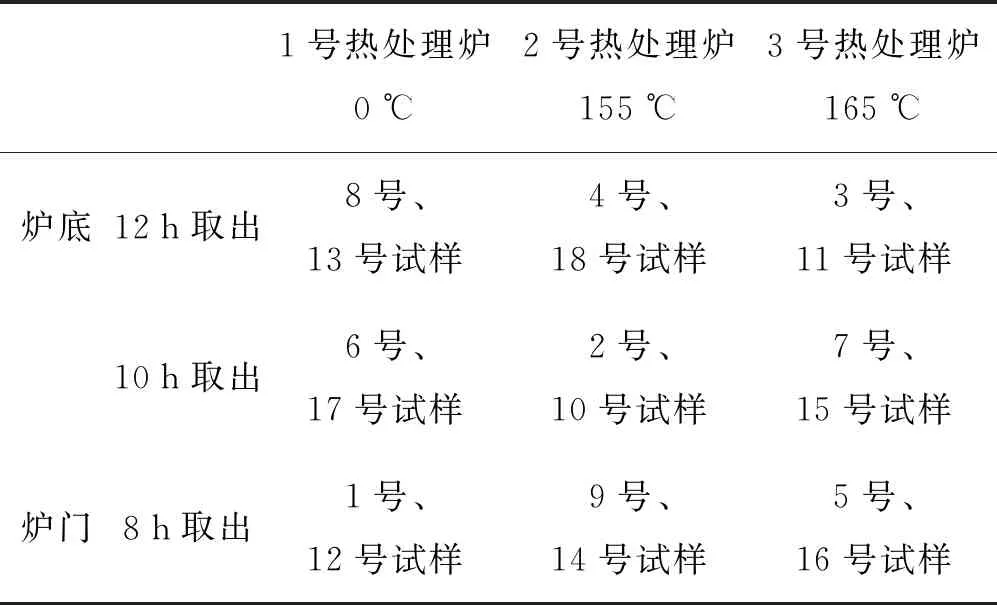
表4 二級時效處理時試樣在爐內的擺放順序
1.3 正交試驗的硬度測試
待熱處理完成之后,對其硬度進行檢驗,由于本文試驗材料為鋁合金,故采用布氏硬度法測量其硬度。布氏硬度采用573型布氏硬度試驗機,操作規程按照表5布氏硬度試驗規程進行。
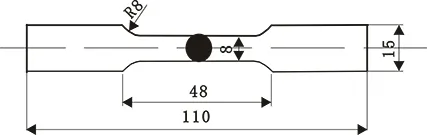
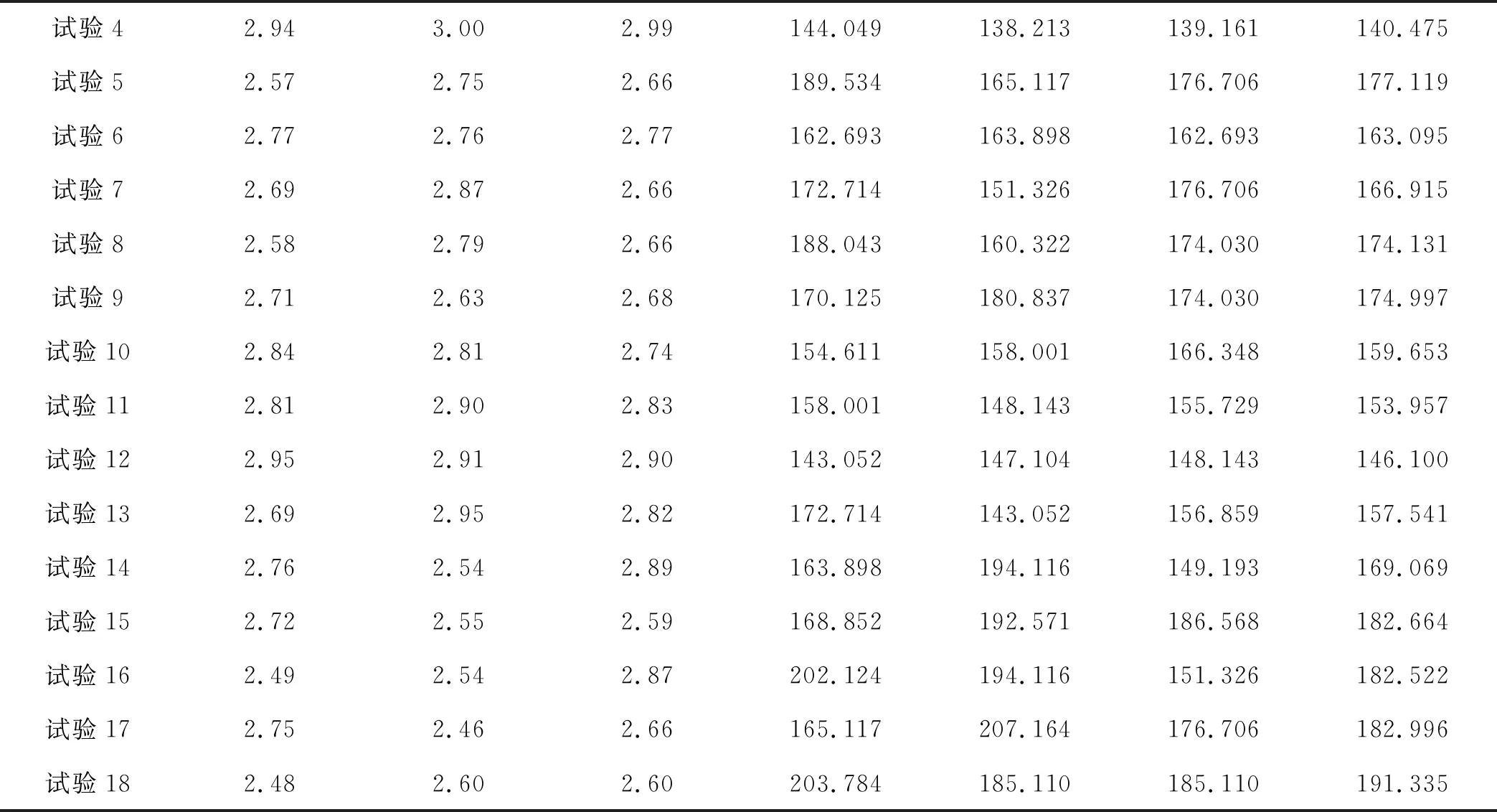
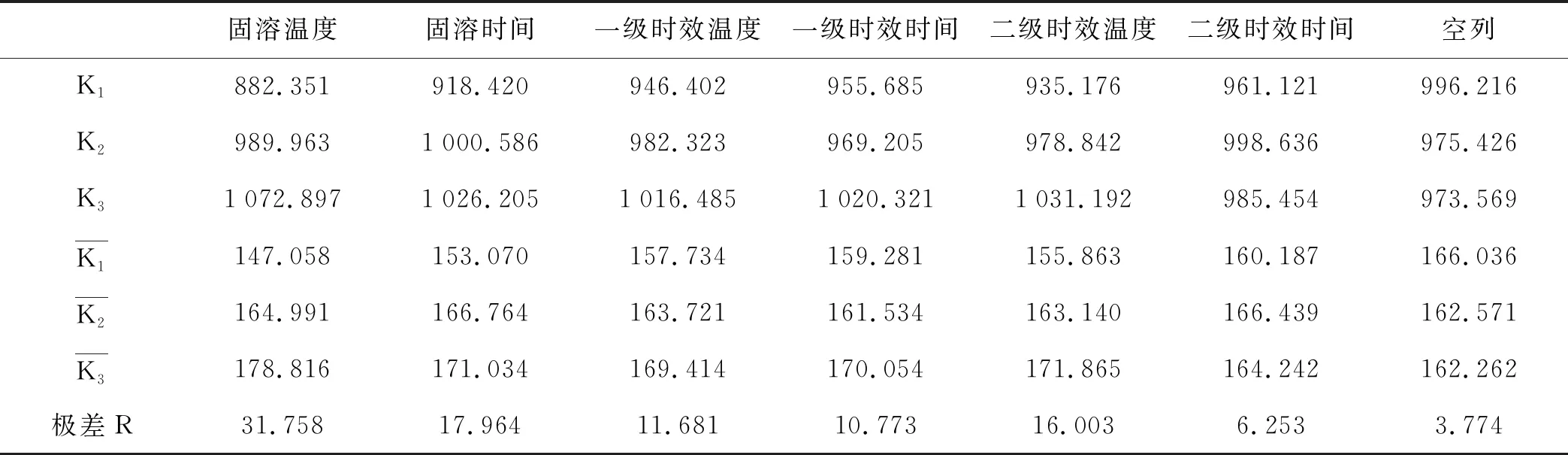
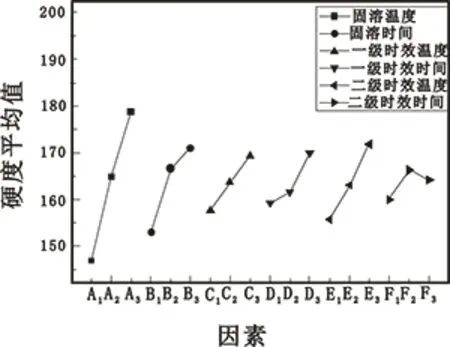
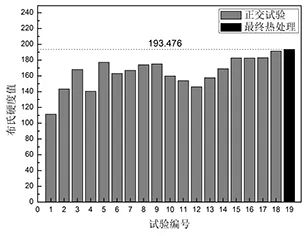
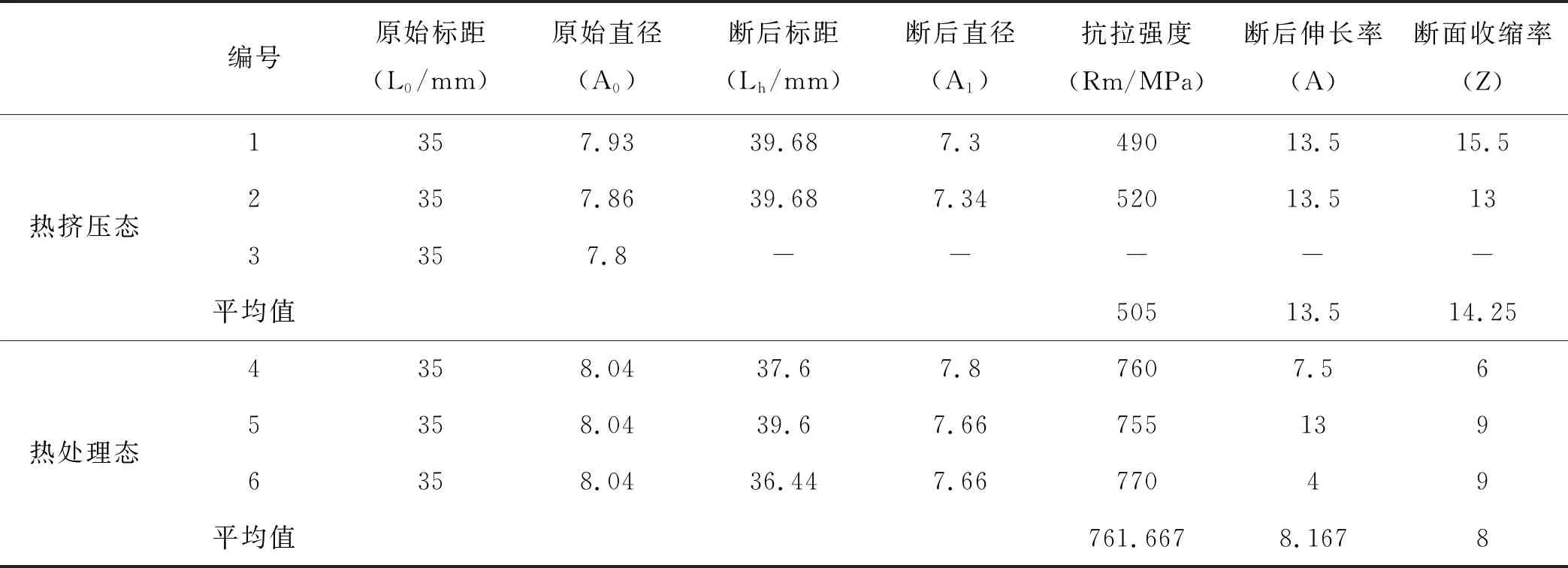
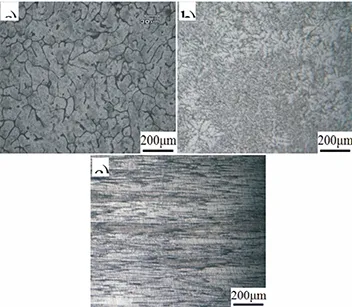
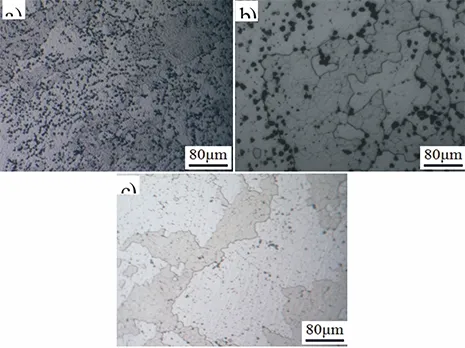
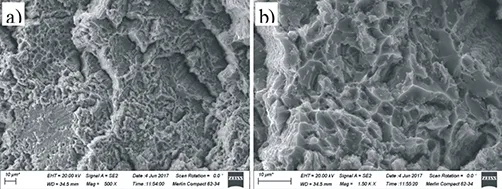
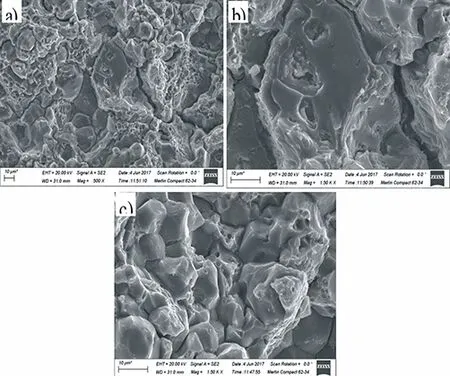
由于材料采用線切割的切割方法,試樣兩端較為平行且平整,故不需要對試樣做進一步的加工便可打硬度。根據布氏硬度試驗規程,可以得出本次試驗應采用的壓頭直徑為10 mm,載荷為1 000 Kgf,加荷時間為30 s。在每個試樣上選取相隔較遠的三個點進行測試,之后利用顯微鏡量取壓痕直徑,注意試驗后的壓痕直徑應在0.2D (1) 式中:P——載荷,kgf; D——鋼球直徑,mm; d——壓痕直徑,mm。 表5 布氏硬度試驗規程 (2) 根據極差R的大小,可以判斷因素的主次影響順序。R越大,表示該因素的水平變化對試驗指標的影響越大,因素越重要,反之則越不重要,這時可以做因素與指標趨勢圖,幫助分析出指標與各因素水平波動的關系。然后根據各因素各水平的平均值確定優水平,進而選出優組合。 待依據正交試驗選出優組合后,根據得到的熱處理工藝對擠壓態的棒材進行熱處理。 圖1 本次試驗所用拉伸試棒尺寸圖 熱處理完成之后,對熱處理后的材料進行矯直并線切割成拉伸試棒,拉伸試棒尺寸如圖1所示。拉伸試驗在拉伸試驗機上進行,拉伸時加載應變速率為2 mm/min,整個試驗過程嚴格操作流程進行操作。 2實驗結果與討論 根據正交試驗表對試樣進行熱處理后,在每個試樣上相隔較遠的地方打三次布氏硬度,以保證結果準確。之后需對壓痕直徑進行測量并計算,測量數據及布氏硬度值如下表6所示。 表6 布氏硬度試驗數據 試驗42.943.002.99144.049138.213139.161140.475試驗52.572.752.66189.534165.117176.706177.119試驗62.772.762.77162.693163.898162.693163.095試驗72.692.872.66172.714151.326176.706166.915試驗82.582.792.66188.043160.322174.030174.131試驗92.712.632.68170.125180.837174.030174.997試驗102.842.812.74154.611158.001166.348159.653試驗112.812.902.83158.001148.143155.729153.957試驗122.952.912.90143.052147.104148.143146.100試驗132.692.952.82172.714143.052156.859157.541試驗142.762.542.89163.898194.116149.193169.069試驗152.722.552.59168.852192.571186.568182.664試驗162.492.542.87202.124194.116151.326182.522試驗172.752.462.66165.117207.164176.706182.996試驗182.482.602.60203.784185.110185.110191.335 在得到各組試驗的布氏硬度后,利用極差分析正交試驗數據,先判斷各因素的主次水平,然后得出各個因素的優水平,所有因素的優水平的組合即為優組合,這樣就通過正交試驗得到了一個7059鋁合金的熱處理工藝,計算過程已經提及,這里不再贅述,計算結果如下表7所示。 表7 正交試驗數據處理 圖2 因素與指標趨勢圖 為更好的分析試驗數據,將其繪制成因素與指標趨勢圖,如圖2所示。 倘若某一因素對試驗結果無影響,則該因素的不同水平的硬度值應相等;若對試驗結果有影響,則其不同水平下的硬度便不同,而且該因素對試驗結果的影響越大,則每個水平下的硬度差別也越大[8~10]。從表7中可以看出,固溶溫度的極差R最大,也就是固溶溫度對試驗結果的影響最大,根據極差R的大小排出各因素的主次水平:固溶溫度>固溶時間>二級時效溫度>一級時效溫度>一級時效時間>二級時效溫度。 在同一因素下,不同的水平對試驗結果的影響不同,選擇該水平下硬度最高的即為優水平,根據圖2,選出各因素下的優水平:A3B3C3D3E3F2,即固溶溫度470 ℃,固溶時間3 h,一級時效溫度120 ℃,一級時效時間12 h,二級時效溫度165 ℃,二級時效時間10 h。 這樣,就得到7059鋁合金的最終熱處理工藝為固溶470 ℃/3 h+一級時效120 ℃/12 h+二級時效165 ℃/10 h。 對采用最終熱處理工藝的試樣(編號為19)進行硬度測試,并與正交試驗中做的布氏硬度做對比,如圖3所示。 由圖3可見,采用最終熱處理工藝得到的試樣在 硬度方面均高于正交試驗中的組合,在硬度方面已經達到較佳。 圖3 因素與指標趨勢圖 力學性能測試結果如下表8所示。擠壓態第三個拉伸試棒在試驗過程中被損壞,故無試驗數據。 表8 力學性能 圖4 擠壓態的拉伸試棒的斷口 圖5 熱處理態的拉伸試棒的斷口 從試驗結果看,經過熱處理后和擠壓態相比其抗拉強度提高了256.667 MPa,達50.825%之多,但斷后伸長率和斷面收縮率均有所降低,考慮到7059系鋁合金的用途,這些瑕疵是可以接受的。值得一提的是,擠壓態的拉伸試棒的斷口是沿45°方向斜斷,如圖4所示。熱處理態的拉伸試棒的斷口是杯狀斷口,如圖5所示。 如圖6所示,為7059鋁合金鑄錠經擠壓后得到的擠壓態棒材。從圖6可以看出:棒材表面光滑,無擠壓裂紋、氣泡起皮、麻面等熱擠壓缺陷。 圖7為7059鋁合金鑄態及擠壓態200倍金相顯微組織照片。圖7a)為7059鋁合金鑄態組織,從圖7中可以看出,7059鋁合金的鑄態組織為樹枝晶,其中明亮的地區為Al基體,呈樹枝狀,而較暗的沿晶界分布著的是其他亞共晶組織。 圖6 通過熱擠壓得到的鋁合金棒材圖 圖7b)為7059鋁合金擠壓態垂直于擠壓方向的組織,從圖中可以看出經過擠壓后枝晶破碎,晶粒變得細小,而且由于合金的塑性流動,鑄造中可能會存在的孔洞類缺陷會被焊合,使得材料變得更加致密,可以預見的是,合金的擠壓態的力學性能相比鑄態的力學性能應有一個較大的提升[11~15]。 圖7c)為7059鋁合金擠壓態沿擠壓方向的組織,從圖中可以看出,組織由于被擠壓的原因而呈現條帶狀,因此預測其力學性能會展現出各向異性。 a)鑄態組織照片;b)垂直于擠壓方向組織照片;c)沿擠壓方向組織照片 圖7鑄態及擠壓態的7059鋁合金組織照片 通過查閱文獻資料也證實了這些觀點[16~22],7059鋁合金鑄態時的抗拉強度為203 MPa,而經過熱擠壓后,其抗拉強度可以達到412 MPa,其斷后伸長率也會由3.1%提升至8.5%。由此可見,什么樣的微觀組織將決定材料擁有什么樣的力學性能,而力學性能的好壞也能夠在一定程度上預示著微觀組織的好壞,力學性能和微觀組織猶如一對親兄弟一般互為表里,密不可分[23~28]。 圖8為500倍金相顯微鏡鏡下的組織照片。圖8a)為7059鋁合金經450 ℃/1 h固溶+100 ℃/8 h時效后的組織,圖8b)為7059鋁合金經450 ℃/2 h固溶+110 ℃/10 h+155 ℃/10 h時效后的組織,圖8c)為7059鋁合金經470 ℃/3 h固溶+120 ℃/12 h+165 ℃/10 h時效后的組織。 圖8a)中,在經過450 ℃/1 h固溶+100 ℃/8 h時效后,第二相大量析出,但第二相較為粗大,且大量分布于晶界上。圖8b)中,在經450 ℃/2 h固溶+110 ℃/10 h+155 ℃/10 h時效處理后,析出第二相數量相對減少,但在晶界上析出的數目也減少,有相當多的第二相在內部析出。圖8c)中,經470 ℃/3 h固溶+120 ℃/12 h+165 ℃/10 h時效后,幾乎沒有粗大的第二相析出,第二相都均勻細小的在整個基體上分布著。 a)450 ℃/1 h固溶+100 ℃/8 h時效;b)450 ℃/2 h固溶+110 ℃/10 h+155 ℃/10 h時效;c)470 ℃/3 h固溶+120 ℃/12 h+165 ℃/10 h時效 圖87059鋁合金熱處理組織照片 對比圖8a)和圖8b)不難看出,7059系鋁合金單級時效生成沿晶界分布的鏈狀質點在二級時效后會被打斷并團聚成球狀,對比圖8b)和圖8c)可以得到隨著固溶溫度的升高及保溫時間的延長,可以使原本的第二相充分溶入基體中,之后再時效會得到細小而彌散的組織。 對于擠壓態斷口和熱處理態斷口的不同決定采用具有大景深的掃描電子顯微鏡對其進行觀察。圖9為不同放大倍數下鑄態7059鋁合金拉伸試棒斷口形貌。從圖中可以看到在擠壓態拉伸試棒斷口照片上有大量的韌窩存在,而且鑄錠在經過擠壓后會使得晶粒平行于擠壓方向分布,使得合金呈現一定的各向異性,這使得其表現出剪切斷裂的特征,有一定塑性斷裂的特征,為韌性斷裂[29~31]。 a)500倍下斷口形貌;b)1 500倍下斷口形貌圖9 7059鋁合金擠壓態斷口形貌BJH 圖10為熱處理后7059鋁合金拉伸試棒斷口形貌。經過熱處理后由于強度的極大提升使得塑性銳減,從顯微組織上也可以看到冰糖狀和河流花樣,有解理斷裂,沿晶斷裂的痕跡[31~34]。此外,顯微組織上也可以看到一些韌窩,雖然在數量上不及擠壓態組織,但也表現出一定塑性斷裂。綜合以上分析可認為熱處理后的合金斷裂方式為以韌性斷裂為主的韌脆混合斷裂。 a)500倍下斷口形貌;b)1 500倍下斷口形貌,河流花樣;c)1 500倍下斷口形貌,冰糖狀 圖107059鋁合金熱處理態斷口形貌 1) 通過正交試驗可以判斷出,對7059鋁合金硬度影響最大的因素為固溶溫度,其次為固溶時間、二級時效溫度、一級時效溫度、一級時效時間、二級時效溫度。 2) 通過正交試驗得到了一個較好的7059鋁合金熱處理工藝,即470 ℃/3 h+120 ℃/12 h+165 ℃/10 h。在此熱處理工藝下可將抗拉強度從擠壓態的505 MPa提升至761.7 MPa,此時仍有8.2%的斷后伸長率和8%的斷面收縮率,斷裂方式由韌性斷裂變為以韌性斷裂為主的韌脆混合斷裂。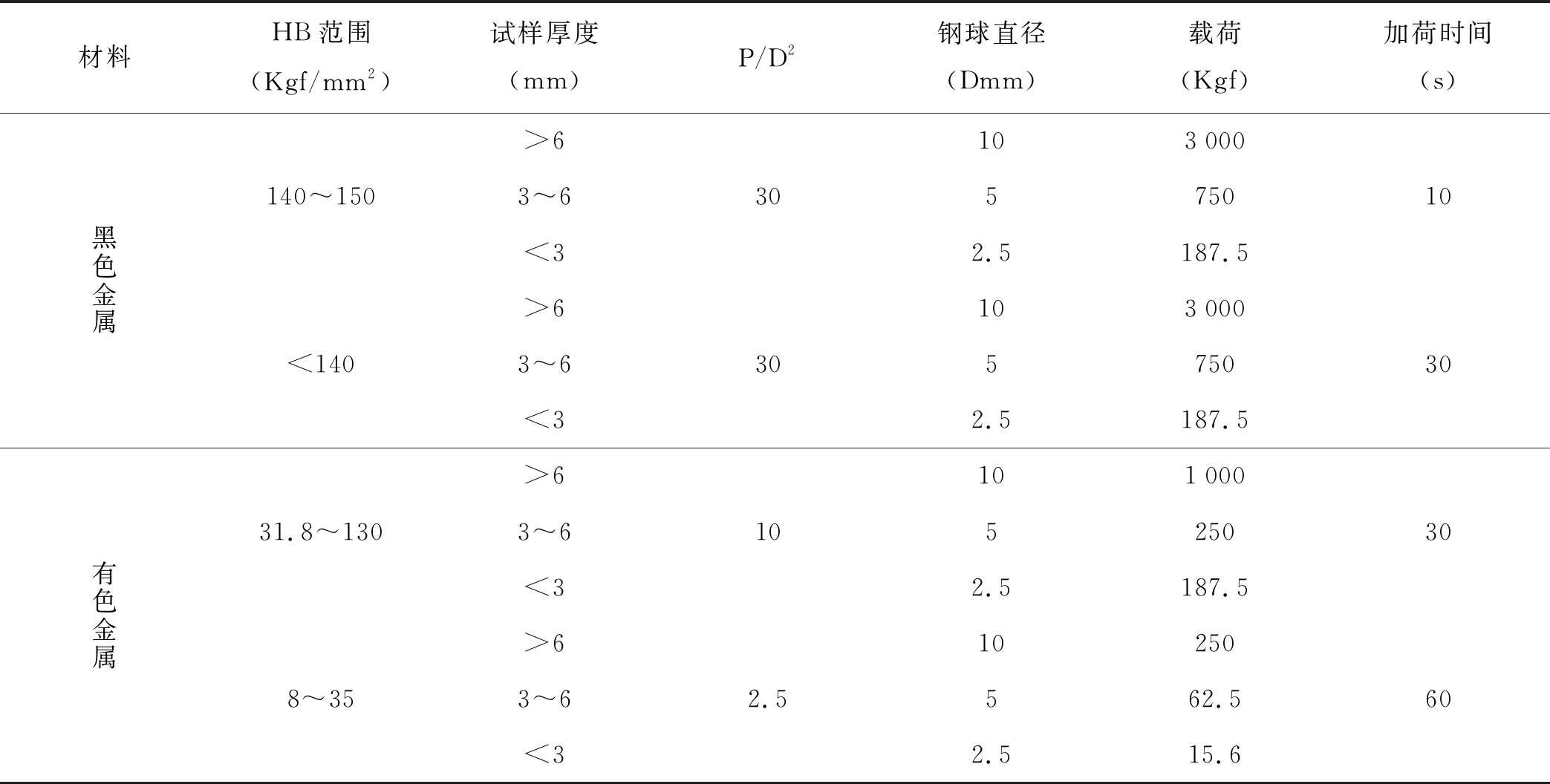
1.4 正交試驗的數據處理

1.5 拉伸性能測試
2.1 布氏硬度的測試

2.2 正交試驗的極差分析
2.3 布氏硬度的對比
2.4 力學性能的對比


2.5 鑄態與擠壓態顯微組織的對比

2.6 最終熱處理組織與正交試驗組織的對比
2.7 掃描電子顯微鏡組織
3 結語
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53