民用核安全設備監督中的焊接典型問題評析
2019-05-22 08:02:26李顯楓
產業與科技論壇 2019年7期
□王 勇 李顯楓
一、國核安發[2010]28號文為焊接質保管理提供了很好的范例
核安全設備交工文件中往往焊接方面的資料占設備完工資料相當重的比例。焊接質量保證是民用核安全設備監督管理體系中的重要一環。焊接作為特殊工藝過程,其一大顯著特征就是產品不能僅通過最終成品檢查來確定質量,而是需要在過程中嚴控,這就需要控制整個焊接過程的影響因素使其最終質量接近或達到生產的要求。
中國核安全局、核電廠業主以及工程公司對于焊接生產給予相當的重視,經常組織對重點供應商進行焊接質保的專項檢查,以驗證生產企業焊接質保程序是否正常有效運轉。作為《民用核安全設備監督管理條例》的重要支持部分,HAF系列中所頒布的核安全法規都大量涉及了焊接和無損檢測,其中焊接相關的法規有:《民用核安全設備設計制造安裝和無損檢驗監督管理規定(HAF601)》《民用核安全設備無損檢驗人員資格管理規定(HAF602)》《民用核安全設備焊工焊接操作工資格管理規定(HAF603)》《進口民用核安全設備監督管理規定(HAF604)》。
2010年國家核安全局下發國核安發[2010]28號文《關于加強民用核安全設備焊工焊接操作工資格管理的通知》,對HAF603進行進一步的補充要求。雖然只是針對焊工焊接操作工的規定,但這個文件的執行過程對于整個焊接生產管理給出了一個可以參考執行的范例。
二、完整的焊接質保程序要求
(一)核設備生產廠家應具備完整的焊接質量保證體系。焊接生產過程中的焊接材料采購、焊接工藝評定、焊工考試、施焊前檢查、生產過程、焊后處理、無損檢測等應具備完整的質保體系,各種記錄完整、可追溯,焊接所有活動均做到有法可依,有章可循,有據可查。只有這些程序的執行徹底,焊接產品質量才有保證。
HAF601中規定民用核安全設備制造(安裝)許可證申請單位應當提交的申請文件有:質量保證大綱和物項采購和分包控制程序;設計修改與變更控制程序;工藝試驗與評定控制程序;特種工藝人員管理程序;產品試驗(功能性試驗)控制程序;不符合項控制程序。在檢查活動中發現,部分廠家為了快速取證,只編寫了上述這些程序,而沒有專門的焊接管理程序。應該注意到取證時的程序清單只是核設備生產質保體系中的基本要求,而對于焊接這一重要的特種工藝的控制,廠家應該有更為專業的焊接管理程序。
在國家核安全局文件國核安發[2010]28號《關于加強民用核安全設備焊工焊接操作工資格管理的通知》中附件2對焊工考試規定了以下程序:《焊工項目考試組織機構、職責及資質管理程序》《焊工項目考試管理程序》《焊工項目考試質量計劃管理程序》《焊工項目考試用焊接工藝規程控制程序》《焊工項目考試試件檢驗控制程序》。焊工考試只是焊接管理的一個部分,根據這樣的范例,同樣的,整個焊接管理也需要一整套的程序保證焊接在受控狀態下進行。筆者在此提供一個較為完善的焊接相關質量保證程序架構供參考交流,一些大型核電設備生產企業的焊接質保程序可能更加復雜、更加系統。根據產品所遵循的不同標準,質保體系架構可能有所不同,某些重要主設備還有專有的焊接程序。
(二)核設備質保程序還應與法律法規、技術標準相適應。比如華龍一號依據以RCC-M《壓水堆核島機械設備和建造規則》2007版為基礎的技術規格書;而AP1000堆型則是依據ASME標準為基礎的技術規格書。各種焊接程序及技術文件的編制應符合這些法律法規、技術標準、技術規格書的要求,以落實焊接程序編制的規范性和嚴謹性。
三、質量計劃
質量計劃是焊接檢查的一份綱領性的文件,檢查時,就要看質量計劃上的簽字、日期與實際的各種記錄的簽字、日期是否一致,以此來判斷質保程序是否有效運轉。這里有一個比較重要的觀點,就是質量計劃中的焊接要有操作者的簽字,很多廠家的質保人員說質量計劃經過業主評審了,向國家核安全局報備了,使用時不需要操作者簽字。在國核安發[2010]28號《關于加強民用核安全設備焊工焊接操作工資格管理的通知》中附件2的附表中,如表2所示,國家核安全局給出了很好的示范文本。
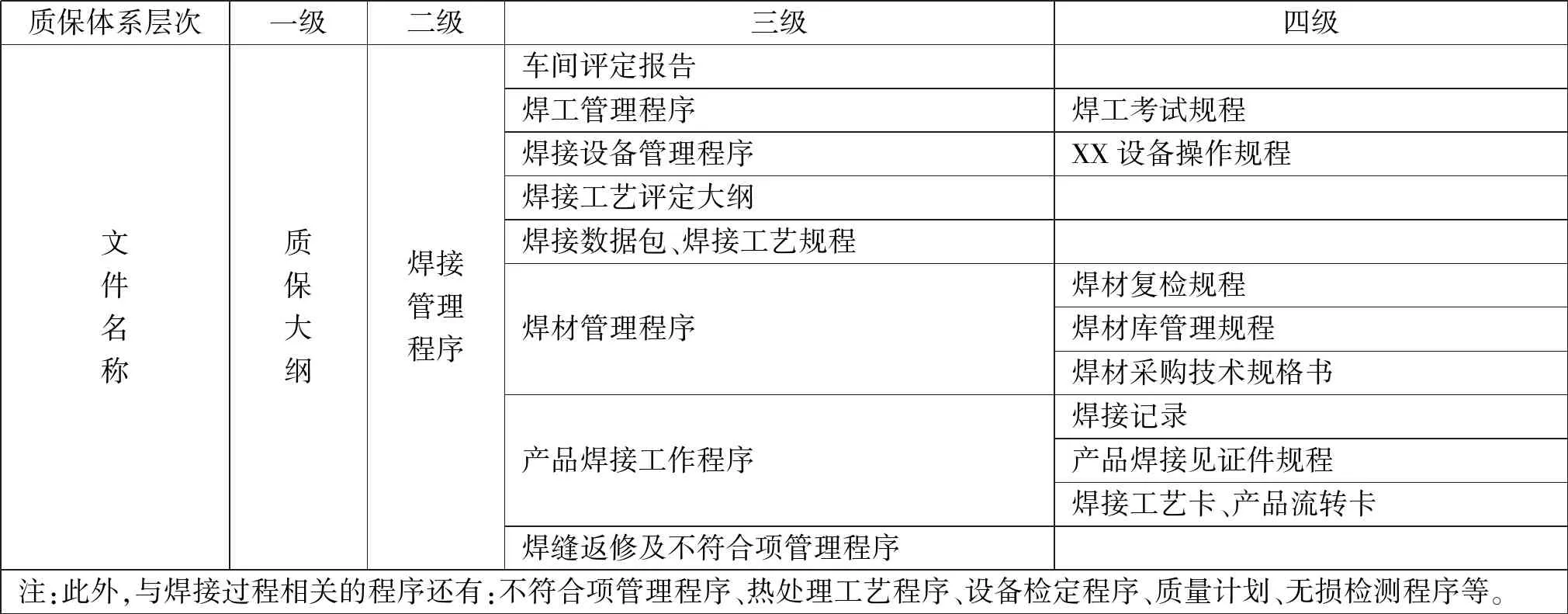
表1 焊接相關質保程序
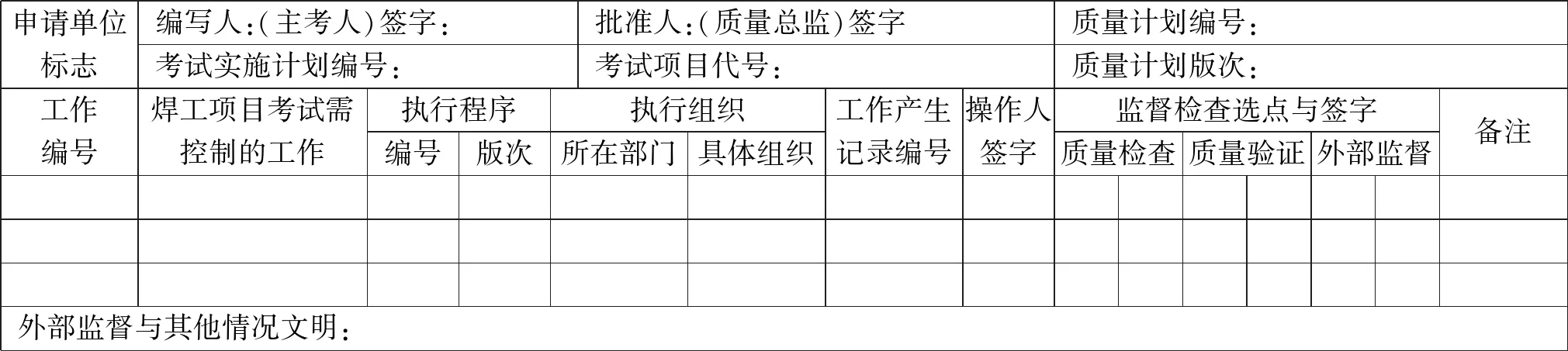
表2 焊工項目考試質量計劃推薦格式
筆者認為核設備制造中的質量計劃對于關鍵工藝如焊接、熱處理必須要有操作人的簽字才是一個完整的有效的質量計劃。
四、車間評定報告
車間評定報告是企業質保持續改進的重要體現。對于華龍一號的核電設備生產企業都需要車間評定,而AP1000沒有此要求,在HAF601附件一對“應當提交的申請文件”中各項要求很詳細,這里包含了車間評定對于人員、設備、經驗的詳細要求,2013年10月國家能源局發布了NB/T20002.5《壓水堆核電廠核島機械設備焊接規范第5部分:制造車間評定》,標志著車間評定報告應該為各核設備制造廠家必備的文件。
車間評定怎么編,什么時候修訂是個問題,在新標準融合的過程中,有的專家提出車間評定報告沒什么用,應該取消。筆者認為車間評定報告是企業質量保證持續改進的一個重要體現。
車間評定報告最重要的部分就是技能水平得到保持的說明,NB20002.5車間評定標準中“表明車間保持技術水平的焊接工藝的樣例”如表3所示。
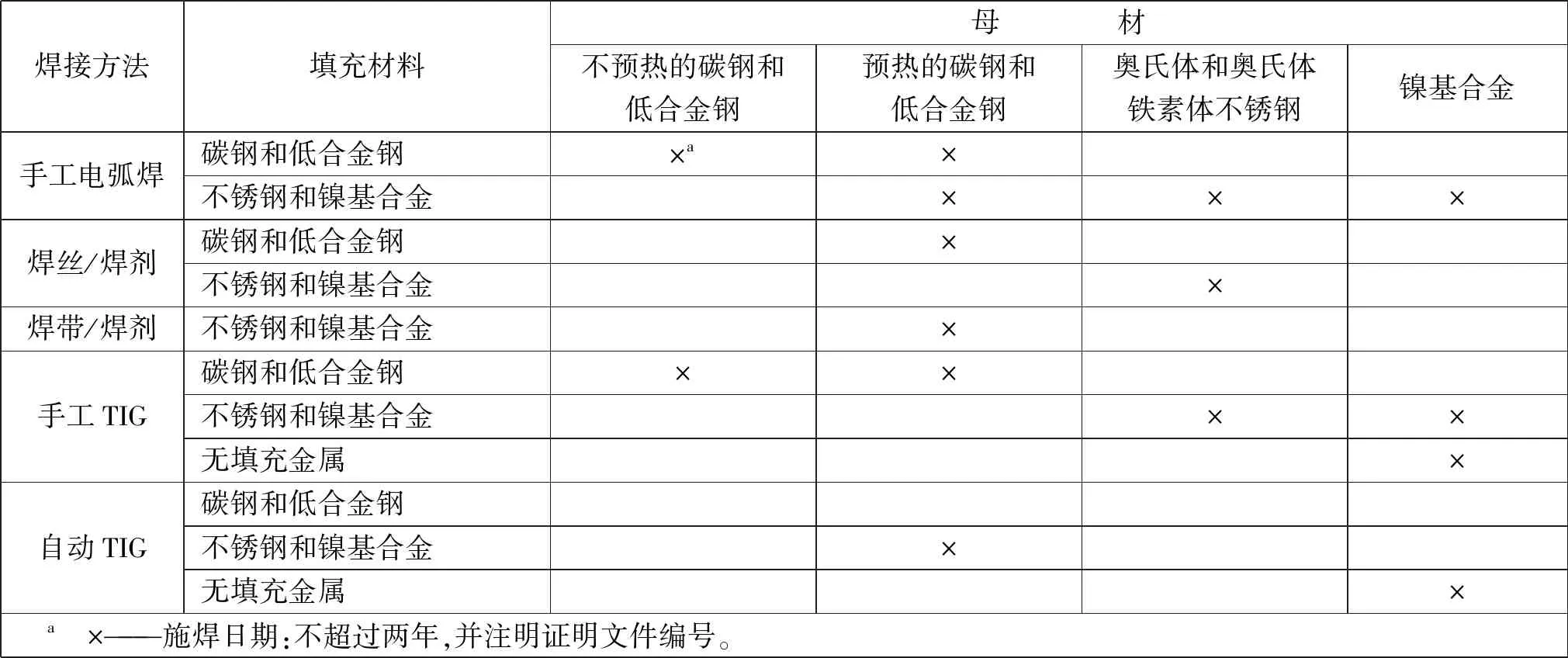
表3 表明車間保持技術水平的焊接工藝的樣例
有的廠家僅僅就把這個表抄在其車間評定報告中,這是不準確的,對標準的理解不夠,還應按照組別列出代表性的焊接工藝的使用情況,筆者做了一個樣本僅供參考,如表4所示。

表4 車間保持技術水平的焊接工藝的樣例
廠家可以根據自己的實際情況增加填寫項。注意各個組別中的代表性焊接工藝距上次使用時間不得超過2年。而且在RCC M S6320中也規定“技術水平的核查可以通過文件的改版每年進行一次,或保證最后一次實施時間未超過2年。”很多廠家有車間評定報告,但多年都未變化,筆者認為現代企業變化較大,人員、設備、工藝技術等變化較大,核設備制造的車間評定報告應該至少一年一升版,這也體現了企業的質保管理在不斷持續改進。
五、焊接數據包
焊接數據包是核電核級焊縫焊接生產的重要性文件,有的單位將焊接工藝規程和焊接工藝評定裝訂在一起上報為焊接數據包,這是錯誤的。完整的焊接數據包包括以下幾個方面的內容:一是標記出全部焊接接頭位置的設備總圖或簡圖;二是一個包括所有接頭的目錄表,內容包括:焊接接頭的編號,母材和焊材,焊工資格代號,對應焊接工藝評定編號,對應的焊接工藝規程的編號,對應的無損檢測的方法和比例;三是產品焊接見證件清單,內容包括:焊接見證件焊縫的編號,母材和焊材,規格尺寸,數量,部位,對應的無損檢測的方法和比例,需要做的試驗項目;四是產品所涉及的所有的焊接工藝規程。
焊接數據包的完整性體現了生產者的技術水平和對產品焊接接頭的整體把控。而其中焊接工藝規程中參數的選擇,體現了焊接技術人員的水平,很多廠家焊接工藝規程中的參數,都是照抄焊接工藝評定的參數,這雖然沒錯,但焊工往往喜歡使用焊接工藝規程中的大電流,這樣工作效率較高,但要注意,比如更換了焊材品牌,原來的焊接工藝評定的最大參數能否適應新的焊材評定和試驗的要求,就要根據母材、焊材情況在焊接工藝評定覆蓋范圍內去制定相應的工藝參數,注意實際使用要求。2010年某廠裝備車間焊接核級設備時更換了焊材品牌,焊工采用同樣的原焊接工藝后出現了大量裂紋,裂紋擴展到母材上,查找原因,對焊材進行了相應的試驗,發現引起裂紋的原因之一就是焊工使用的電流過大,熱輸入過大;焊接工程師按照焊接工藝評定和新的焊材試驗結果修改了焊接工藝規程,讓焊工使用焊接工藝評定中的較小電流,該構件沒有再出現裂紋。
六、焊接記錄
焊接記錄是焊接專項檢查的重要文件,同時文件檢查往往從焊接記錄去追溯其他相關文件,焊接記錄、質量計劃、焊接工藝規程、無損檢測等文件之間要對比的看,工藝參數、簽字人名、日期都要對應無誤。有的廠家的焊接記錄是機打的而不是手寫的,焊接參數每天都是一樣沒有變化,不同的人的筆跡都是一樣的,都說明焊接記錄是后補的,而不是現場按照實際情況的記錄,這與焊接程序中的焊接記錄填寫要求不符。
七、結語
焊接相關的質保管理是民用核安全設備監督的重要組成部分,焊接中出現不符合項往往表明了企業的質保程序沒有有效運轉,NCR難以關閉,處理周期較長,費用較高,代價昂貴,將對產品的質量、制造周期、交貨產生不利影響;因此要在焊接生產中要有較為完整的質保管理體系,嚴格執行相關質保程序,焊接全過程每個環節按照認可的程序有效地執行,才能保證最終產品質量。限于篇幅,以上焊接質保管理的典型問題可能并未覆蓋焊接質保檢查的全部內容,僅供廣大核電工程焊接從業人員和質保人員參考。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:26:08
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生(2015年3期)2015-11-19 02:53:32