新型鏈式廢煙提升輸送裝置的研制
2019-06-01 05:45:24潘恒樂
煙草科技 2019年4期
王 俊,潘恒樂
常德煙草機械有限責任公司,湖南省常德市武陵區長庚路999號 415000
ZJ116 型卷接機組是引進德國HAUNI 公司PROTOS2-2 技術消化吸收后研制的第一代國產雙煙道超高速卷接設備,該機型集機、電、氣、光、液、微波于一體,具有生產效率高、運行穩定可靠等優點,生產能力可達16 000 支/min,是當前國內卷煙生產企業的主力設備[1-3]。該機組配備的廢煙集中回收與輸送裝置,可以將濾嘴卷煙生產中剔出的廢煙支、廢濾嘴段以及跑條煙絲集中輸送到接裝機后部的廢料箱中,用于回收再利用。該裝置采用帶筋板的寬皮帶用于廢煙提升輸送,并利用導向輥控制皮帶運轉方向。由于生產中煙塵污染嚴重,輸送帶容易出現磨損和跑偏現象,造成設備保養周期短、維修工作量大。此外,該裝置采用焊接機架與整體罩殼組裝的方式,拆裝困難,維修難度大,由此影響ZJ116 機組的整體性能和生產效率。對此,李曉峰等[4]通過修改 PLC 程序提高了皮帶輸送系統的有效作業率,減少了皮帶磨損;王偉寧等[5]采用實時監控技術保障了輸送帶的穩定運行;易云文[6]通過改變電機轉速建立了一種皮帶自動糾偏方法;冀亞偉[7]設計了一種氣動糾偏裝置,實現了輸送帶的自動糾偏。但目前針對廢煙提升輸送裝置輸送方式的改進和研究鮮見報道。為此,通過對ZJ116 機組原廢煙提升輸送裝置工作原理進行分析,研制了一種新型鏈式廢煙提升輸送裝置,以期減少維保次數,降低維保工作量,提高機組的運行效率。
1 問題分析
ZJ116 機組原廢煙提升輸送裝置采用模塊化設計,便于從主機中拖出和推入進行維護保養。該裝置主要由驅動電機、輸送帶、導向輥、機架、罩殼等部分組成,見圖1。生產中,由驅動電機2 帶動輸送帶6,通過導向輥3 控制輸送帶運行方向,將通道底部的廢煙輸送至裝置頂部,廢煙最終下落到廢煙箱1 中。機架4 是一個型材焊接件,是整個裝置的基礎件,其下方安裝有帶剎車的萬向輪,便于裝置移動;驅動電機2 是定制滾筒電機,安裝在設備上方,由于電機質量較大,導致裝置整體重心相對較高,在裝置移動過程中,若操作不當容易發生傾倒。

圖1 改進前廢煙提升輸送裝置示意圖Fig.1 Schematic diagram of waste cigarette elevator before modification
輸送帶運輸與鏈條運輸相比較,具有滑動摩擦力小、高速運行能量消耗低等特點[8]。但在設備運行過程中,輸送帶上的煙灰、煙末容易聚集在皮帶和導向輥表面,長期使用后形成頑固煙垢,造成導向輥跑偏、打滑,輸送帶受力不均勻,皮帶磨損加快[9-10],且磨損后的皮帶碎片有可能進入回收煙絲中,影響卷煙產品質量。為保證輸送帶正常運行,每75 h 就需要對輸送帶和導向輥進行檢查和保養,維保工作繁重。
由圖2 可見,廢煙提升輸送裝置采用焊接機架與整體罩殼組裝的方式,結構不合理,當皮帶或導向輥需要更換時,拆除零件較多。尤其在更換輸送帶時,必須將整個罩殼和相關零件從焊接機架上全部拆下,工作量巨大;并且機架和整體罩殼受加工工藝的影響,加工精度控制成本較高,也導致裝配難度較大。

圖2 罩殼分解示意圖Fig.2 Schematic diagram of hood decomposition
2 系統設計
2.1 系統結構

圖3 改進后廢煙提升輸送裝置示意圖Fig.3 Schematic diagram of waste cigarette elevator after modification
在保證原接口尺寸和輸送帶軌跡不變的基礎上,設計了一種新型鏈式廢煙提升輸送裝置。該裝置主要由墻板、罩殼、機腳、鏈輪、電機、刮板等部分組成,見圖3。設備運行時,電機8 驅動鏈輪7轉動,鏈輪7 通過短鏈條5 驅動鏈輪組6 轉動,鏈輪組6 帶動長鏈條4 移動;刮板9 安裝固定在兩條長鏈條4 之間,隨著長鏈條4 的移動,刮板9 將通道底部的廢煙輸送到裝置頂部,廢煙最終下落到廢煙箱中,實現廢煙回收目的。此外,將驅動電機安裝在裝置下方,使設備的整體重心位置下移,并加大機腳的支撐面積,保證重心穩定,提高設備在移動過程中的安全性能。
2.2 鏈條選型
改進后采用金屬鏈條進行提升輸送,鏈條分別安裝在兩側導軌內側,不直接與廢煙、煙絲接觸。生產中設定鏈條運轉速度為0.4 m/s,工況為低速輕載,因此鏈條無需潤滑或微量潤滑即可運轉,從而避免潤滑油污染煙絲。通過對原輸送帶軌跡進行分析,得到刮板的理論運動軌跡長度為547 5 mm。由于鏈條理論長度l1與刮板理論運動軌跡長度相一致,選定鏈條節距p=12.7 mm,可得:
鏈條實際節數:n2=432
鏈條實際長度:l2=n2×p=5 486.4 mm
根據計算結果,最終選取型號為08B.1.SS.N432SA-D-PIN(36L)的食品級不銹鋼鏈條(英國RENOLD 公司),具有耐磨損、使用壽命長、鏈傳動無打滑、無需潤滑、穩定可靠等特點,適合在煙塵較多的工況下使用[11]。
2.3 快拆裝置
為方便長鏈條和鏈輪更換,設計了快拆裝置,結構見圖4。當需要更換長鏈條1 時,只需將左右兩個塊2 拆下,再把長鏈條1 上的連接卡子取出,即可方便地取出兩條長鏈條進行更換;當需要拆卸鏈輪3 時,因安裝孔直徑大于鏈輪外徑,只需將螺釘4 松開,即可將整個鏈輪組件全部拆下,取出鏈輪3 進行更換。

圖4 長鏈條和鏈輪快拆裝置示意圖Fig.4 Schematic diagram of fast removal of chain and sprocket wheel
2.4 電機選型
原廢煙提升輸送裝置電機帶動輸送帶運轉的線速度為v皮=0.2 m/s。為提高廢煙輸送能力,可以將鏈條輸送速度設為v1=0.4 m/s。由圖5 可見,改進后廢煙提升輸送裝置的鏈輪組上有3 個鏈輪,其中鏈輪A 帶動短鏈條移動,鏈輪B 和鏈輪C 帶動兩條長鏈條移動。

圖5 鏈輪組示意圖Fig.5 Schematic diagram of sprocket wheel set
根據線速度公式[12]v1=vB=wB×rB和 v2=vA=wA×rA,由于鏈輪A、B、C 是同軸的,因此wA=wB,即則短鏈條的線速度由此可得電機轉速:

式中:v1—長鏈條的線速度,m/s;v2—短鏈條的線速度,m/s;vA—鏈輪A 的線速度,m/s;vB—鏈輪B的線速度,m/s;rA—鏈輪A 的分度圓半徑,m;rB—鏈輪B 的分度圓半徑,m;ωD—鏈輪D 的角速度,rad/s;rD—鏈輪D 的分度圓半徑,m。
根據轉速要求并結合安裝空間大小,最終選擇型號為RF17 DRS71M4 的電機(德國SEW 傳動設備公司)。
3 應用效果
3.1 試驗設計
材料:“泰山”牌卷煙配套煙絲及輔料(由山東中煙工業有限責任公司青島卷煙廠提供)。
設備:2 臺ZJ116 型卷接機組(常德煙草機械有限責任公司)。
測試方法:將改進前后的廢煙提升輸送裝置分別安裝在2 臺ZJ116 機組上,2 臺機組均以正常生產速度運行,按每天8 h,每周5 個工作日,對改進前后廢煙提升輸送裝置的維保次數和時間進行統計,統計時間均為1年。為便于對比分析,安排同一組裝配人員對改進前后裝置進行維護保養。
3.2 數據分析
由表1 可見,改進后廢煙提升輸送裝置的維保次數由10 次/年降低到2 次/年,維保時間由6.2 h/次減少到2.0 h/次,全年總維保時間減少33.6 h,有效提高了設備運行穩定性。
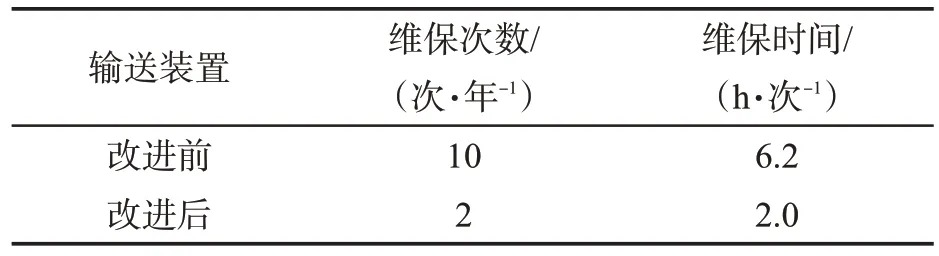
表1 改進前后廢煙提升輸送裝置維保時間對比Tab.1 Maintenance frequency and duration of waste cigarette elevator before and after modification
4 結論
改進后ZJ116 型卷接機組廢煙提升輸送裝置采用鏈條傳送方式輸送廢煙,有效解決了輸送帶易磨損、易跑偏等缺陷,減少了維保次數;設計了快拆裝置,便于鏈條和鏈輪拆卸,操作簡單快捷,降低了維保難度;電機重心位置下移,提高了設備安全性能。以青島卷煙廠生產的“泰山”牌卷煙為對象進行測試,結果表明:維保次數減少8 次/年,維保時間減少4.2 h/次,全年總維保時間減少33.6 h,有效降低了工人勞動強度,提高了設備運行效率。該技術可在ZJ116A、ZJ118 等卷接設備上推廣應用。
