后橋殼特種螺栓及半軸油封壓裝機的開發設計
2019-06-03 02:42:22黃小林余文濤曾慶文謝評周
裝備制造技術 2019年2期
黃小林,余文濤,曾慶文,謝評周
(柳州五菱汽車工業有限公司,廣西 柳州545007)
0 引言
汽車后橋橋殼既是承載力的構件,也是傳導力的構件,同時又是主減速、差速器和驅動車輪傳動裝置的外殼[1]。作為汽車底盤零部件上的一個關鍵重要組成部分,相對于汽車其他部位來說,受力比較復雜,在承重和傳力的同時,還要承受著由動靜載荷所產生的彎曲和扭曲[2]。因此如何保證后橋殼八顆特種螺栓及兩個半軸油封的有效壓裝,不僅決定了后橋總成的質量,還關系著汽車行駛的安全,這已成為保證后橋總成裝配質量的一個關鍵點。
1 設計過程
1.1 壓裝工藝及要求
如圖1和圖2所示為螺栓及油封壓裝工藝圖及壓裝示意圖,該壓裝工藝要求使用常溫過盈配合壓裝,將八顆特種螺栓分別壓裝到后橋殼橋包法蘭分度圓φ193上的八個均布孔上,并對兩端法蘭半軸油封進行有效防錯壓裝符合圖紙要求,達到生產線節拍≥70 JPH,以滿足生產裝配工藝要求。
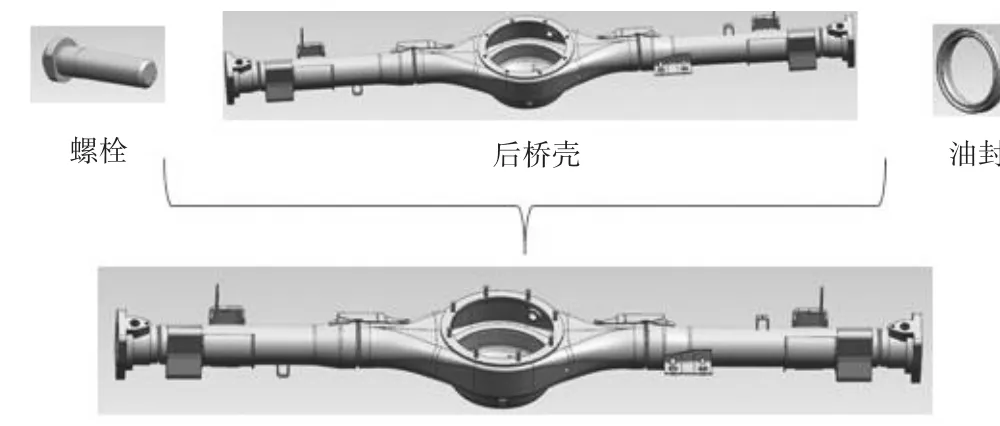
圖1 螺栓及油封壓裝工藝圖
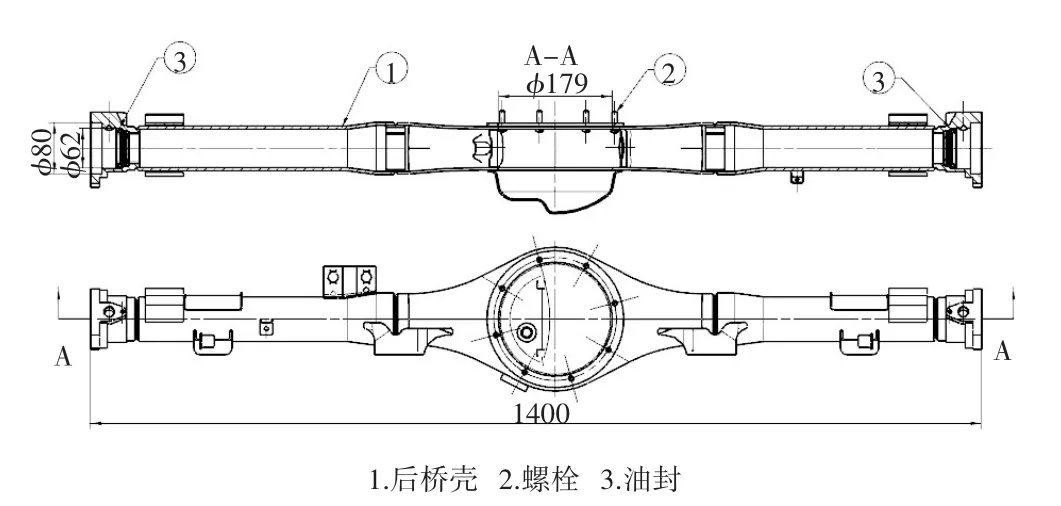
圖2 后橋螺栓及油封壓裝示意圖
1.2 專機主要構成
如圖3,后橋殼特種螺栓及半軸油封壓裝機主要由床身,左、右油封壓裝機構(各1套),壓螺栓機構(1套),液壓站、油冷機、電氣控制柜以及人機界面等所組成。
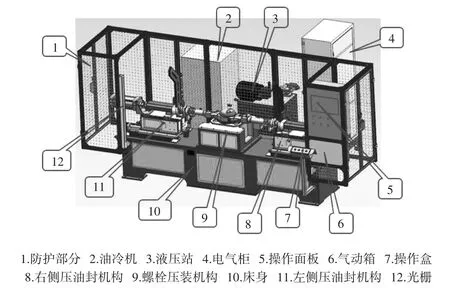
圖3 后橋殼特種螺栓及半軸油封壓裝機主要構成圖
1.3 螺栓壓裝機構
螺栓壓裝機構壓裝原理是利用油壓對四套油缸塞的作用力,并增加兩套氣動齒輪齒條進行角度轉位,從而實現八顆螺栓的壓裝。
如圖4與圖5,壓裝過程為:氣缸5(2套)帶動轉位機構15和油缸壓裝總成11一起沿著導桿4向上運動到位,油缸壓裝總成11上的油缸(4套)工作,向上運動,同時油缸壓裝總成11上的4個壓頭向直徑外側方向轉動一定角度,油缸向下運動進行四顆螺栓的壓裝,然后油缸再次升起,同時油缸壓裝總成11上的4個壓頭向內轉動角度收起,氣缸5帶動轉位機構15與油缸壓裝總成11再一起向下運動,到位后,轉位機構15工作,油缸壓裝總成11轉動45°角度,氣缸5帶動轉位機構15和油缸壓裝總成11再次向上運動,繼續重復的動作完成剩余四顆螺栓的壓裝。
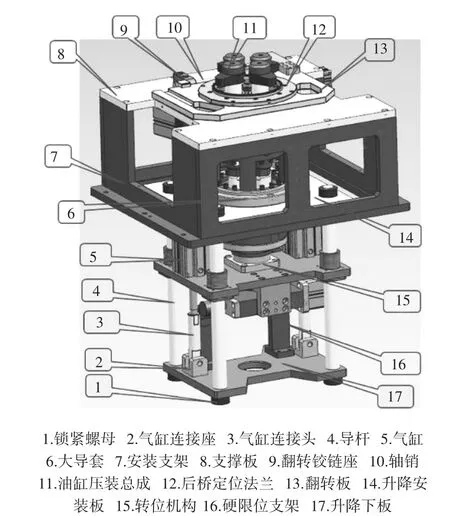
圖4 螺栓壓裝機構主要構成圖
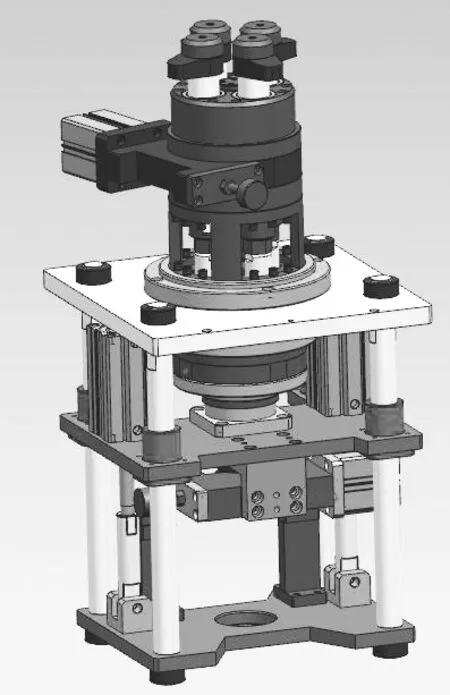
圖5 去除翻轉支撐部分的螺栓壓裝機構圖
1.3.1 油缸壓裝總成
如圖6與圖7,油缸壓裝總成主要是利用液力進行螺栓的壓裝,其壓裝動作過程為:油缸9上的活塞18(四套)在液壓作用下,通過油缸連接頭17(四套)使花鍵軸3(四套)做上、下運動,從而帶動安裝在花鍵軸3上的壓頭2(四套)實現螺栓的壓裝。
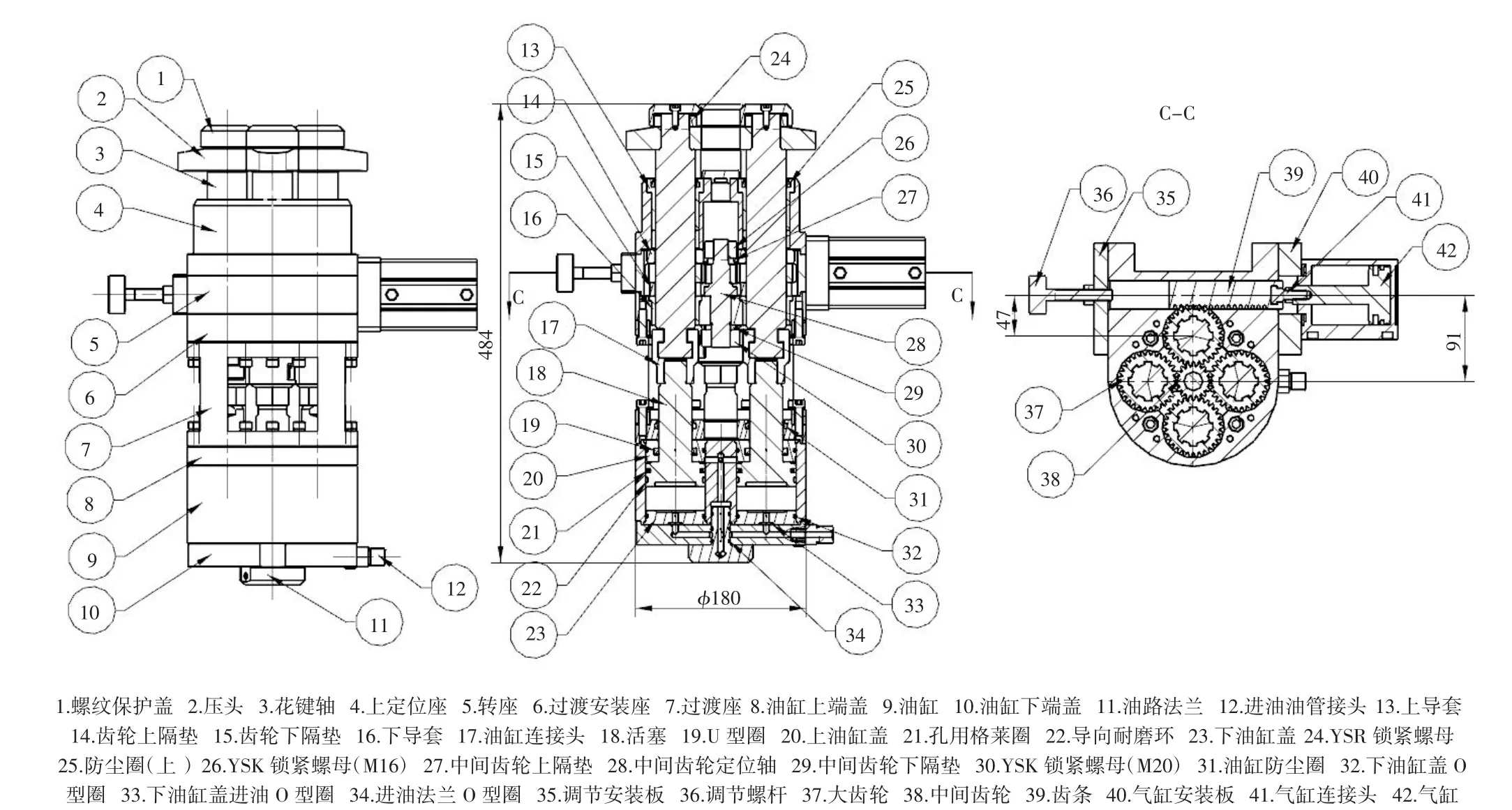
圖6 油缸壓裝總成圖

圖7 油缸壓裝總成數模及實物圖
油缸壓裝總成角度轉位過程為:氣缸42帶動氣缸連接頭41,使得齒條39做位移運動,帶動相嚙合的大齒輪37轉動,因中間齒輪38與四個大齒輪37都是嚙合的,從而使得四個大齒輪37都一起同步旋轉,帶動花鍵軸3及壓頭2一起轉動一定的角度,使壓頭2向中心轉動收縮并處于上定位座4的外圓直徑范圍之內,以方便壓裝后橋的人工上料,為壓裝螺栓做準備。
1.3.2 轉位機構
如圖8和圖9,轉位機構是在壓裝后橋殼八顆螺栓中的四顆后,使壓頭進行45°角度的變位,從而實現另四顆螺栓的壓裝。其動作過程為:氣缸15帶動氣缸連接頭17,使得齒條20在轉座18上做位移運動,同時帶動相嚙合的齒輪12轉動,再帶動傳動軸7和法蘭6一起旋轉,從而驅動安裝在法蘭6上的油缸壓裝總成一起轉動,實現角度變位。
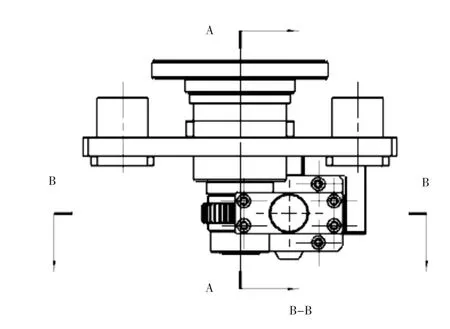
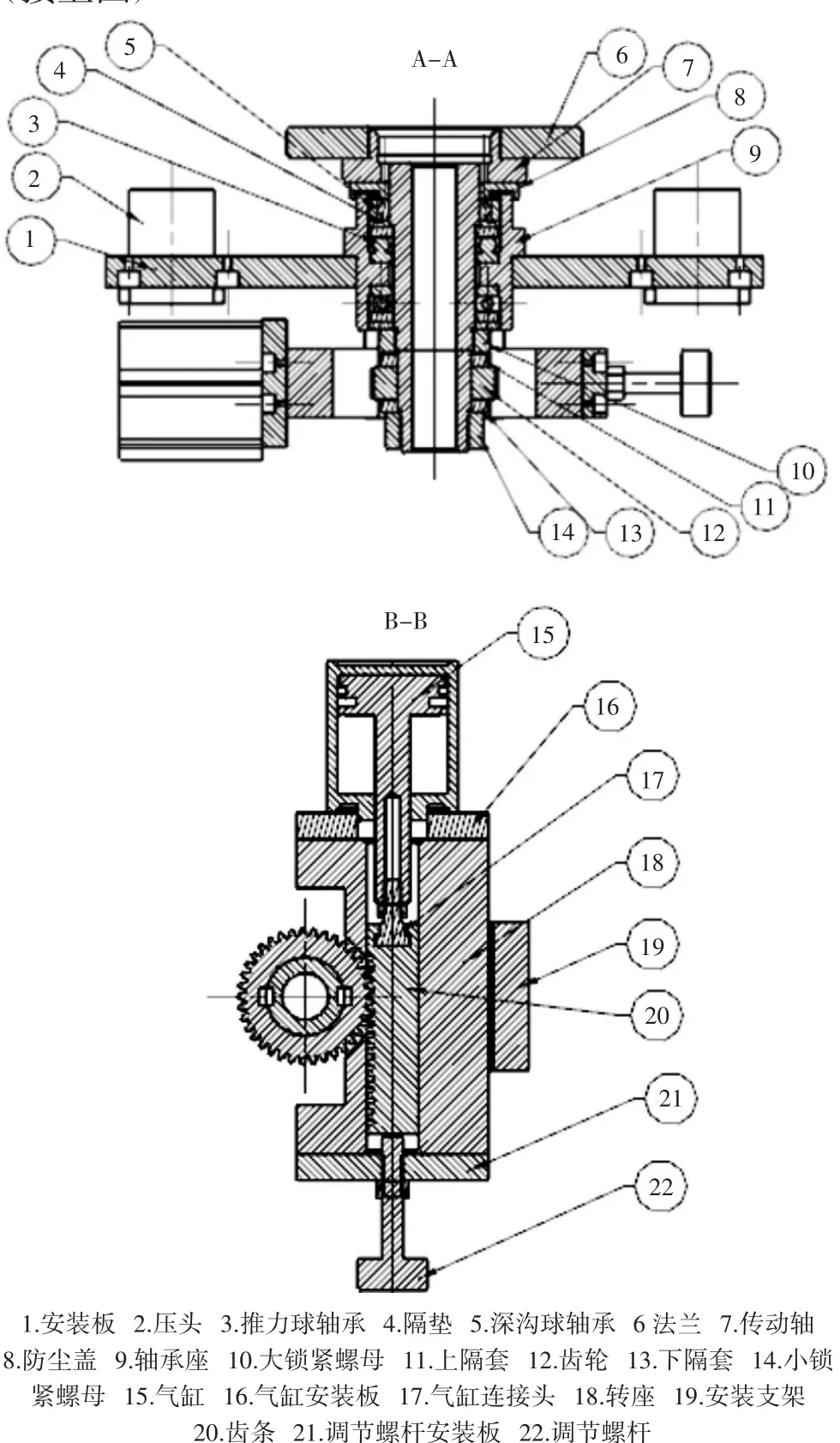
圖8 轉位機構圖
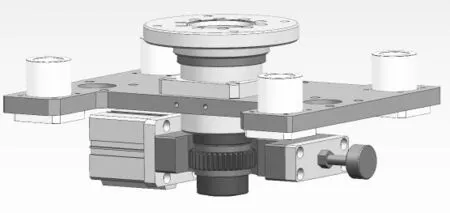
圖9 轉位機構數模
1.4 油封壓裝機構
油封壓裝機構包括油封的送料與油封分壓裝。如圖10和圖11,油封的送料主要靠油封的自重,通過兩套送料氣缸4的控制開閉,每次讓一件油封自由落體掉進定位座18里,光電檢測開關1與防錯光電檢測開關2在油封落下過程中進行防錯檢測及識別是否有物料。
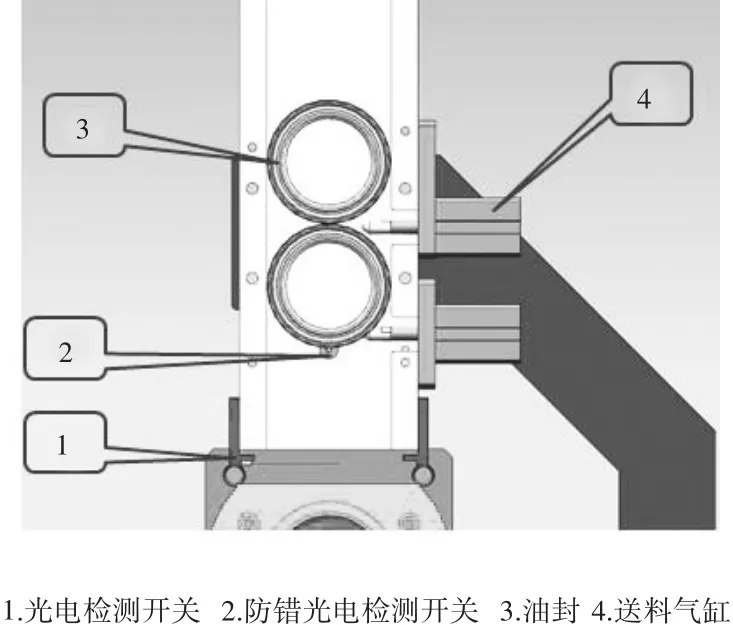
圖10 油封輸送示意圖
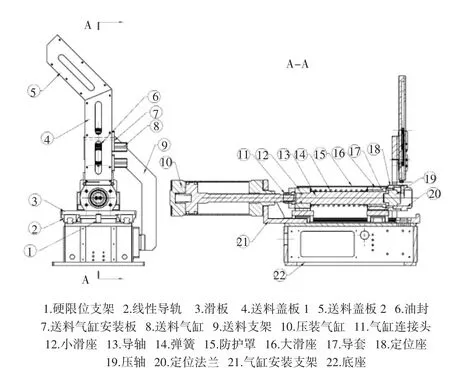
圖11 油封壓裝機構圖
油封壓裝過程:油封落到位置后,壓裝氣缸10工作,推動滑板3及其上的零件一起沿著線性導軌運動,當定位法蘭20定位后橋法蘭內孔并且接觸并受到后橋法蘭端面的限制后,因氣缸還在工作,彈簧14就會被受到擠壓,大滑座16停止不再運動,小滑座12繼續帶動導軸13繼續運動,安裝在導軸13上的壓軸19一邊推進一邊定心油封,直至油封被推進壓裝到設定的信號位置后,氣缸退回,大滑座16在彈簧力的作用下又恢復到壓裝前的狀態,這樣即完成后橋油封的壓裝,如圖12。
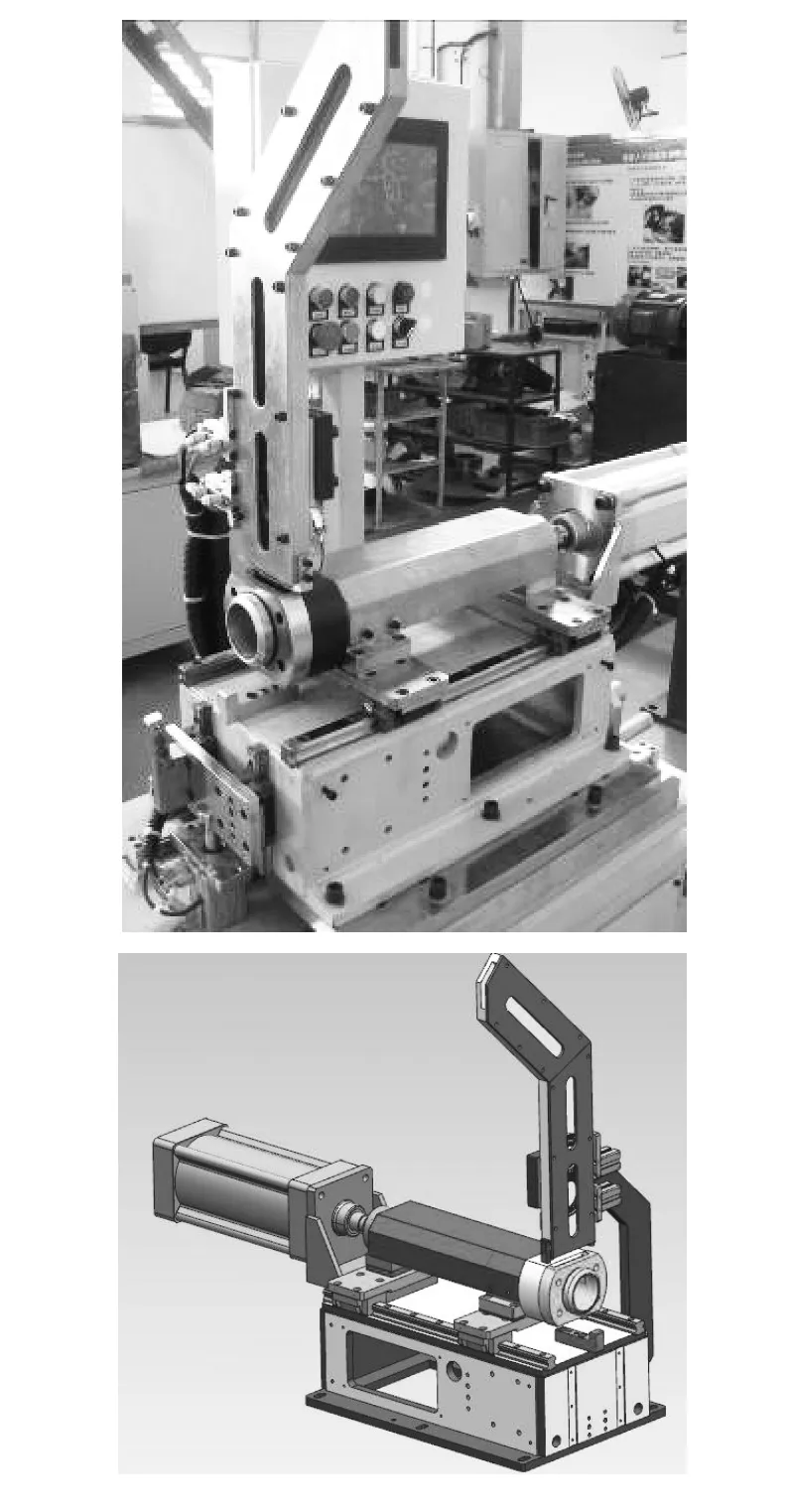
圖12 油封壓裝機構數模及實物圖
1.5 氣動及液壓原理
如圖13和圖14為后橋殼特種螺栓及半軸油封壓裝機的氣動原理圖與液壓原理圖。
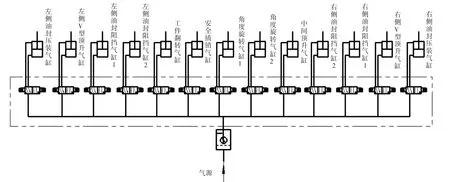
圖13 氣動原理圖
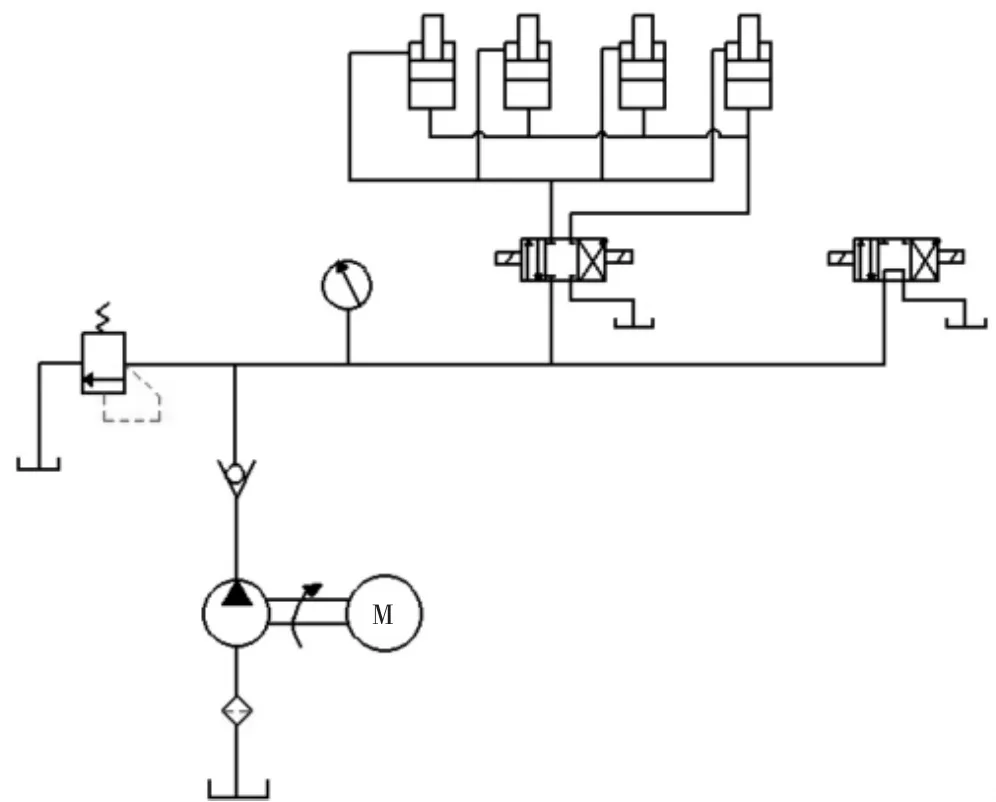
圖14 液壓原理圖
1.6 人機操作界面
壓裝控制系統要完成自動壓裝需要滿足壓裝條件,壓裝條件可在人機界面上進行顯示(圖15),并且通過與PLC的連接即可實現在人機界面對橋殼進行手動操作壓裝,這樣既可對壓裝狀態與信息進行精確處理并顯示,又可通過I/O端口狀態顯示畫面,可以直觀的監控I/O端口的輸入輸出顯示,實現生產的目視化,便于對控制系統的維護維修,提高生產效率。
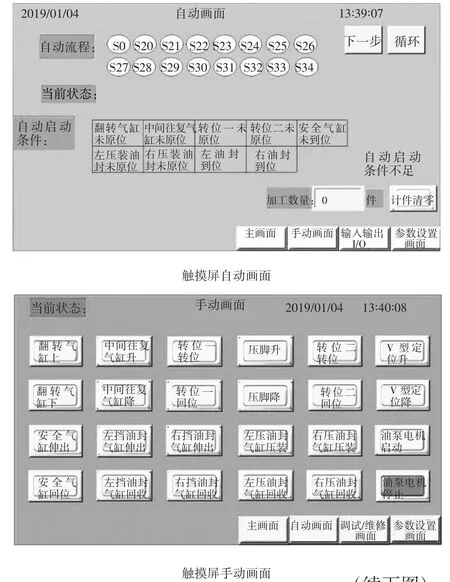
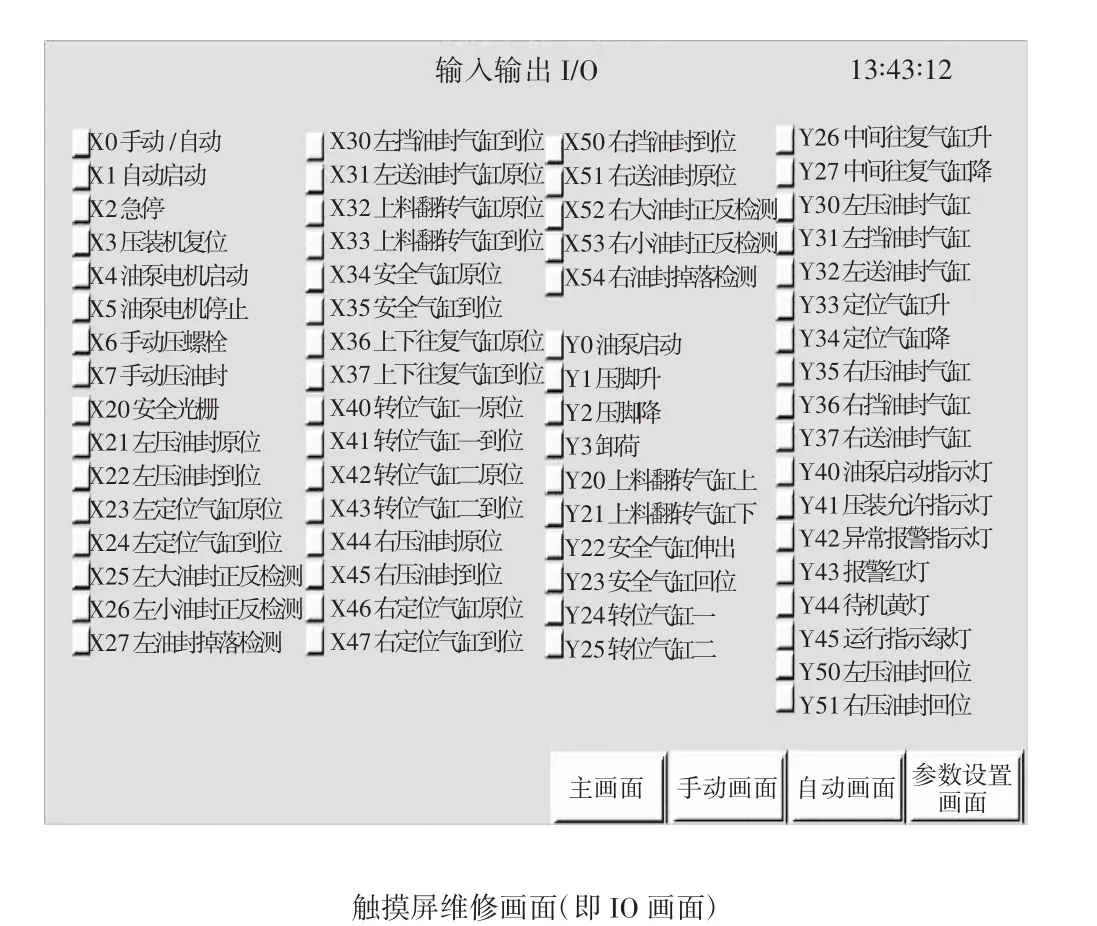
圖15 后橋殼特種螺栓及半軸油封壓裝機人機操作界面
1.7 實施后的效果
專機實現了后橋殼特種螺栓及半軸油封的自動壓裝、自動松開等一系列程序控制,如圖16和圖17為現場生產圖及后橋殼壓裝效果圖,專機的投入使用,取得了很好的效果。

圖16 后橋殼特種螺栓及半軸油封壓裝專機實物圖

圖17 后橋殼特種螺栓及半軸油封壓裝效果圖
(1)減少相應的設備投資,降低成本。專機共計投入成本15萬,市場同等設備采購為25萬,該項目直接為公司節省設備采購成本10萬。
(2)產品質量的提升。專機采用每套油缸各自壓裝一顆螺栓的方式,確保每顆螺栓都壓裝到位,油封壓裝也有光電位移傳感器進行監控,確保油封壓裝位置,質量得以保障。
(3)程序故障識別可視化,方便維護。
(4)專機具有一定的自動化,改善了工人操作勞動強度,緩解招工難的問題。
(5)提高勞動生產率,降低了人工成本。
(6)兼容性。設計柔性化,通過切換壓頭與調節位移即可實現同一系列產品的兼容生產,提高設備使用率。
2 結語
后橋殼特種螺栓及半軸油封壓裝專機的成功開發,實現了螺栓與油封的自動壓裝及位移監控,優化了生產線的工藝布局,取得了很好的經濟效益,為新產品的開發提供了很好的數據支持。但隨著汽車行業的不斷發展,對產品的要求已不僅僅局限于簡單意義上的代替人工勞動,而是以質量為核心,數字化壓裝,實時監控整個壓裝過程與追溯,這已經成為目前國內外同行業極受重視的技術應用領域。
