超塑性成形TC4鈦合金的疲勞性能研究
2019-06-14 05:47:48左永基劉小剛
重慶理工大學學報(自然科學) 2019年5期
關(guān)鍵詞:裂紋
左永基,劉小剛
(南京航空航天大學 能源與動力學院, 南京 210016)
鈦合金具有強度好、韌性高、抗疲勞性能強等優(yōu)點,在航空航天領(lǐng)域的應(yīng)用日益廣泛[1-3]。鈦合金板料在室溫下的成形特性十分有限,同時,室溫下鈦合金板的力學性能和材料流線都具有明顯的各向異性,其室溫成形容易產(chǎn)生多種成形缺陷[4],因此,鈦合金在高溫下的超塑性成形技術(shù)顯得尤為關(guān)鍵[5-6]。而鈦合金在超塑性變形過程中,要經(jīng)歷高溫循環(huán)和大的塑性變形兩個過程,其力學性能必然發(fā)生改變[7],且研究表明,在實際工程應(yīng)用中,疲勞破壞為構(gòu)件的主要失效模式,因此,研究鈦合金在超塑性變形后的疲勞性能就顯得尤為重要。
TC4是一種常用的超塑性成形材料,目前國際上對TC4超塑性成形后力學性能的研究已經(jīng)比較深遠,歐洲、美國、日本等發(fā)達國家均投入了大量的資源對材料超塑性進行深入研究,目前已進入到工業(yè)生產(chǎn)階段[8]。俄羅斯的Mishra等[9]對納米級TC4低溫超塑性氣脹成形后的試樣進行研究,通過掃描電鏡觀察試驗,得出晶粒間的缺陷是引起超塑性成形后材料力學性能下降的一個主要原因。S.Rhaipu以及T.G.Nieh等的研究表明,材料經(jīng)過超塑性成形拉伸后,屈服強度、抗拉強度等力學性能有所下降,而導(dǎo)致力學性能下降的主要原因是局部空洞的形成和長大[10]。國際上針對TC4超塑性成形前后力學性能發(fā)生改變的微觀機理研究較為深入,但多偏向于理論研究,且缺乏對TC4鈦合金在特定超塑性氣脹成形工藝參數(shù)下的疲勞性能研究。
國內(nèi)主要針對超塑成形前后材料的屈服強度、斷后延伸率和彈性模量等進行了試驗研究,蔡云等[11]主要針對TC4板材在超塑性成形和擴散連接后力學性能的改變進行了研究,并且得出了導(dǎo)致TC4力學性能改變的主要原因是高溫循環(huán)的作用[12-17]。國內(nèi)一些高校對TC4超塑性成形后的靜力學性能進行了研究,如張學學、盧坤林等采用了超塑性拉伸的方式對TC4板材進行成形試驗,采用雙向拉伸試驗,測量分析了成形后零件的力學性能[18-20];并且對比分析了試驗件在不同變形率下的屈服強度、彈性模量和伸長率的對應(yīng)關(guān)系。但其采用的超塑性拉伸成形方法主要應(yīng)用于筒形件、盒形件等構(gòu)造簡單的零件,且只對TC4在超塑性成形前后的靜強度進行了試驗對比。
目前國內(nèi)外雖然對TC4材料在超塑性成形前后力學性能和相關(guān)機理進行了較為廣泛的研究,但關(guān)于TC4鈦合金板材在超塑性氣脹成形后疲勞性能的研究還較少,且不夠深入。針對目前關(guān)于TC4鈦合金超塑性氣脹成形后的疲勞性能還缺乏深入研究這一問題,本文采用試驗的方法,在溫度為900 ℃、維持壓力為2.5 MPa的條件下,對TC4板材進行超塑性氣脹成形,得到減薄率為30%的超塑性成形板材,且成形后板材厚度分布均勻。通過拉伸疲勞試驗,分析對比了TC4原始材料、高溫循環(huán)件和超塑性成形件的疲勞壽命。采用掃描電鏡試驗對原始材料、高溫循環(huán)件及超塑性成形件3種狀態(tài)的疲勞斷口進行微觀形貌觀察,通過對比,分析疲勞斷口特征與疲勞壽命之間的定性與定量關(guān)系,從而為TC4鈦合金超塑性氣脹成形件的疲勞壽命預(yù)估提供參考,并為通過疲勞斷口分析對試件的疲勞壽命進行定量計算提供了依據(jù)。
1 試驗
1.1 試驗材料
超塑性氣脹成形試驗板材為陜西寶雞鈦業(yè)提供的厚度為2.2 mm的軋制退火TC4板材。超塑性氣脹成形模具材料為不銹鋼。
1.2 模具設(shè)計
采用氣脹成形的方式對TC4板材進行超塑性成形,試驗采用的上模具是平板(如圖1(a)所示),下模具是減薄率為30%的波紋板(如圖1(b)所示)。上下模具的外輪廓尺寸均為260 mm×260 mm,厚度均為35 mm。
在高溫環(huán)境下進行超塑性氣脹成形試驗,并同時向鈦合金板中間吹入壓縮的惰性氣體使其變形直至最終貼模。因此,2塊鈦合金板之間的密封性是氣脹成形試驗?zāi)芊癯晒Φ年P(guān)鍵因素之一。該套模具設(shè)計帶有密封筋結(jié)構(gòu),即在模具平面周沿處設(shè)計凸筋與凹槽。在高溫環(huán)境下可憑借設(shè)備的壓頭給予壓力,使上下板變形壓緊,發(fā)生擴散焊,從而避免板材在高溫高壓狀態(tài)下板邊焊接部位強度不夠而導(dǎo)致板料腔內(nèi)漏氣的情況發(fā)生。下模具實物如圖2所示。TC4板材超塑性成形后的變形率與模具槽的深度、張角有關(guān),槽越深則成形后波紋板的變形率越大。

圖1 超塑性成形模具

圖2 超塑性成形模具實物
試驗所用TC4板料厚度為2.2 mm,大小為260 mm×260 mm。通氣管道外徑為10 mm,內(nèi)徑為3 mm。通向爐外的通氣管道使用直徑6 mm的鈦管外面包裹一層不銹鋼,以防止壁內(nèi)部分溫度過高導(dǎo)致鈦管破裂。
1.3 試驗方法
超塑性氣脹成形試驗過程為:將2塊相同TC4板料與通氣管道的焊接件夾持在上下模具之間,與石墨和壓頭組合放置在ZC-ZK-YL150真空超塑性成形設(shè)備中,組合件如圖3(a)所示。試驗時采用逐級加壓的方式向2塊焊接在一起的TC4板材吹入氬氣加壓,每升高一段壓力值則維持一段時間再繼續(xù)加壓,直至內(nèi)壓強達到2.5 MPa,加壓曲線如圖3(b)所示。成形過程溫度為900 ℃,氣脹成形設(shè)備及原理示意圖如圖4所示。

圖3 加壓曲線及組合件示意圖

圖4 超塑性氣脹成形原理示意圖
2 結(jié)果分析與討論
2.1 超塑性氣脹成形性能研究
本試驗可以得到上平板和下波紋板,如圖5(a)、(b)所示,平板為僅經(jīng)歷了高溫循環(huán)而沒有發(fā)生形變的試件,即減薄率為0%。波紋板為超塑性成形件,減薄率為30%。現(xiàn)將這3種狀態(tài):TC4原始材料、高溫循環(huán)件和超塑性成形件分別命名為狀態(tài)一、狀態(tài)二和狀態(tài)三。3種對應(yīng)狀態(tài)如表1所示。
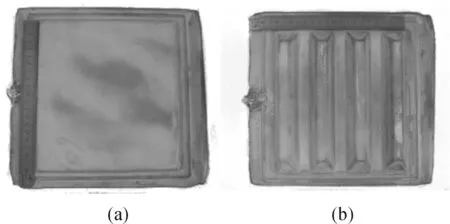
圖5 減薄率為0%和30%成形效果圖

狀態(tài)一狀態(tài)二狀態(tài)三TC4原始材料高溫循環(huán)件超塑性成形件
為考察超塑性氣脹成形后板材變形是否均勻,對成形后的波紋板不同位置處的厚度進行測量,如圖6中標示波紋板的位置,采用線切割方式割開波紋板,測量每個位置的平均厚度。方法是為每個編號位置的波紋板選取6個點測量厚度,最終得到的平均厚度為取6個點厚度的平均值,得到的減薄率分布如圖7所示。

圖6 減薄率測量位置示意圖

圖7 波紋板各位置減薄率分布圖
由圖7可以看出,除少數(shù)位置外,波紋板的減薄率基本都在目標減薄率范圍以內(nèi)。其中位置2和位置12由于模具頂部尺寸較高,側(cè)邊在變形時與TC4板材最先貼合,導(dǎo)致減薄率較大。所測量12個位置的平均減薄率為30.61%,與設(shè)計目標30%相對誤差較小,超塑性氣脹成形效果理想。
2.2 疲勞性能研究
為得到TC4板材在3種狀態(tài)下的疲勞-壽命曲線,對其進行拉伸疲勞試驗,試驗在MTS809疲勞試驗機上完成,超塑性成形試驗件選取減薄率較為均勻的波紋板側(cè)面。試驗所用疲勞件應(yīng)使其表面光滑,沒有肉眼可見劃痕。確定試驗設(shè)備正常后啟動預(yù)熱系統(tǒng),同時按照預(yù)先設(shè)計好的載荷級和波形對設(shè)備程序進行設(shè)定。預(yù)熱完成后將試件安裝好并開始試驗。
試驗溫度為室溫,加載頻率10 Hz,載荷類型是軸向拉伸正弦波,最小應(yīng)力和最大應(yīng)力之比0.1。通過材料抗拉強度確定疲勞載荷大小,3種狀態(tài)下材料的抗拉強度通過靜拉伸試驗獲得,分別為σb1=1 063 MPa,σb2=901 MPa,σb3=913 MPa。原始材料進行3個載荷級,分別為0.88σb1、0.7σb1、0.61σb1。高溫循環(huán)件進行4個載荷級,分別為0.79σb2、0.7σb2、0.61σb2和0.52σb2。超塑性成形件進行4個載荷級,分別是0.79σb3、0.7σb3、0.61σb3和0.52σb3。
根據(jù)試驗結(jié)果數(shù)據(jù),描繪最大應(yīng)力σa和應(yīng)力循環(huán)次數(shù)N的散點,運用最小二乘法擬合直線,繪制3種狀態(tài)下的疲勞曲線。將3種狀態(tài)下的疲勞壽命數(shù)據(jù)繪制在一張圖中。圖8所示是TC4在3種狀態(tài)下的疲勞-壽命曲線。

圖8 3種狀態(tài)下TC4的疲勞壽命曲線
由圖8可知,當最大應(yīng)力相同時,與原始材料相比,TC4經(jīng)過高溫循環(huán)和超塑性成形后,其同等載荷下的疲勞壽命顯著下降,尤其在高壽命區(qū)更為明顯。通過比較可知,在低壽命區(qū)下降約16.8%,在高壽命區(qū)下降約27.2%。此外,可以看到TC4經(jīng)過高溫循環(huán)以及經(jīng)過超塑性成形的試樣疲勞壽命非常接近。這說明對TC4板件疲勞性能影響較大的是高溫循環(huán)過程,而超塑性變形對疲勞性能的影響比較小。
同時可以注意到,超塑性成形后的TC4板件的疲勞性能相對于只經(jīng)過高溫循環(huán)的TC4板件在高壽命區(qū)疲勞性能略有改善。這可以理解為,TC4板件經(jīng)過高溫循環(huán)后由于晶粒長大導(dǎo)致疲勞性能下降,而在發(fā)生變形后部分晶粒破碎細化,一定程度上晶粒尺寸減小,材料內(nèi)部應(yīng)力集中變小,從而使疲勞性能得到優(yōu)化。
根據(jù)疲勞試驗的結(jié)果,分別選取3種狀態(tài)下、最大應(yīng)力近似相等的2組疲勞試件進行斷口形貌觀察,每組均包括3種狀態(tài)。將6個試件進行編號,原始材料編號分別為狀態(tài)一0-1和狀態(tài)一0-2,高溫循環(huán)件編號分別為狀態(tài)二1-1和狀態(tài)二1-2,超塑性成形件編號分別為狀態(tài)三2-1和狀態(tài)三2-2。3種狀態(tài)下疲勞斷口宏觀圖像如圖9所示,放大倍數(shù)為25倍。在左側(cè)邊緣較明亮處是疲勞源,臨界疲勞裂紋所包圍內(nèi)側(cè)為穩(wěn)態(tài)擴展區(qū),外側(cè)為快速擴展區(qū)。

圖9 3種狀態(tài)下TC4疲勞斷口形貌
從宏觀斷口觀察可知,斷口很不平整,所以是塑性斷裂。3種狀態(tài)下,疲勞源均分布在試件的單側(cè)表面,疲勞源是由裂紋的萌生和裂紋穩(wěn)定擴展第一階段組成的,裂紋形成時,不斷地張開閉合,這就導(dǎo)致了微觀結(jié)構(gòu)上材料的磨損,所以疲勞源在宏觀上觀察比較光亮。
材料的疲勞壽命是由裂紋形成壽命和裂紋擴展壽命組成,如式(1)所示。
Nf=Ni+Np
(1)
式中:Ni表示裂紋的形成壽命,可以根據(jù)微觀觀測的裂紋長度a0來判斷;Np是裂紋擴展區(qū)壽命。圖10為各狀態(tài)下疲勞源通過電鏡掃描放大200倍的圖像,紅色標注為疲勞源裂紋。

圖10 3種狀態(tài)下TC4疲勞源形貌
比較3種狀態(tài)疲勞源裂紋長度,通過3組顯微圖片觀察,可以看出,狀態(tài)二裂紋總長度要小于狀態(tài)一,狀態(tài)三裂紋長度略大于狀態(tài)二但仍小于狀態(tài)一,其疲勞壽命與試驗數(shù)據(jù)趨勢相符,但Ni并不是決定疲勞壽命的唯一因素,還要進一步分析3種狀態(tài)裂紋的穩(wěn)態(tài)擴展區(qū)大小。疲勞裂紋的穩(wěn)定擴展區(qū)是由疲勞源裂紋產(chǎn)生后,在交變應(yīng)力作用下,裂紋沿著滑移帶向材料內(nèi)部擴展。在該區(qū)域,一般會觀測到明顯的疲勞條帶,穩(wěn)態(tài)擴展區(qū)的疲勞條帶數(shù)目即可表示疲勞循環(huán)次數(shù)。
圖11為3種狀態(tài)下穩(wěn)態(tài)擴展區(qū)被放大200倍下電鏡觀察圖像,通過觀察,比較TC4在3種狀態(tài)下裂紋穩(wěn)態(tài)擴展區(qū)的疲勞條帶數(shù)目,狀態(tài)一即原始材料的疲勞條帶數(shù)目明顯大于狀態(tài)二和狀態(tài)三,說明原始材料的疲勞壽命要優(yōu)于狀態(tài)二、狀態(tài)三。再對比狀態(tài)二和狀態(tài)三,狀態(tài)三的疲勞條帶數(shù)目要稍高于高溫循環(huán)件,這也與狀態(tài)三的疲勞壽命略高于狀態(tài)二相符。
通過斷口宏觀特征(臨界裂紋的長度)亦可推斷出試件疲勞壽命,疲勞擴展區(qū)的臨界裂紋在斷口的宏觀照片中可以清晰觀察到,其長度用ac表示,因為ac又與應(yīng)力幅值以及Nf相關(guān),所以Nf與ac可以建立定量數(shù)值關(guān)系。根據(jù)文獻[18]對不同應(yīng)力下200多個斷口件進行的試驗數(shù)據(jù),統(tǒng)計得出了lgNf和lgac的函數(shù)關(guān)系。其中a、b的值與表面的粗糙度以及具體試驗數(shù)據(jù)有關(guān)。
lgNf=a+blgac
(2)
根據(jù)式(2)可知,臨界疲勞裂紋長度與疲勞壽命是直接對應(yīng)的,一般認為試驗應(yīng)力越大,則臨界疲勞裂紋越短,本試驗對比3種狀態(tài)下相同最大應(yīng)力,所以臨界疲勞裂紋的長度反映的僅是不同狀態(tài)下材料性質(zhì)的變化。可以使用估算的方式,近似計算疲勞臨界裂紋的長度。因為所有試件寬度一定,則穩(wěn)態(tài)擴展區(qū)面積越大,表面臨界裂紋越長,所以可以用臨界裂紋與左邊緣所圍成的類似三角形區(qū)域的高來近似代表臨界裂紋長度ac。如圖12所示為放大25倍的斷口形貌圖,分別測量出圖中小段的長度作為比例尺線段以及紅色長線段的長度,紅色長線段即近似表示疲勞臨界裂紋長度。紅色長線段在選取時,都以左端為起點,以表面顏色較深且比較完整的臨界裂紋為終點。表2為6個試驗件的臨界裂紋近似長度及疲勞壽命對應(yīng)關(guān)系。

圖11 3種狀態(tài)下穩(wěn)態(tài)擴展區(qū)形貌

圖12 疲勞臨界裂紋長度測量圖

試件編號臨界裂紋長度ac/mmlgac疲勞壽命NflgNf0-138.71.59159 0905.200-232.31.5156 0074.711-125.0 1.4031 1624.491-221.31.3321 2704.332-126.01.4240 3024.612-223.71.3722 0194.34
根據(jù)近似計算可知,在相同載荷級的循環(huán)載荷下原始材料的臨界疲勞裂紋最長,高溫循環(huán)后試件的臨界疲勞裂紋最短,超塑性變形后試件臨界疲勞裂紋長度略長于只經(jīng)過高溫循環(huán)后的材料但小于原始材料,根據(jù)表2中試驗數(shù)據(jù)繪制lgac與lgNf的擬合曲線,如圖13所示,并得到擬合公式(3)。

圖13 lgac與lgNf擬合曲線
(3)
由式(3)可看出,試件疲勞斷口的臨界疲勞裂紋長度與試件的疲勞壽命成正相關(guān),根據(jù)表2可知,相同載荷下3種狀態(tài)試件的疲勞臨界裂紋長度由大到小順序為原始材料、超塑性變形件和高溫循環(huán)件。因此3種狀態(tài)試件的疲勞壽命由大到小的順序亦是如此,這一規(guī)律與拉伸疲勞試驗結(jié)果相符。
3 結(jié)論
1) 在溫度為900 ℃、壓力為2.5 MPa條件下,采用逐級加壓的方式對TC4板材進行超塑性氣脹成形試驗,得到了減薄率為30%的波紋板試件,實際測量平均減薄率為30.61%,且試件各個位置變形量均勻,試驗效果理想。
2) 與原始材料相比,高溫循環(huán)件和超塑性成形件的疲勞壽命均有明顯下降,而超塑性成形試件疲勞壽命與高溫循環(huán)件相比有小幅提升,所以高溫循環(huán)過程是導(dǎo)致TC4板材疲勞力學性能下降的主要原因。
3) TC4在高溫循環(huán)后疲勞性能明顯下降,超塑性成形后疲勞性能略有改善,這一結(jié)果也與疲勞拉伸試驗結(jié)果相符,且所得到的擬合公式可根據(jù)疲勞臨界裂紋長度定量計算出材料疲勞壽命,為通過斷口觀察對材料的疲勞壽命進行預(yù)測奠定了基礎(chǔ)。
猜你喜歡
艦船科學技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
