氧化鎂對ABS樹脂色差的影響分析
2019-06-22 06:44:18李歆劉格宏袁洪波
天津化工 2019年3期
李歆,劉格宏,袁洪波
(天津大沽化工股份有限公司ABS事業部,天津300455)
ABS樹脂,是一種兼有丙烯腈的剛性、丁二烯的韌性和苯乙烯的易加工性能的熱塑性工程塑料,廣泛應用在電子、電器、汽車、建筑及生活用品等方面。天津大沽化工40萬t/a ABS裝置引進沙比克公司乳液接枝本體SAN摻混工藝專利技術,由聚丁二烯膠乳(PBL)單元、高橡膠接枝(HRG)單元、苯乙烯-丙烯腈聚合(SAN)單元以和摻混單元組成,可生產注塑、擠出、管材、阻燃、電鍍五類共17種ABS樹脂。該裝置分為兩期,一期于2010年10月成功開車,二期于2012年6月正式投產。當下生產已趨于穩定,研究的重心開始轉移到提高產品質量上來,其中ABS樹脂的色差是評判產品質量好壞的重要依據之一,因此如何在生產中控制好ABS樹脂的色差成為當下的棘手問題。
生產ABS樹脂主要原料有HRG粉、SAN樹脂和預混料。預混料是由HRG粉和除酸劑及其他助劑配合而成,除酸劑是與HRG粉中殘存的酸反應的堿性物質,酸是在絮凝工藝中殘存的硫酸和在PBL單元使用的硬脂酸,如果不中和掉,將引起擠出機、模具設備的腐蝕,在擠出片材產品時,殘留酸也能引起模頭劃線和其它表面問題。在實際生產中,除酸劑的加入偏差要控制在合理范圍內,過少加入會導致注塑時產生沉積,擠出時引起表面缺陷、腐蝕等風險,過多加入會導致產品沖擊性能降低、熱穩定性降低。氧化鎂作為一種除酸劑廣泛應用在各種牌號中,其加入量的多少對產品色差有一定影響和規律。
1 色差的概念
色差是指試樣顏色與標準顏色在色度坐標中的幾何距離之差,并可用數據來表示,色差的單位為NBS,若2個色樣樣品都按L、a、b標定顏色,則兩者之間的總色差ΔE=h,各項單項色差可用下列公式來計算:
明度差:ΔL*=L*1-L*2
色度差:Δa*=a*1-a*2;Δb*=b*1-b*2
總色差:ΔE=[(ΔL)2+(Δa)2+(Δb)2]1/2
色差對顏色的管理來講是非常重要的,1976年CIE推薦了新的顏色空間及其有關色差的公式,即 CIE1976LAB(或 L*、a*、b*)系統圖,現在已被世界各國正式采納,作為國際通用的測色標準,形成了對色坐標表述的心理顏色空間。在這一系統中,元素ΔL*,Δa*和Δ b*的符號大致有如下意思:
+ΔL*=明亮的,-ΔL*=較暗的
+Δa*=較紅的(少綠的),-Δa*=較綠的(少紅的)
+Δb*=較黃的(少藍的),-Δb*=較藍的(少黃的)
2 氧化鎂對ABS樹脂產品色差的影響
影響ABS樹脂產品色差偏大的原因可分三大類:原料的問題、質檢方面的問題、工藝生產方面問題。其中,工藝生產方面的問題又可細分為:生產工藝參數的變動和生產環節中的污染。在平日的生產工作中,我們對生產工藝參數關注度較高,但卻容易忽視生產環節中一些污染問題,尤其是儲罐、過濾器、輸送管線、擠出機等地方,由于長期使用且倒換或清理周期較長,往往導致部分氧化物料富集,并隨著生產的進行,氧化的物料被帶到后續的工序中,造成最終成品的污染。
2.1 氧化鎂的性質
氧化鎂是一種無臭無味的白色易流動粉末,是一種堿性氧化物,與殘存的酸反應生成鎂鹽。氧化鎂易水解并和水反應,因此存放時要做好防護,原料使用防潮袋供應,一旦打開必須完全使用掉,未開袋的保質期最長為1年。
2.2 氧化鎂對ABS樹脂產品性能的影響
除酸劑是與高橡膠接枝粉(HRG)中殘存的酸反應的堿性物質,酸是在絮凝工藝中殘存的硫酸和在PBL單元使用的硬脂酸,如果不中和掉,硫酸將引起擠出機、模具設備和模具的腐蝕問題。在擠出片材產品時,殘留酸也能引起模頭劃線和其它表面問題。硬脂酸非常易揮發,它能在產品注塑時揮發出來。在生產過程中,除酸劑的加入偏差要控制在合理的范圍內,過少加入會導致注塑時產生沉積,擠出時引起表面缺陷、腐蝕等風險,過多加入會導致產品沖擊性能降低、熱穩定性降低。氧化鎂作為一種除酸劑與HRG粉和其它助劑配合成預混料,加入量過多或過少對產品性能影響較大,具體見表1:
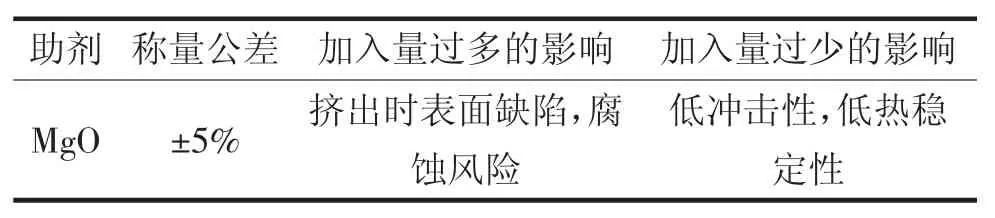
表1
2.3 氧化鎂對ABS樹脂產品色差影響的實驗
以生產DG-417 ABS樹脂為實驗,配方中HRG、SAN和預混料比例恒定,擠出機參數和進料量恒定,只改變預混料中MgO加入量的多少,找出影響DG-417 ABS樹脂產品色差的規律。2014年8月28日,通過摻混單元二期M#線做實驗生產 DG-417 ABS樹脂,MgO加入量分別為加入 0kg、加入 10kg、加入 15kg,取樣做色差分析,每組10個,具體分析結果如下見表1、3、4、5:
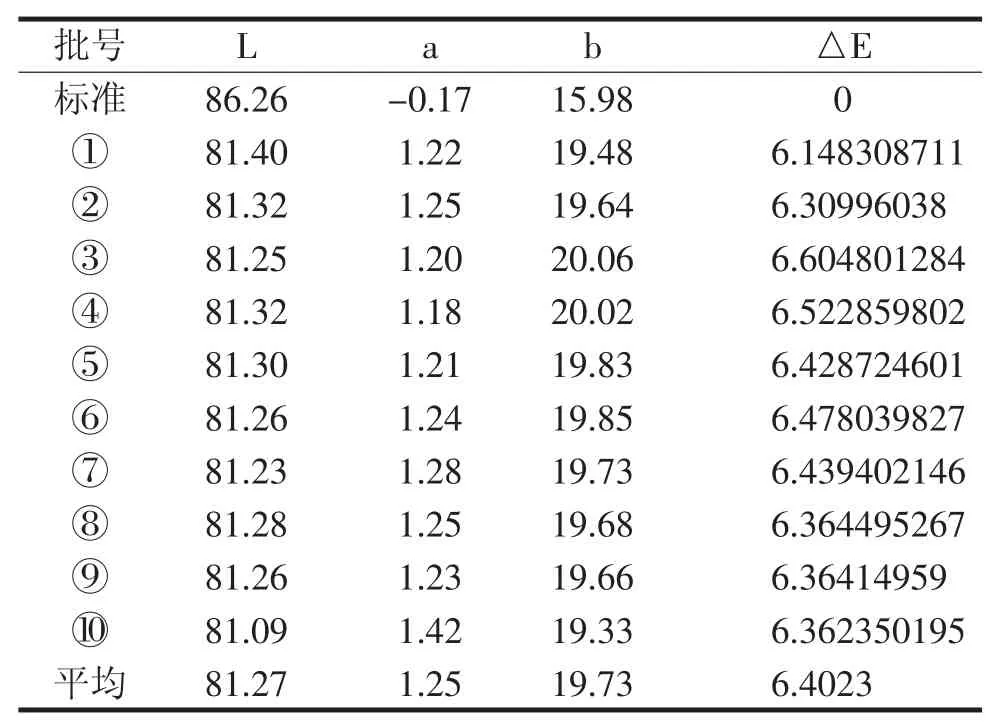
表2 2014年8月28日14點,MgO加入量為0kg時,DG-417色差分析指標
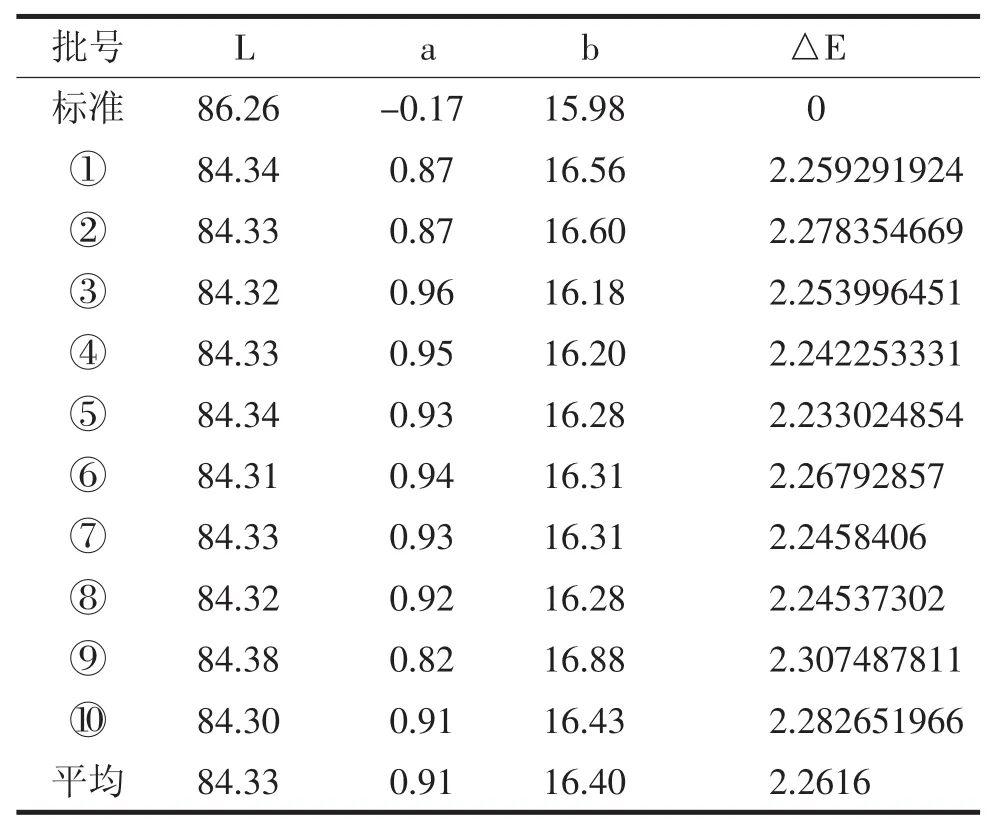
表3 2014年8月28日13點40,MgO加入量為10kg時,DG-417色差分析指標
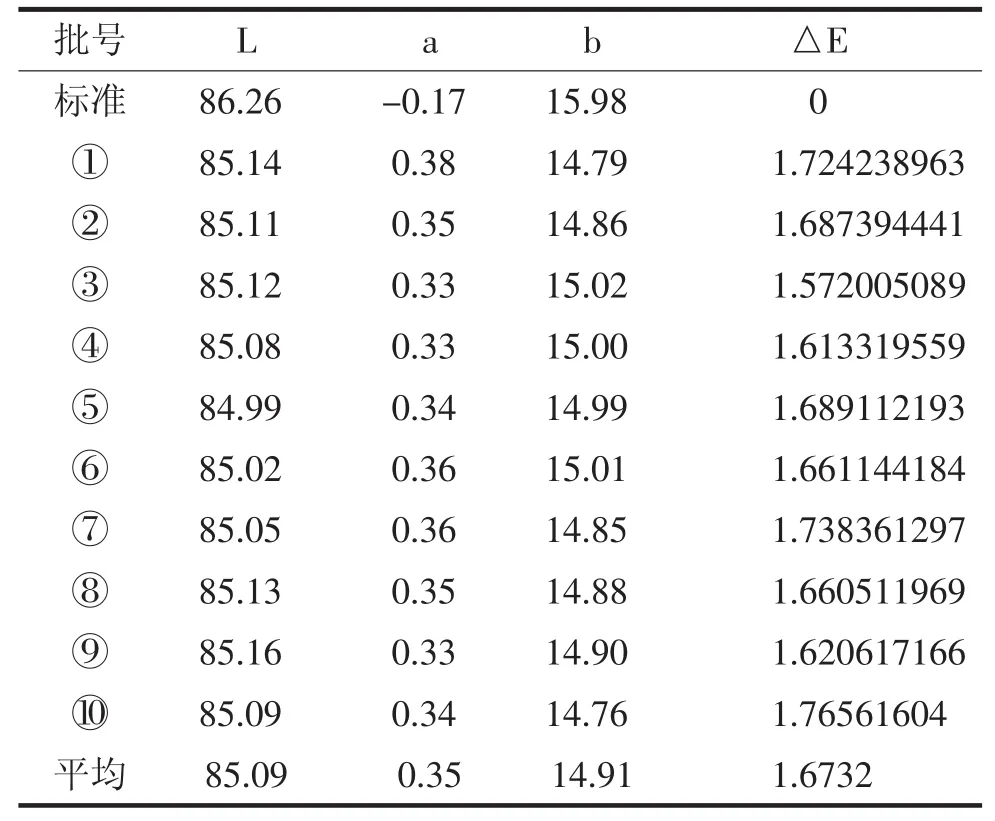
表4 2014年8月28日17點30,MgO加入量為15kg時,DG-417色差分析指標
2.3.1 氧化鎂用量對產品明度值(L)的影響(見圖1)
由圖1可見,氧化鎂的用量對明度值(L)影響顯著,明度值隨著氧化鎂用量的增加而增大,氧化鎂用量增大到一定程度后對明度值影響減弱。

表5 匯總
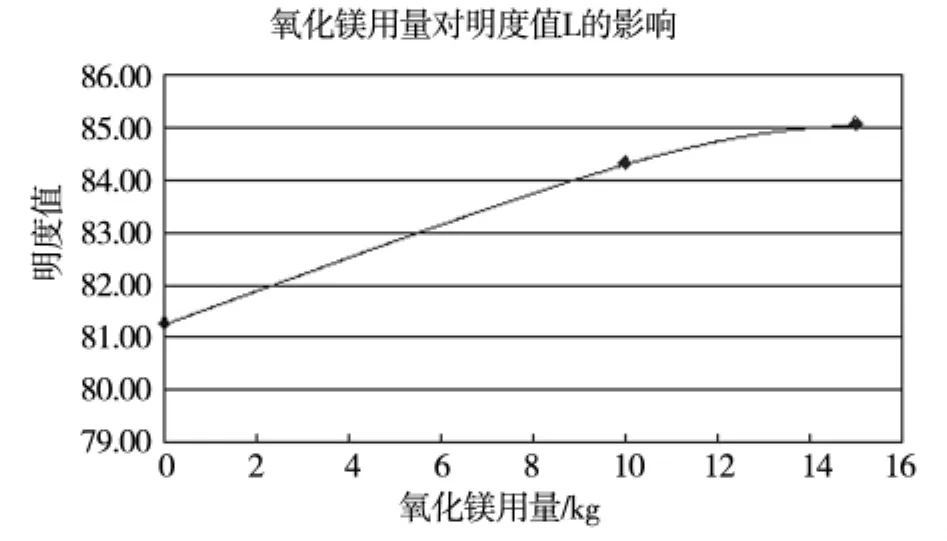
圖1
2.3.2 氧化鎂用量對產品紅綠值(a)的影響(見圖2)
由圖可見,隨著氧化鎂用量的增加紅綠值降低,氧化鎂對紅綠值的影響不顯著。
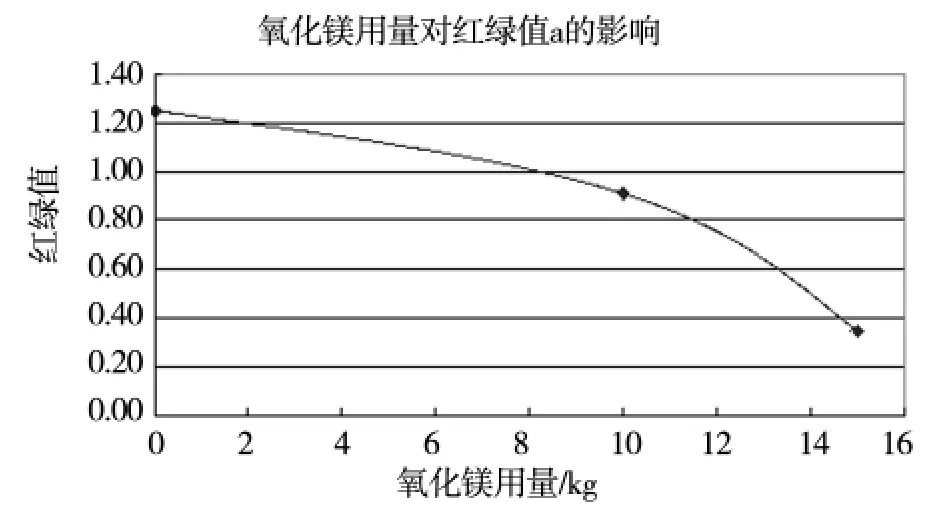
圖2
2.3.3 氧化鎂用量對產品黃藍值(b)的影響(見圖3)
由圖可見,氧化鎂的用量對黃藍值影響顯著,隨著氧化鎂用量的增加黃藍值下降,一定范圍內這種影響接近線性。
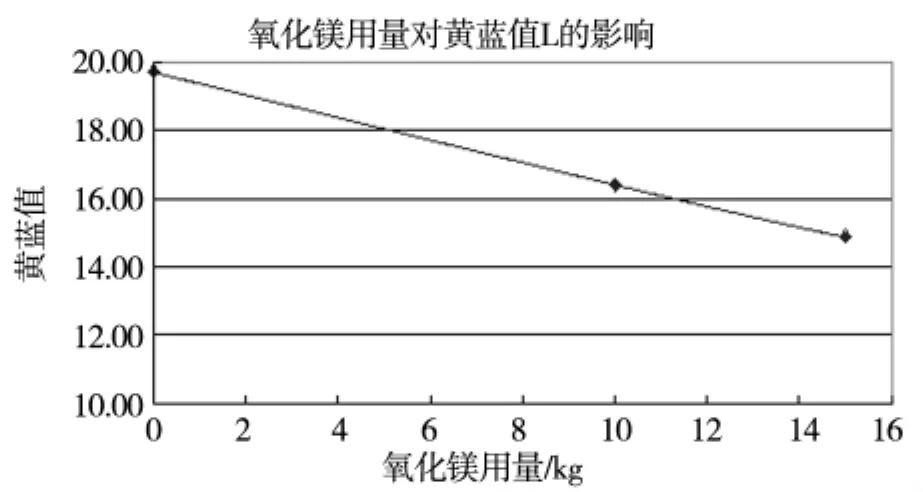
圖3
2.3.4 氧化鎂用量對產品色差(ΔE)的影響(見圖4)
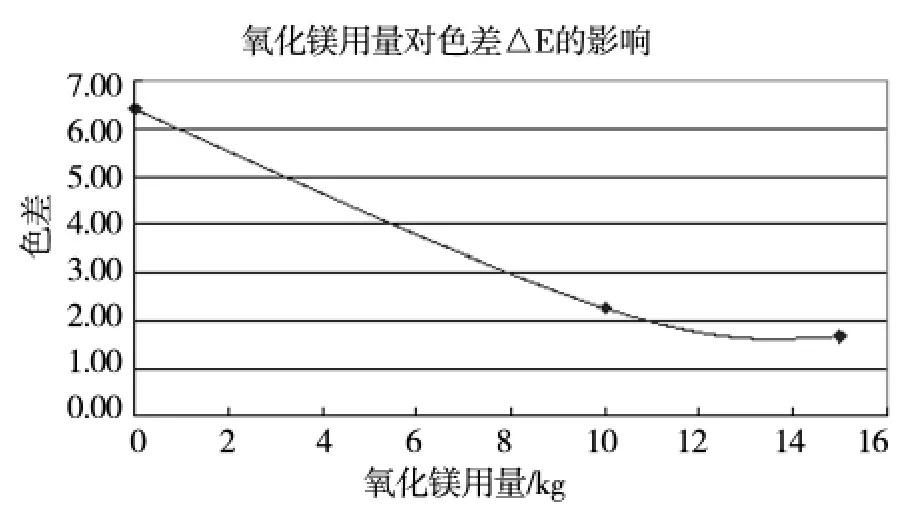
圖4
氧化鎂用量對明度值L、黃藍值b、紅綠值a這三個參數有影響,且這種影響具有一定的規律性(前面內容已經對這種規律性進行了討論),氧化鎂用量通過對L、a、b的影響而影響色差,具體總結規律如下:氧化鎂加入量過少,ABS樹脂顏色又暗又黃,色差大;氧化鎂加入量過多,b值小于標準值,且越來越偏離標準值,色差也會變大;氧化鎂對色差的影響存在一個最佳用量,若能保證SAN、HRG性能的穩定,找到這個最佳用量是有意義的,若供應的原料不穩定,則氧化鎂的最佳用量也不穩定,找最佳用量也沒有意義。
2.3.5 7kg和10kg氧化鎂加入量對色差的影響
2014年9月3日對摻混單元二期J#擠出線做實驗生產DG-417 ABS樹脂,配方中HRG、SAN和預混料比例恒定,擠出機參數和進料量恒定,預混料中氧化鎂加入量為7kg和10kg,具體實驗數據見表6:
這次試驗證明了之前總結規律的正確性,即隨著氧化鎂用量的增加,明度值L升高,紅綠值a降低,黃藍值b降低。

表6
3 結論
氧化鎂的加入量對最終ABS樹脂產品的色差有很大影響,且有一定的規律性,氧化鎂加入量過多或過少均會導致ABS樹脂色差偏大,在保證SAN和HRG兩種主要原料性能穩定時,針對不同牌號,定期對創特加料系統進行校驗,保證氧化鎂及其他助劑的加入量精確,從而保證最終ABS樹脂產品色差控制平穩。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46