網板式壓榨輥關鍵零部件設計與分析
2019-06-24 12:28:22
制造業自動化 2019年2期
關鍵詞:設計
(唐山學院 機電工程系,唐山 063000)
0 引言
壓榨機是制取堿纖維素的主機設備,其作用是將經堿浸漬后的漿粕通過壓榨作用把多余的堿壓出,同時也把半纖維素和雜質分離出來,從而得到符合工藝要求的堿纖維素[1,2]。壓榨機輥子是壓榨機中最重要的機構之一,通過兩個輥子的滾動來帶動原材料的流動并進行壓榨,因為壓榨輥的工作壓力較高,工作環境為堿液環境,工作時間長,故網板磨損大,軸承負荷大,網板易破壞發生故障。
傳統的網板式壓榨輥組裝方法為平板卷制圓弧板,壓板壓緊后人工敲擊將網板緊固于輥體上,這種方法費時費工,且輥體表面擦傷使網板能承受的轉矩較小;或采用熱裝并焊接的方法進行安裝,但焊接處易發生破壞,造成故障的發生[3]。
為解決以上問題,擬采用網板與襯板間的過盈配合保證網板與輥體的貼合,使其達到連接簡單,定心精度高,而且承載能力高,在沖擊振動載荷下也能較可靠的工作。并對所設計網板式壓榨輥的過盈配合以及關鍵部件進行有限元分析。
1 輥體設計
壓榨輥的軸體是壓榨機輥子的重要零件,其主要作用是承受工作中需要的轉矩與彎矩[4],支撐其它回轉件,并傳遞運動和動力。根據已知條件對榨輥軸體進行如下設計。
1.1 幅板設計
幅板是連接軸體與襯板的零件,幅板焊接在軸體上,對襯板起支撐作用。
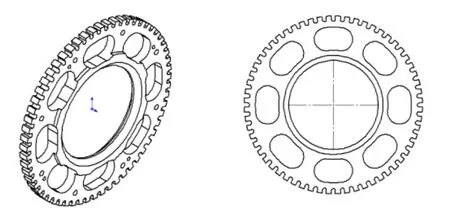
圖1 幅板結構
考慮幅板對壓榨出水份的引流作用,在幅板上設計槽口,如圖1所示,并在圓周上設計U型槽。幅板材料采用Q235,使幅板綜合性能較好,強度、塑性和焊接等性能可以得到較好的配合。
1.2 襯板設計
網板式壓輥設計結構為網孔式,鑄鋼輥體上包覆一層3mm厚的不銹鋼板(為了使網板利于卷圓成桶裝并有足夠的強度選用3mm厚的鋼板),考慮到從網板孔流下的堿液都可以從襯板的孔流下而不造成積累,根據同一尺寸上的網板孔和襯板上溝槽即孔的面積比,使襯板均勻密布φ10的孔,如圖2所示。
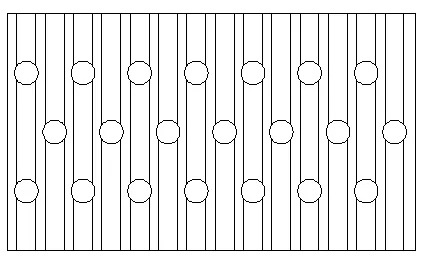
圖2 圓孔分布
在圖2中,為了減小精加工面積和利于裝配,在襯板上采用環形凸臺結構與幅板配合。為利于被擠出堿液的流動和排除,在襯板的圓周上開設環狀U型槽,在U型槽上均勻的分布著圓孔,以供堿液流入輥子內部,相鄰的兩個U型槽內的圓孔有一定的偏移角度,以防止削弱襯板的強度,且留出網板焊接處的位置。此外考慮端蓋的安裝以及與兩端幅板的可靠定位,在貼合處設置環形槽,其襯板的結構如圖3所示。
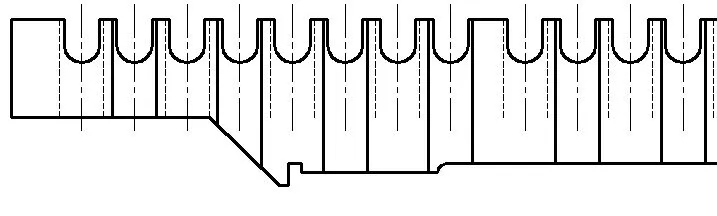
圖3 襯板結構圖
由于輥子比較長,考慮到襯板的安裝,襯板可拆分為三段,襯板與幅板之間采用過盈連接,熱裝裝配,其中兩側襯板與幅板的配合選用Φ535H8/s7,中間襯板與幅板的配合選用Φ537H8/s7,以保證中間襯板的順利裝入。襯板材料選用ZG230-450,鑄件應進行退火處理。
1.3 網板的設計
網板是壓榨的工作表面,網板與襯板之間采用過盈連接,熱裝裝配。網板材料選用0Cr19Ni9,網板外表面最終加工采用磨削,以滿足其加工精度要求。
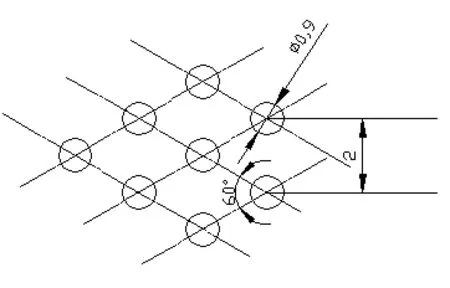
圖4 網板上圓孔分布
網板上的焊接在卷圓機上采用連續焊接,設計考慮分為11段,這些網板的11條縱向焊縫在圓周上相錯30°,同時考慮到壓榨效率和堿纖維可順利流入圓孔不造成網孔堵塞,在網板開Φ0.9的圓孔,其分布如圖4所示。
1.4 軸的設計
設計軸的傳動為一根帶有相同模數和頭數、旋向相反的蝸桿軸,帶動兩個相同模數、旋向相反的蝸輪,將動力通過鍵連接傳遞給壓輥,以保證兩輥的同步。根據電機的功率與轉速以及傳動的減速比,確定軸的材料35鋼與最小直徑190mm。由于軸承跨距較大,其工作中的熱變形會比較大,所以軸承的配置采用一端固定一端游動的方式。其固定端設有軸承調整墊,通過調整其厚度可使軋輥的位置移動以滿足兩輥間的相對位置要求。軸承型號選擇調心滾子軸承23138CCK/W33,可承受較大的徑向力和振動載荷的作用[5]。
根據軸承的支點位置確定軸的支承跨距為l=2065mm,按彎扭合成應力校核軸的強度符合材料的許用應力標準,因無較大的應力集中截面所以無需進行軸的疲勞強度校核且無大的瞬時過載及嚴重的應力循環不對稱性,故可省略去靜強度校核,確定軸的尺寸如圖5所示。
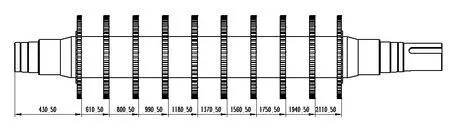
圖5 軸的基本尺寸
2 模型建立
根據設計尺寸,建立壓榨輥的三維模型如圖6所示,輥子分為端蓋、襯板、網板和軸體,軸體又包括軸和幅板。
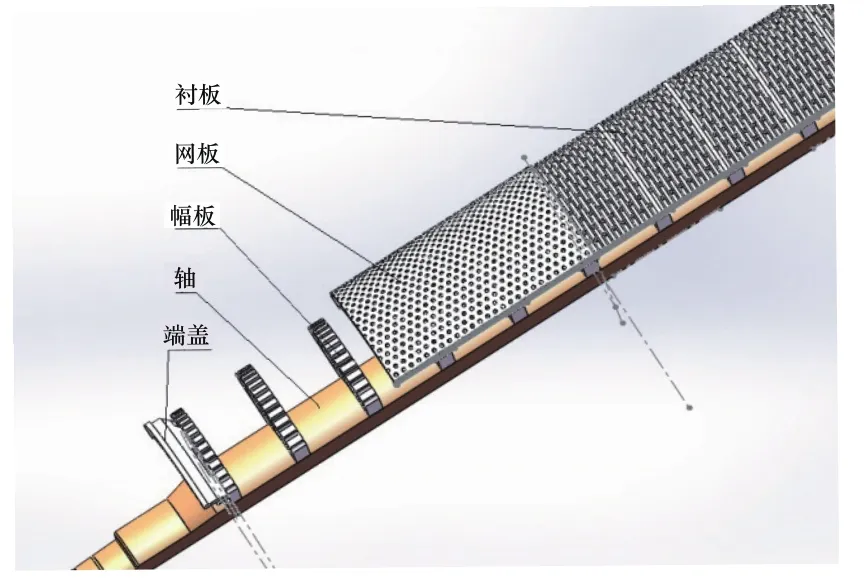
圖6 壓榨機輥子的組成
圖6中,壓榨機輥子是由實心軸以及軸上套有的幅板組成的輥體和安裝在幅板上的襯板(中部襯板上帶有連續排列的排液孔),以及最外部裝有的不銹鋼網板組成。整套輥子由調心圓柱滾子軸承支撐。兩個壓輥平行配置,轉動方向相反,堿纖維素在兩輥子間受到壓榨,壓榨后由刮刀從壓輥表面剝離,經預粉碎打手開松,再由輸送機構送入粉碎機。
采用不對稱邊界條件對模型取六分之一(模型可以分為六個相同的部分)進行簡化。選取網板長度為17mm,襯板長度26mm,襯板的外圈和網板的內圈在幾何上部分彼此重疊,重疊的部分即為過盈量,選取分析比較方便且準確度較高的設置接觸單元實常數方式進行過盈量的設置。選取襯板材料為ZG230-450,網板材料為0Cr19Ni19,設置模型材料屬性如表1所示。
根據Solid185單元具有塑性、超彈、應力剛化、大變形以及大應變等特性[6],選用Solid185單元類型來建立本例,計算時目標面和接觸面都是柔性的,將使用接觸單元TARGE170及CONTA174來模擬接觸面。網格劃分后網板與襯板的有限元模型如圖7所示。單元數116032,節點數30998。

表1 材料屬性
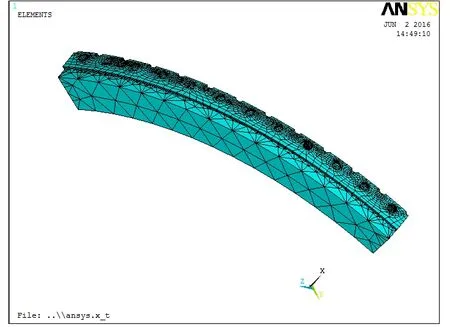
圖7 網板與襯板裝配的有限元模型
3 結果分析
選取三個不同的過盈量(0.077、0.088、0.1mm)進行分析,其在最小過盈時的總位移圖如圖8所示,由圖可見在截斷面處會有應力集中現象,總位移最大可達0.14×10-3。
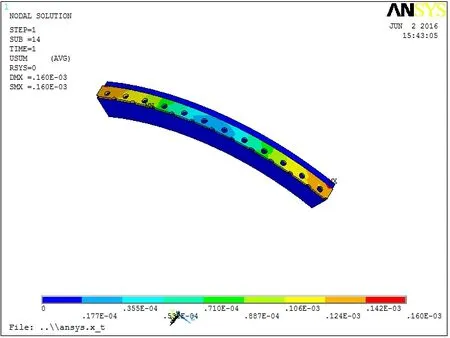
圖8 節點總位移圖
沿襯板與網板過盈配合面處圓周方向順序平均選取5個節點,根據表中結果計算網板與襯板在三個過盈量時Von Mises等效應力與切向位移變化量,如表2所示。
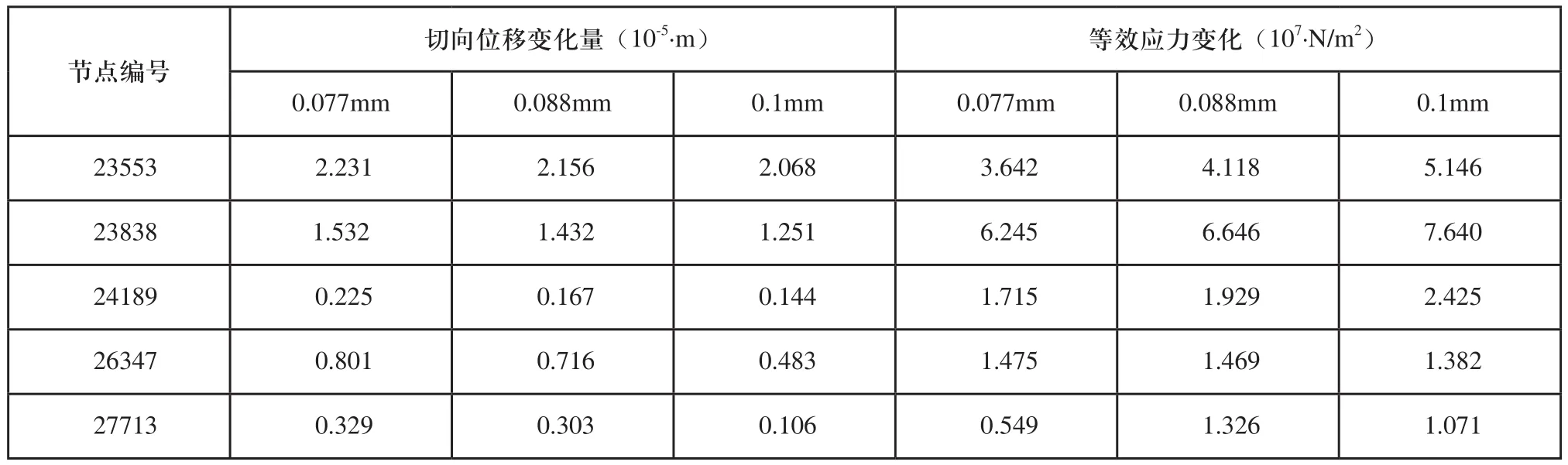
表2 節點切向位移與等效應力變化量
切向位移隨過盈量的變化如圖9所示,Von Mises等效應力隨過盈量的變化如圖10所示。
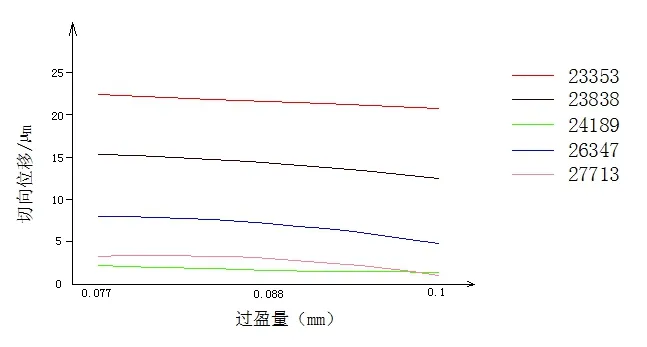
圖9 節點切向位移隨過盈量的變化
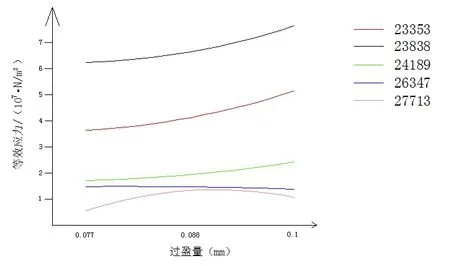
圖10 節點Von Mises等效應力隨過盈量的變化
由圖9與圖10可知,網板最外層節點在力矩不變的情況下,其切向位移呈減小趨勢,且變化率逐漸變大。而其Von Mises等效應力則與節點的位置有關,在應力比較集中的區域應力呈增大趨勢,在應力比較小的區域則按先增大后減小的趨勢變化。
將幅板的內表面全約束;在幅板的半個外表面加徑向壓強。根據壓榨機壓榨力F=1.5×105N,幅板個數為10,幅板半徑r=268.5mm,幅板厚度t=36mm,得到幅板的Von Mises等效應力如圖11所示,總位移變化如圖12所示。
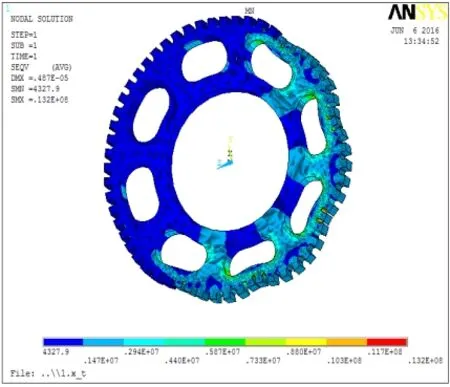
圖11 幅板Von Mises等效應力
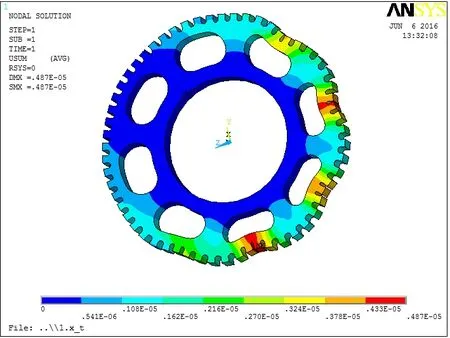
圖12 幅板總位移變化
由圖可知幅板的等效應力最大值為13.2MPa,遠小于幅板的屈服強度390MPa,因此幅板并不會被破壞;最大位移發生在加載力為對稱軸的5點與7點方向,最大值0.48×10-5mm,在允許范圍內,所以幅板的設計滿足要求。
4 結論
根據壓榨輥的靜力學分析,驗證了設計中提出的網板式結構和過盈連接的可行性。結論如下:
1)過盈連接可以替代以前的焊接,來保證網板與襯板的位置關系,選擇網板與襯板過盈量時,應在網板不被破壞的前提下選擇較大的過盈量,以減小切向位移引起的焊縫處的破壞;
2)得到了網板與襯板不同過盈量下切向位移與等效應力變化趨勢,等效應力在應力比較集中的區域應力呈增大趨勢,在應力比較小的區域則按先增大后減小的趨勢變化;
3)得到了幅板應力與切向位移的最大數值與發生位置,滿足設計要求。
本設計對網板與襯板的最優過盈量以及網板孔的最優尺寸有待進一步準確的設計和分析,在以后的工作中繼續進行優化設計,以達到最優的設計效果。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
