貯箱結構用2A14和2219鋁合金的特性研究與分析
2019-07-11 07:23:08鄢東洋郭彥明董曼紅吳會強
導彈與航天運載技術 2019年3期
鄢東洋,郭彥明,董曼紅,吳會強,張 鷺
(北京宇航系統工程研究所,北京,100076)
0 引 言
從運載火箭推進劑貯箱的發展歷程來看,其結構選材可分為3代:第1代是鋁鎂合金,以5052、5A06、AMГ6為代表;第2代是鋁銅合金,以2A14和2219為代表;第3代是鋁鋰合金,以2195,1460為代表[1]。
目前中國運載火箭推進劑貯箱的選材正處于第 2代,成熟火箭型號的貯箱材料以2A14鋁合金為主,而在研的新型中型運載火箭的貯箱材料以2219鋁合金為主[2]。2A14和2219都是高強的可焊型鋁合金,在國外液體運載火箭等航天器的推進劑貯箱上均有成熟應用。雖然2A14和2219鋁合金均可作為貯箱主體結構材料,但兩者在材料特性上存在較明顯差異,準確掌握這些特性差異,新研貯箱根據其實際制造和使用情況選擇適宜的結構材料具有重要意義。
值得注意的是,為了使中國變形鋁及鋁合金牌號的表示方法與國際通用方法保持一致,在制定GB/T 16474-1996《變形鋁及鋁合金標牌號表示方法》時,將中國部分原有鋁合金牌號按照國際四位數字體系牌號進行了對照和更新,其中舊牌號L10鋁合金對應新牌號2A14鋁合金,舊牌號LY19或147鋁合金對應新牌號2219鋁合金。同時,雖然牌號同為2A14和2219,但國內外的鋁合金在成分和性能方面仍稍有差異,本文對這兩種鋁合金特性的介紹以中國材料為對象。
1 2A14和2219鋁合金在國內外貯箱結構上的應用情況
由于2A14和2219鋁合金在力學性能、可焊性、加工性等方面的綜合性能較好,在貯箱結構上得到了廣泛應用。表1列舉了美國、法國、日本部分曾經使用或正在使用2A14和2219鋁合金制造液體推進劑貯箱的火箭型號[1]。美國早期的一些火箭型號的推進劑貯箱主要選用2A14鋁合金,但受制于當時的焊接水平,同時2A14鋁合金在熔焊過程中易產生焊接熱裂紋,逐漸被2219鋁合金所取代。中國對2A14鋁合金成功應用于航天領域做出了突出貢獻,通過兩面3層焊工藝創造性地解決了該合金的熔焊熱裂紋敏感問題,使其廣泛應用于中國的運載火箭型號推進劑貯箱[3]。雖然2A14鋁合金的焊接熱裂問題得到了解決,但工序復雜,焊接缺陷現象嚴重,為提高運載火箭貯箱的生產效率、降低成本、提高產品質量可靠性、增加在國際發射市場的競爭力,新研火箭型號的推進劑貯箱普遍選用2219鋁合金。
2 2A14和2219鋁合金的化學成分
2A14和2219鋁合金都是以銅為主要合金元素的鋁合金,兩者的化學成分對比見表2。從表2中數據可以看出,兩者化學成分類似,主要差異表現在銅、硅、鐵、鎂等主要摻雜合金元素的質量分數不同。這一差別是導致兩種鋁合金在焊接特性、力學特性以及熱處理強化特性等方面存在差異的根本原因。
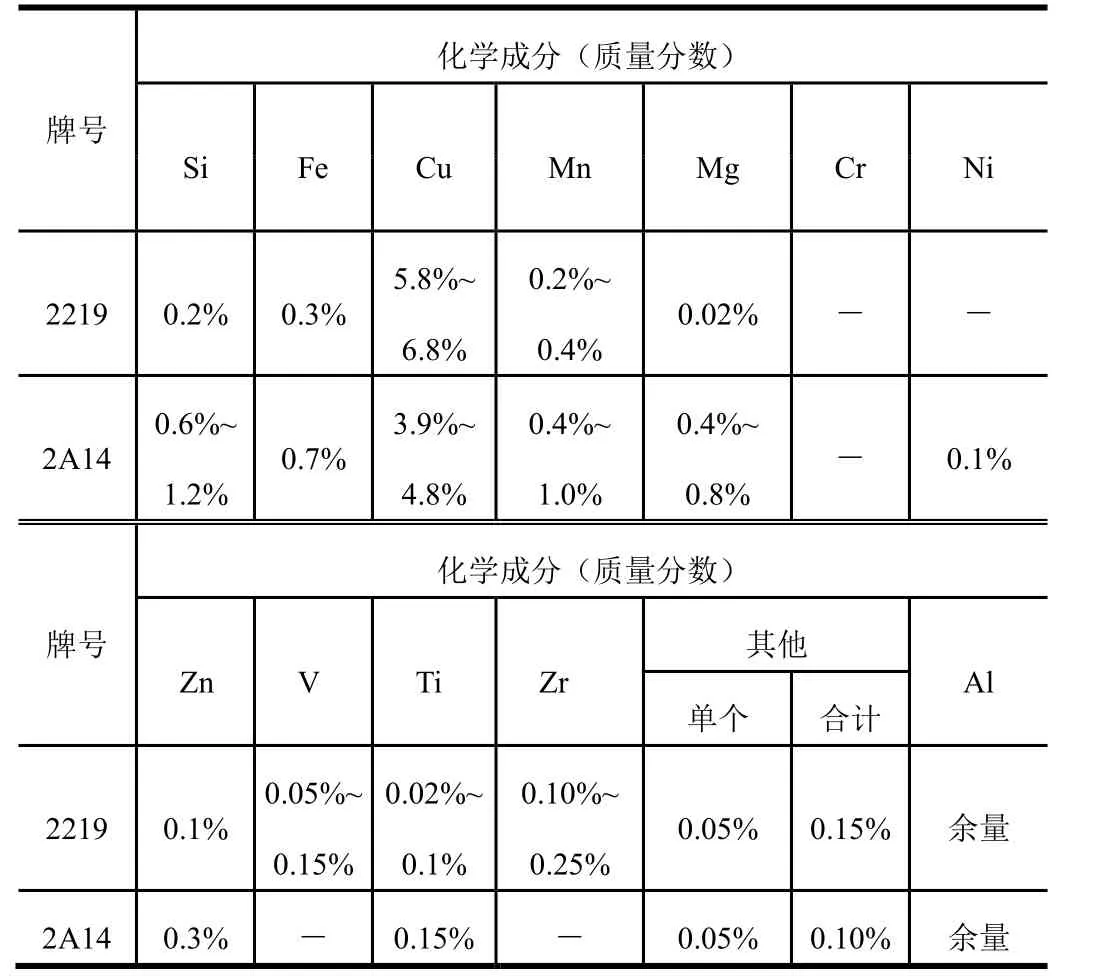
表2 2A14和2219鋁合金的化學成分1)Tab.2 Chemical Constituents of 2A14 and 2219
3 2A14和2219鋁合金的力學性能
航天用2A14和2219鋁合金板材的性能指標要求見表3。
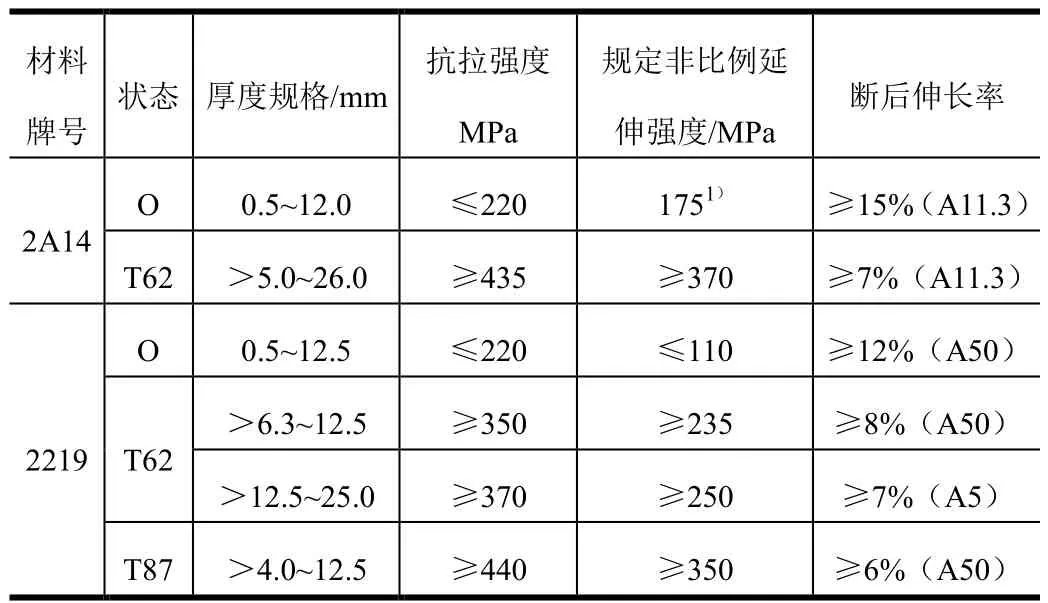
表3 航天用2A14和2219鋁合金板材的常溫力學性能Tab.3 Mechanical Properties of 2A14 and 2219 in Room Temperature
從表3中可以看出,兩種鋁合金在力學性能方面存在以下特點:
a)O態2219鋁合金拉伸強度與O態2A14鋁合金相當,但屈服強度明顯偏低;
b)T62態2219 鋁合金的拉伸強度、屈服強度以及屈強比都顯著低于T62態2A14鋁合金;
c)T87態2219鋁合金力學性能數據和T62態2A14鋁合金相當。
成分差異是導致2A14鋁合金和2219鋁合金力學性能差異的根本原因。2A14鋁合金中Mg含量較高,2219鋁合金中較低,而Mg是一種分子量較小(原子直徑小)的摻雜合金元素,在合金中起固溶強化作用,且該作用受熱處理影響不明顯。基于此,O態和T62態2A14鋁合金的強度均明顯高于2219鋁合金。2219鋁合金中V,Ti和Zr等合金元素的存在能降低溶質元素的擴散系數,減緩其自然時效過程,而 2A14鋁合金由于缺乏上述元素,其自然時效作用明顯。因此,對于2219鋁合金板材,在固溶處理之后有充足的時間進行冷變形強化作用,然后再進行人工時效處理;而對于2A14鋁合金板材,在固溶處理之后,板材在自然條件下就開始時效,力學性能迅速升高,難以對其進行冷變形強化處理,所以2A14鋁合金板材一般沒有T8態。對2A14鋁合金,其強化機制是熱處理強化(時效強化),即通過固溶作用形成過飽和固溶體,并產生一定數量的位錯和空位,材料力學性能有一定程度提高,然后再通過自然時效或人工時效過程使過飽和固溶體析出強化相,材料性能進一步提高,時效過程中通過固溶產生的位錯和空位將作為析出強化相的形核質點。對于2219鋁合金,其強化機制是形變熱處理強化,即通過固溶作用形成過飽和固溶體,并產生一定數量的位錯和空位,材料力學性能有一定程度提高,然后通過冷變形作用使材料中位錯和空位的密度更高,材料力學性能進一步提高,最后通過人工時效使過飽和固溶體以位錯和空位為核心析出強化相,材料力學性能再次提高,由于位錯和空位密度高,析出的強化相更彌散。冷變形作用能明顯提高鋁合金的屈服強度,因此對于T62態和T87態2219鋁合金,T87態不僅拉伸強度和屈服強度都提高,屈強比也提高。
4 2A14和2219鋁合金的焊接特性
4.1 焊接方法的適應性
2A14和2219鋁合金目前在航天領域都得到了廣泛應用,其焊接工藝的研究一直都是熱點。表4是不同焊接工藝在T62態2A14鋁合金板材和T87態2219鋁合金板材上施焊的試驗結果。

表4 航天用2A14和2219鋁合金板材的常溫力學性能Tab.4 Mechanical Properties of Weld Joint for 2A14 and 2219 with Different Welding Method
從接頭拉伸強度和延伸率兩方面進行綜合評價,能量密度集中的熔焊方法和不填絲的熔焊方法都不適用于2A14鋁合金,主要體現在焊接接頭延伸率偏低或裂紋傾向嚴重,而目前工程上常用的焊接工藝方法均適用于2219鋁合金。
4.2 熔焊接頭特性
在推進劑貯箱的制造中,用于2A14鋁合金熔焊的焊絲為BJ-380(低溫貯箱)和BJ-380A(常溫貯箱),用于2219鋁合金熔焊的焊絲為2325。對貯箱產品生產實踐中的T87態2219鋁合金和T62態2A14鋁合金熔焊接頭性能的相關研究結果進行統計和歸納,如表 5所示。
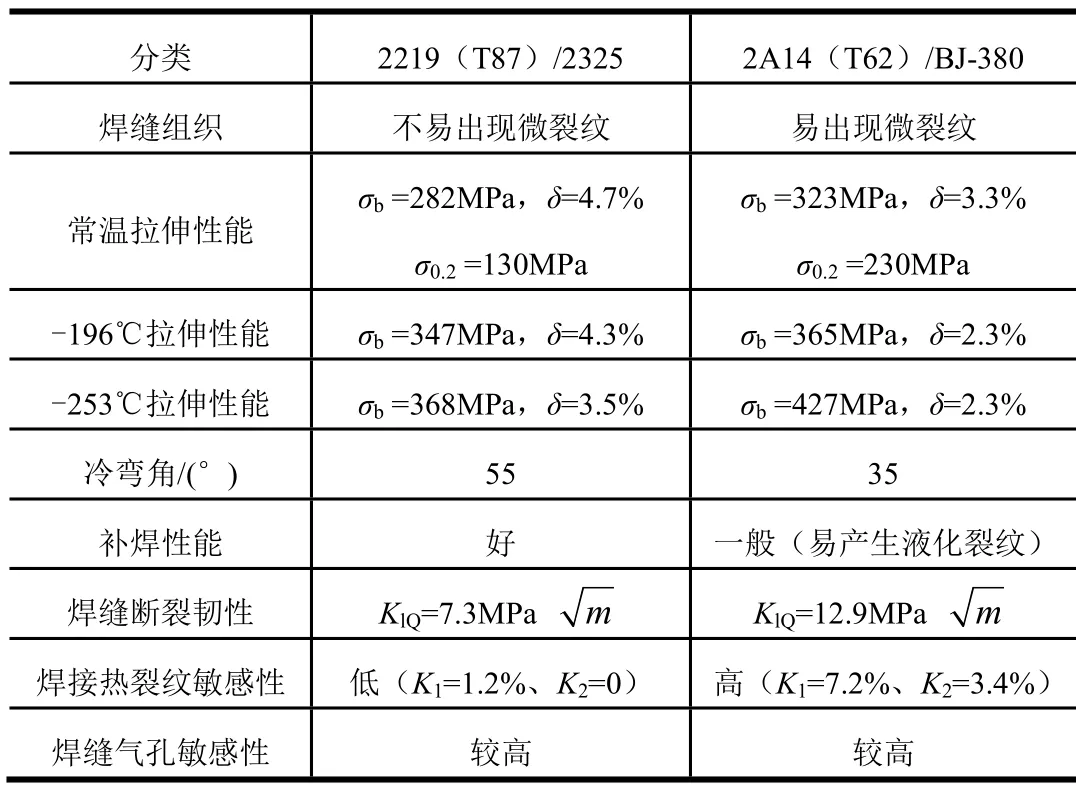
表5 2A14和2219鋁合金的熔焊接頭特性Tab.5 Characteristics of Fusion Weld Joint of 2A14 and 2219
統計結果顯示,2A14鋁合金和2219鋁合金熔焊接頭的綜合性能有如下特點:
a)2219鋁合金的焊接熱裂紋敏感性低于2A14鋁合金。
鋁合金焊接裂紋通常分為結晶裂紋、液化裂紋和存放裂紋3類[5]。結晶裂紋是熔池金屬凝固過程中低熔點共晶最后凝固導致液膜因收縮被拉開而形成的裂紋,形貌如圖1所示,敏感性用K1表征。
圖1 鋁合金熔焊后的結晶裂紋形貌示意Fig.1 Solidification Crack in Fusion Welding Joint of Aluminium Alloy
液化裂紋是熔合線外側的母材在焊接加熱時晶界低熔點共晶物聚集、熔化,但母材晶粒未熔化,冷卻時在焊接應力作用下熔化的低熔共晶物液膜被拉開形成的裂紋,其形貌如圖2所示,敏感性用K2表征。
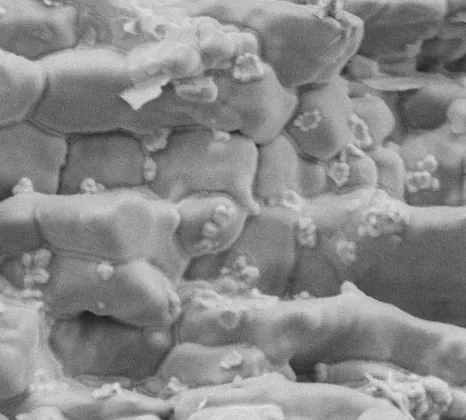
圖2 鋁合金熔焊后的結晶裂紋形貌示意Fig.2 Liquation Crack in Fusion Welding Joint ofAluminium Alloy
存放裂紋是以原有焊接微裂紋為源,在長期存放過程中以應力腐蝕開裂模式或在內部殘余應力作用下發生擴展形成的裂紋。中國的航天推進劑貯箱制造質量標準要求焊接接頭不允許存在裂紋,但經過多年空貯存放的 2A14鋁合金貯箱在返廠檢查時通常能在焊縫區發現裂紋,如圖3所示。

圖3 2A14鋁合金貯箱的存放裂紋示意Fig.3 Crack Occurred in the Tank of 2A14 after Storing
分析認為:2A14鋁合金焊縫內易產生張開位移較小、超出X光檢測靈敏度的微裂紋,這些微裂紋在貯箱存放過程中受其他因素影響逐漸擴展,演變為宏觀的存放裂紋。一般將這種微裂紋稱為潛藏裂紋,通過觀察其位置和形貌,認為潛藏裂紋一般是焊接液化裂紋,而這種裂紋在2A14鋁合金補焊接頭中極易出現。
從2A14和2219兩種鋁合金的熔焊試驗結果來看,2219鋁合金焊接熱裂紋敏感性明顯低于2A14鋁合金,主要體現在:2219鋁合金焊接凝固裂紋敏感性較低(K1=1.2%),幾乎沒有液化裂紋敏感性。目前,貯存時間已接近10年的貯箱結構經檢查均未發現有存放裂紋現象,至今未見關于2219鋁合金熔焊接頭出現存放裂紋的報道。
b)2219鋁合金熔焊接頭強度低于2A14鋁合金,但延伸率更高。
雖然T87態2219鋁合金和T62態2A14鋁合金母材的力學性能相當,但熔焊接頭的力學性能卻差異明顯。從常溫性能測量數據來看,2219鋁合金接頭的強度比2A14鋁合金低,其中拉伸強度相差40 MPa,屈服強度的差距更大,達到近100 MPa,但2219鋁合金熔焊接頭的延伸率明顯高于2A14鋁合金,差距在1.5%左右。低溫下,兩種鋁合金熔焊接頭的力學性能也存在同樣的對比規律。導致熔焊接頭性能存在明顯差異的根本原因仍然是兩種鋁合金的成分差異。熔焊過程中,近縫區由于受焊接熱循環的影響存在固溶區,形成過飽和固溶體,由于 2A14鋁合金對自然時效較敏感,固溶區發生自然時效,過飽和固溶體析出形成強化相,使得拉伸強度和屈服強度均較高,而2219鋁合金對自然時效不敏感,固溶區不會發生自然時效,所以保持了固溶狀態的性能,即拉伸強度和屈服強度較低。2219鋁合金接頭的延伸率更高,所以冷彎角也更大。
c)2219和2A14鋁合金的氣孔敏感性均較高。
鋁合金熔焊接頭中的氣孔大部分是氫氣孔,而氫主要來源于焊絲和母材表面吸附的水分、保護氣體中的水分以及周圍環境中的水分。氫在鋁合金液、固狀態下的溶解度相差近20倍,因此在鋁合金焊縫凝固過程中氫會大量析出而形成氣泡,而鋁合金的密度小,氣泡在熔池中上升速度較慢;同時由于鋁合金的導熱系數大、焊縫冷卻凝固速度快,液體狀態下的停留時間短,不利于氣泡浮出,最終殘留在焊縫中形成氣孔缺陷。2219鋁合金熔焊接頭中極易在熔合區形成密集的微氣孔[6,7]。
5 2A14和2219鋁合金的其他制造特性
在推進劑貯箱制造過程中,除了焊接以外,機械加工、成型(鈑金、沖壓、旋壓、拉深、拉形、輥彎)、化銑都是常用工藝。對于機械加工和不涉及熱處理的成型工藝,從實際工程實踐效果來看,2A14和 2219兩種鋁合金沒有明顯差異。但對于化銑和涉及熱處理過程的成型工藝,兩種鋁合金差異明顯。
5.1 涉及熱處理的成型工藝
由于2219鋁合金在固溶后的自然時效過程極慢,幾乎不受停放時間的限制,所以2219鋁合金零件的成型可放在固溶之后完成,即使在固溶前進行成型,也能在固溶之后對零件進行充分的矯形,以此來保證零件的型面精度。2A14鋁合金在這方面的加工性能較差,因為其固溶后自然時效速度較快,零件原材料性能迅速提高,成型和矯形過程都非常困難。因此,對涉及熱處理的成型工藝來看,2219鋁合金優于 2A14鋁合金。例如在O態下通過旋壓成型的零件,如果原材料是2219鋁合金,則在固溶熱處理后可以很方便進行整形,但如果原材料是 2A14鋁合金則整形效果較差,那么在人工時效處理之后,原材料是2219鋁合金的零件的加工型面精度更高。
5.2 化學銑切工藝
化學銑切是鋁合金材料零件制造中一種常用的去除材料的工藝方法,是利用化學試劑腐蝕去除結構上的部分材料。化學銑切所用的槽液一般由腐蝕劑(氫氧化鈉)、老化劑(溶解鋁)、添加劑 3類成分組成。對于2A14鋁合金,化學銑切時不需要使用添加劑[8];但對于2219鋁合金,要保證零件銑切后表面平整和光滑,則在化學銑切時必須配以一定含量的添加劑,且槽液中腐蝕劑和老化劑兩種組分的含量范圍明顯窄于2A14鋁合金[9]。此外,對于2219鋁合金零件,比如貯
箱的箱底瓜瓣,通常采用預拉—淬火—補拉—時效處理的制造工序,如果預拉時變形量選取不合理,超過了2219鋁合金材料的臨界變形范圍(約4%~10%),則在隨后的淬火保溫過程中,材料會發生再結晶和晶粒長大,從而在化學銑切后呈現出表面粗糙的現象,如圖4所示,而粗糙表面會對后續工藝如粘接、噴漆、陽極化的質量造成影響。
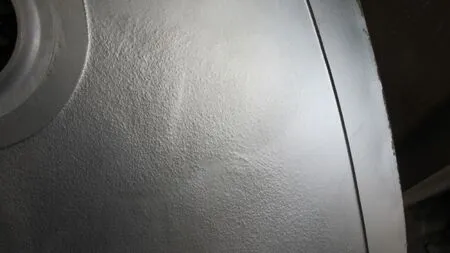
圖4 過度冷變形的2219鋁合金在化銑后顯現的表面粗糙現象示意Fig.4 Rough Surface of 2219 after Excessive Cold-forming and Chemical Milling
2A14鋁合金材料的臨界變形范圍更大(約7%~15%),一般成型過程中材料的變形量都小于其臨界變形范圍,所以在化學銑切過程出現粗晶現象的情況較少。從這點來看2A14鋁合金的化學銑切工藝適應性好于2219鋁合金。但2219鋁合金也有自身的化學銑切特點,其浸蝕比小,可以明顯減小化銑網格壁板的廢重,對減輕結構重量有利。
6 結束語
2A14鋁合金和2219鋁合金在國內外均被廣泛用于制造液體運載火箭推進劑貯箱中,但2種合金在特性上存在較明顯差異,同時兩種合金在中國的研究和使用成熟度上也存在差異。材料的特性對比分析發現,2A14鋁合金具有母材和焊接接頭拉伸強度更高、只通過熱處理就能實現性能強化的優勢,但也存在熔焊接頭延伸率更低、熔焊熱裂紋敏感性更高、易發生潛藏裂紋和存放裂紋等不足;而2219鋁合金具有熔焊和成型工藝性更好的優勢,存在力學性能尤其是屈服強度相對較低的不足。從制造工藝性和貯箱產品質量可靠性角度來看,用2219鋁合金代替2A14鋁合金具有明顯優勢,也與歐美等國貯箱材料更替規律相符合。同時2219鋁合金及其焊接接頭具有更高的塑性,適合貯箱結構在低溫條件下的承載,所以中國新型中型運載火箭均選擇2219鋁合金作為貯箱主結構材料。但2219鋁合金在中國航天領域還可以算是新材料,材料研發和制造工藝研究的歷史不足20年,真正開始廣泛應用于推進劑貯箱的時間不足10年,目前成功飛行的試驗數據仍偏少,并且在地面試驗中也暴露出一些因材料認識不充分而導致的問題。這些問題的出現說明中國對2219鋁合金材料的研究和應用成熟度仍然偏低,有關材料和工藝的基礎研究還應繼續加強。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
