圓柱滾子軸承保持架兜孔拉削工裝優化設計
2019-07-22 01:58:14李迎麗徐雷杜杰
軸承 2019年6期
李迎麗,徐雷,杜杰
(1.中國航發哈爾濱軸承有限公司,哈爾濱 150036;2.中國人民解放軍駐哈爾濱軸承集團公司軍事代表室,哈爾濱 150036)
航空軸承領域持續并迫切開展的工作是順應航空軸承性能和壽命不斷提高的要求,優化保持架制造技術,不斷提升保持架精度。兜孔的位置精度及精度一致性直接影響保持架的使用性能[1]。圓柱滾子軸承保持架通常采用臥式拉床進行加工,加工過程中多次拆裝會產生累積定位誤差[2],從而影響兜孔位置精度及精度一致性。減少裝夾次數對提高圓柱滾子軸承保持架兜孔位置精度及精度一致性,改善保持架表面質量,具有非常重要的意義[3]。
為此,優化設計保持架的兜孔拉削工裝結構,以實現一次裝夾完成單件保持架全部兜孔的拉削加工。
1 原加工技術分析
兜孔加工是圓柱滾子軸承保持架制造的核心技術[4],兜孔軸向、周向位置精度是評價保持架制造質量的關鍵指標,直接影響軸承的使用性能和壽命。
1.1 加工技術現狀
圓柱滾子軸承保持架加工方法:通過鉆、銑削形成預制孔,預制孔再經過拉削后形成保持架兜孔[5],拉方孔工裝如圖1所示。待拉削的保持架以內徑面、基面與工件座配合,將蓋板壓在保持架非基面上,即完成保持架的安裝。

圖1 拉方孔過程簡圖Fig.1 Diagram of broaching process for square hole
拉削保持架兜孔時,將拉刀插入一對預制孔中,把拉刀卡子插入拉刀卡口及拉頭中,轉動扳手帶動旋緊螺桿將保持架預緊。啟動拉床后,隨著拉刀自動找正,迅速轉動扳手帶動旋緊螺桿壓緊蓋板,拉刀通過保持架后即完成一對兜孔拉削加工。取下拉刀,反向轉動扳手松開旋緊螺桿,移開蓋板,轉動保持架,保證下一對待拉削兜孔對準機床主軸方向。重復多次上述過程,完成全部兜孔的拉削加工。
1.2 存在問題
多次裝、拆保持架,難以避免拉削加工產生的金屬切屑塞入到保持架底部,對保持架拉削精度及表面質量產生影響:
1)保持架底部被墊起,拉削兜孔時保持架定位精度受到影響,導致兜孔位置精度不穩定。
2)保持架端面被切屑硌傷,不能滿足產品要求。
2 優化后加工技術
2.1 加工技術
為克服現有拉削工藝對保持架兜孔加工精度及保持架端面質量的影響,優化拉方孔工裝結構,完善兜孔拉削加工方法。
保持架拉方孔工裝優化后結構如圖2所示。將待拉削的保持架內徑面與定位座內止口配合,將定位銷插入保持架的任意一個預制孔,一對待拉削的預制孔便處于與拉床主軸共線的位置,將拉刀插入這對預制孔并通過卡子與拉頭良好連接。蓋板壓在保持架上端面,轉動旋緊桿使壓桿壓緊壓塊,通過軸承壓緊蓋板,啟動拉床完成一對兜孔的拉削加工。拔出定位銷并轉動定位座,將定位銷插入下個相鄰的預制孔,完成第2對孔的拉削加工,如此循環完成保持架全部兜孔加工。
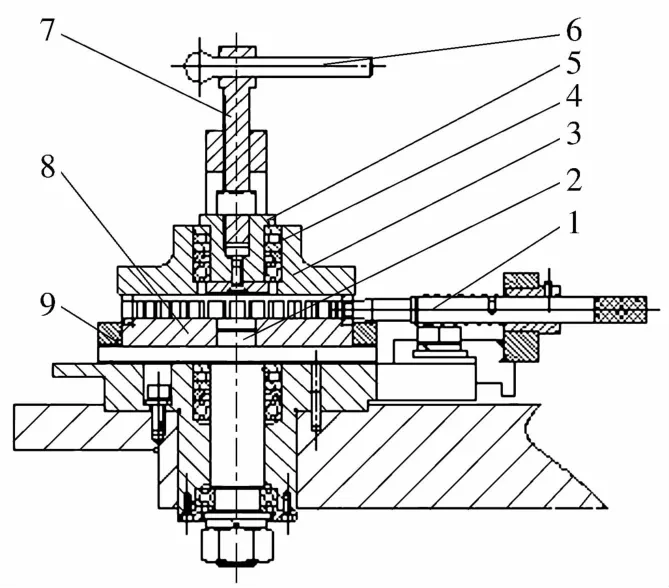
圖2 保持架拉方孔工裝優化設計結構Fig.2 Optimal design structure of broaching device for square hole of cage
2.2 優點
1)采用定位銷結構定位,保證保持架兜孔軸向、周向位置精度及其穩定性。
2)拉削過程中切屑無法塞入保持架底部,避免保持架端面被切屑硌傷,保證了產品外觀質量。
3)將多次拆裝轉變為一次裝夾加工,提高了加工效率。
3 試驗驗證
分別采用2種加工方法拉削XX型保持架,兜孔位置精度參數(圖3),兜孔底面對基面平行度f、兜孔軸向/周向位置度(b/e)、兜孔橫梁對基面垂直差h與國外同類保持架兜孔位置精度測量值對比見表1。
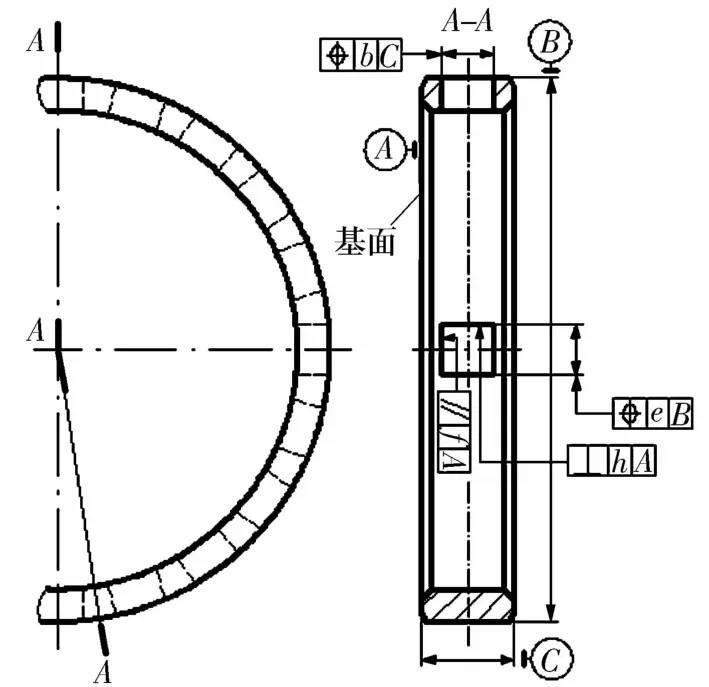
圖3 保持架兜孔位置精度圖Fig.3 Positional precision diagram of cage pocket

表1 XX型保持架與國外同類保持架兜孔位置精度對比Tab.1 Comparison of positional precision for pocket of XX type cage and foreign similar cage mm
4 結束語
優化設計保持架拉方孔工裝后,減小了保持架兜孔拉削過程產生的安裝及定位誤差,將圓柱滾子軸承保持架兜孔位置精度(表1)關鍵技術指標整體提升了30%~40%,接近甚至達到國外同類保持架的水平,同時改善了兜孔端面表面質量,對提高軸承性能及可靠性具有重要意義。
