CFRP銑削有限元模型建立及切削力仿真分析
2019-07-23 09:32:28楊振朝楊福杰肖繼明元振毅
宇航材料工藝 2019年3期
楊振朝 楊福杰 肖繼明 元振毅 李 言
(西安理工大學機械與精密儀器工程學院,西安 710048)
文 摘 為探索碳纖維增強樹脂基復合材料(CFRP)銑削加工過程中切削力與工藝參數之間的映射關系,建立CFRP銑削加工有限元仿真模型并對切削力進行分析。基于ABAQUS軟件通過定義材料屬性、材料失效模型、纖維鋪層數和纖維方向建立了CFRP銑削加工二維有限元仿真模型,并對該模型進行了實驗驗證。基于該模型,分析了切削力與纖維方向角、銑削速度、每齒進給量和刀具前角等工藝參數之間的映射關系。仿真結果表明:纖維方向角從0°增大到90°,切削力呈現降低趨勢,而纖維方向角從90°增大到180°,切削力呈現增大趨勢。隨著切削速度和每齒進給量的增大,切削力隨之增大,而隨著刀具前角增大,切削力隨之減小。
0 引言
碳纖維增強樹脂基復合材料(CFRP)以其比強度和比模量高、耐腐蝕性能好等特點,在航空航天領域應用越來越廣泛[1-2]。CFRP 常用熱壓釜、模壓、纖維纏繞等方法進行塑性成型,但是為了滿足尺寸公差、表面質量等方面的要求,車削、銑削、鉆孔等機械加工也是必不可少的后續加工方式[3-4]。由于CFRP的各向異性、非均質性等特征使得切削加工困難,在加工過程中特別容易造成分層、撕裂等損傷,進而降低結構件的疲勞性能和強度[5-6]。
大量研究表明,切削力是CFRP 材料切削加工中產生分層的主要原因,適當的控制切削力可以有效降低分層等表面缺陷[7]。CFRP材料切削過程中纖維方向角、切削參數、刀具幾何參數等因素對切削力具有重要影響。國內外學者對CFRP 切削過程的切削力進行了大量的研究工作,研究方法有解析法、模擬法和實驗法。JAHORMI 等[8]提出使用能量法建立一個理論模型來預測單向CFRP 復合材料加工過程的切削力,結果表明纖維方向角在90°~180°,刀具前角越大,切削力越大。RENTSCH 等[9]用隱式的宏觀模型和顯式的微觀模型來模擬CFRP 切削過程,結果表明仿真計算出的切削力遠遠小于實驗數據,原因主要是當有限元中的元素達到了漸進損傷模型的最大損害值,有限元中的元素就會因承受不了負載而被刪除。ABENA 等[10]提出了一種正交加工單向(UD)CFRP 層壓板時,在二維顯式有限元模擬中表征界面區域的新方法,并通過實驗驗證了不同纖維取向(45°、90°、135°)對預測切削力和推力的影響。秦旭達等[11]用ABAQUS建立了CFRP 正交切削模型,分析了切削過程中四個纖維角度的應力特征并觀察了加工表面。王福吉等[12]通過實驗研究了CFRP 切削加工過程中切削參數對切削力的影響規律,研究發現進給量對切削力影響最大,建議在較高切削速度和較低的進給量下可以獲得較低的切削力。
從以上研究可以看出,國內外學者對于CFRP 的切削力已經做了廣泛的研究,但是由于CFRP 自身結構復雜,性質為各向異性,其鋪層方式和纖維角度也是多種多樣,在不同鋪層方式以及不同纖維方向角下切削力表現不同,關于切削力的研究仍然是熱點研究方向,尤其國內在CFRP 切削仿真領域目前處于起步階段,因此通過有限元仿真進一步對CFRP 切削力進行研究,依然具有很重要的意義。本文基于ABAQUS 軟件通過定義材料屬性、材料失效模型、纖維鋪層數和纖維方向建立了CFRP 銑削加工二維有限元仿真模型,基于該模型,分析了切削力與纖維方向角、銑削速度、每齒進給量和刀具前角等參數之間的映射關系,擬為CFRP 銑削過程中切削力控制和參數優化提供依據。
1 CFRP切削有限元模型的建立
目前關于復合材料的建模方法主要有宏觀和微觀兩種,宏觀方法大多用來研究仿真中的切削力以及宏觀破壞模型,微觀方法大多用來研究纖維斷裂以及纖維與機體之間的破壞機理[13]。由于本文主要研究切削過程中切削力變化,故采用宏觀方法建模。
1.1 材料屬性
仿真材料為T300/5222A碳纖維增強環氧樹脂復合材料,碳纖維為單向排列,仿真模型中定義每個方向CFRP材料性能參數如表1所示。

表1 CFRP材料性能參數Tab.1 Material properties of CFRP
刀具材料選用WC 硬質合金,其密度ρ為14.9 g/cm3,泊松比ν=0.2,彈性模量E=0.8 GPa。
1.2 材料失效模型
在CFRP 切削時,材料的失效模型對切削仿真結果的準確性有著至關重要的影響,國內外學者通過不斷的實踐和分析,認為Hashin 準則適用于脆性材料仿真,且對材料的損傷、破壞等仿真較為準確[14-15]。因 此,本 文 在CFRP 銑 削 仿 真 時,選 用Hashin 準則。就CFRP 材料切削加工而言,失效模型能否適用時,主要考慮纖維拉伸斷裂、纖維壓縮屈服、基體開裂和基體壓潰等四種形式。纖維在應力下的失效準則如表2所示。
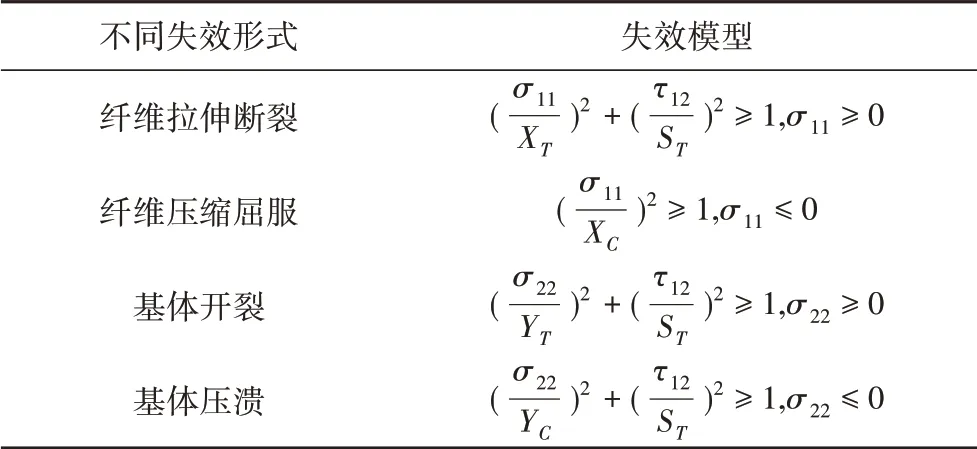
表2 纖維在應力下失效準則1)Tab.2 Fiber failure criteria
1.3 仿真模型建立
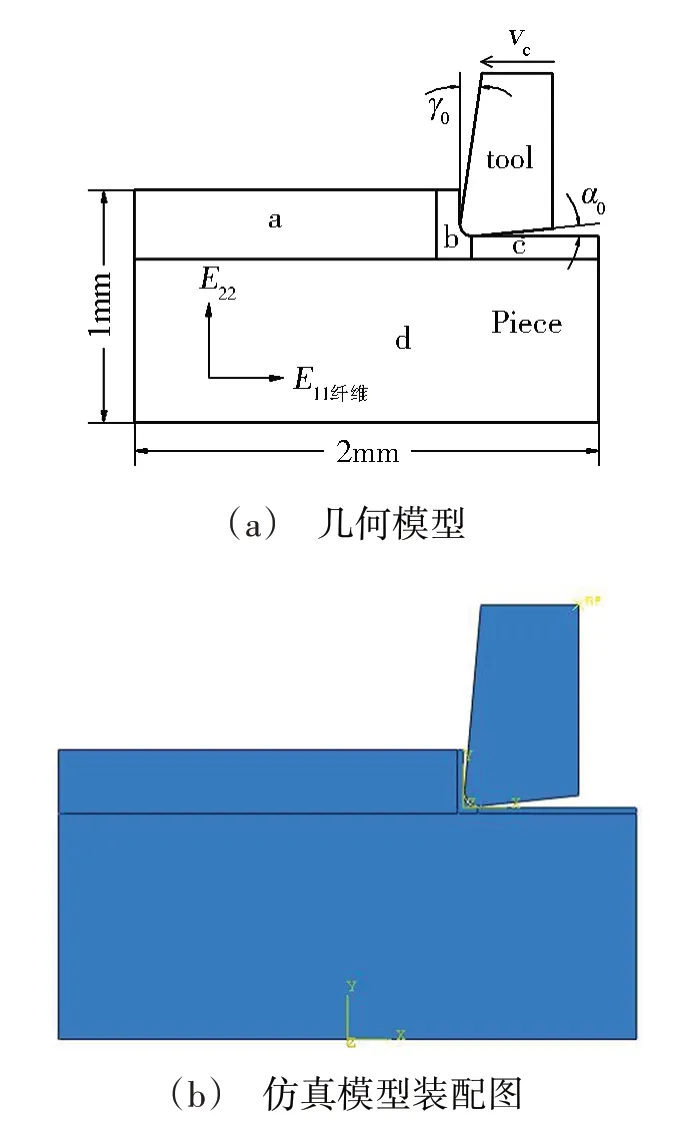
圖1 二維仿真模型Fig.1 2D simulation model
建立仿真模型是有限元仿真的第一步,模型合理性的判斷標準在于既可以達到仿真所需精度,又可以降低計算成本,綜合二者判斷標準,考慮到碳纖維復合材料切削進入穩態切削過程較快,因此,將工件幾何模型尺寸設置為長2 mm、寬1 mm,刀具幾何模型前角5°,后角6°,然后由草圖生成部件,通過裝配得到切削所需的CFRP 銑削二維仿真模型如圖1所示。
1.4 纖維方向定義及網格劃分
由于所建立的模型是基于宏觀模型考慮,因此,這里通過定義材料方向來表征纖維方向,如圖2所示,其中1 表示纖維方向,2 表示纖維垂直方向。在全局坐標系中輸入旋轉角度,可以改變纖維方向。單元類型選擇為四節點平面應力減縮積分,二次精度,自動沙漏控制,選用單元刪除。刀具單元類型選擇和工件相似。
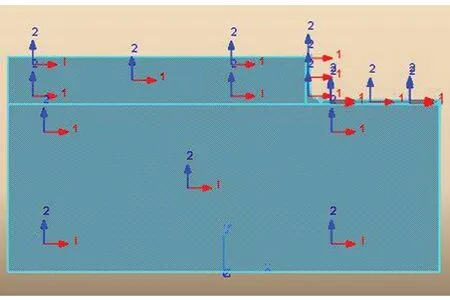
圖2 纖維方向示意圖Fig.2 Fiber direction
為了使切削效果更加理想,工件模型分為a、b、c、d四個區域,如圖1(a)所示,對四個區域分別單獨劃分網格,b區域屬于刀具和工件初始接觸區域,將該工件和刀具接觸處設置為圓角,且在該區域劃分網格時,選擇四邊形自由網格,可以避免刀具剛接觸工件時,碰撞劇烈而使模型變形較大,便于切削穩態的進行。a處為穩態切削區域,選用四邊形結構化網格,網格細化,可以使仿真模擬更加精確,c處選用四邊形結構化網格,d處為不切削區域,網格選用四邊形自由網格,網格布種為自上而下的密度布種,可節約計算時間。a、b、c處單元網格大小為0.01 mm,工件網格總數為7043,刀具在刀尖處增大網格密度,以便計算結果更加精確,在復合材料切削時,主要分析工件的變化,不對刀具單獨分析,且刀具不會出現崩刃,因此將刀具定義為剛性材料。網格劃分結果如圖3所示。
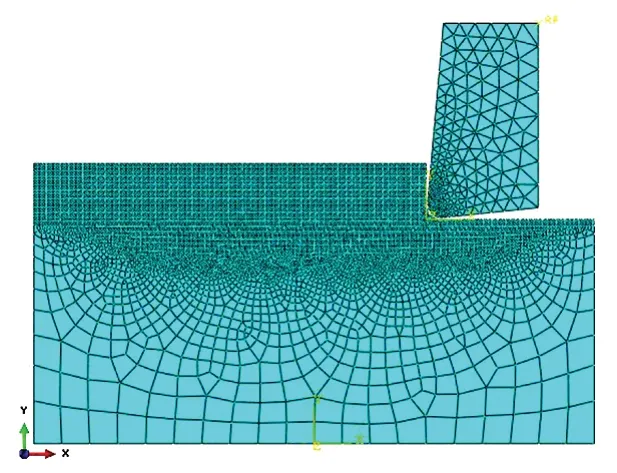
圖3 網格劃分結果Fig.3 The result of grid division
1.5 實驗驗證
為了驗證所建立的CFRP切削有限元模型的準確性,采用HAAS數控機床對CFRP板進行切削力實驗驗證。實驗材料為日本東麗公司生產的T300/5222A碳纖維增強環氧樹脂復合材料,采用熱壓罐成型工藝制備試樣,碳纖維單一纖維方向鋪設,復合材料試件鋪層數量為24 層,單層厚度為0.125 mm,纖維體積分數為65%。刀具選用硬質合金四刃立銑刀,通過改變銑削速度、每齒進給量和銑削寬度,分別測得切削力,以最大切削力值作為參考對象。由于銑削過程中,沿刀具軸向力較小,即Fz測量值較小,且切削參數對其影響也不大,故分析時,只對Fx、Fy進行對比分析。實驗參數如表3所示。改變的切削參數分別為銑削速度vc、每齒進給量fz、銑削寬度ae。
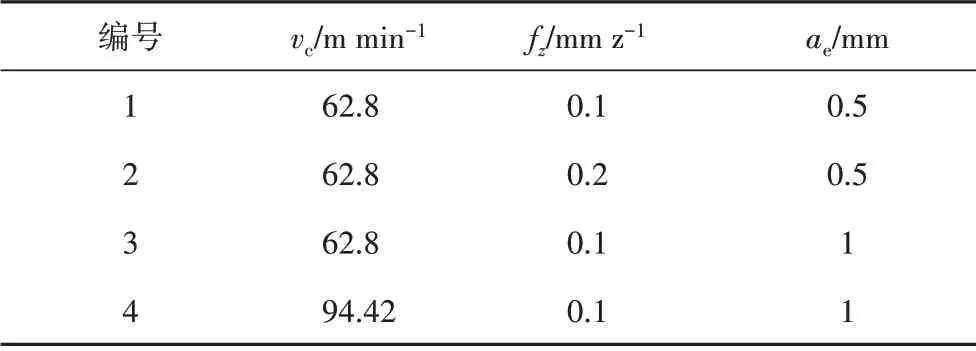
表3 實驗參數Tab.3 Cutting parameters in test
切削力實驗與仿真對比結果如表4所示。

表4 切削力仿真值和實驗值對比Tab.4 Comparison of simulation and experiment values of cutting forces
通過比較發現,切削力仿真值略小于實驗值,這可能是因為仿真過程中沒有考慮刀具磨損造成的,而實際實驗中,CFRP 切削過程中由于碳纖維較硬,與刀具產生摩擦和刻劃,造成刀具磨損很快,從而導致切削力急劇增大,故仿真值小于實驗值。通過誤差分析發現,實驗值和仿真值最大誤差為14.1%,在允許誤差范圍內,因此,證明了此模型的正確性。
2 結果及分析
2.1 纖維方向角對切削力的影響
纖維方向角(θ)定義為切削速度方向與碳纖維方向(指向未切削材料層)所構成的角度[16],如圖4所示。在實驗過程中,纖維方向角的變化通過改變單向層合板的偏轉角度來獲得。
仿真時,纖維方向角θ取值范圍從0°~180°,圖5為當θ=90°時整個切削過程中的切削力隨時間的變化曲線,可以看出x向切削力遠遠大于y向。

圖4 纖維方向角定義Fig.4 Definition of fiber orientation angle

圖5 θ=90°時切削力隨時間的變化曲線Fig.5 The curve of cutting forces over time when θ=90°
對不同纖維方向角條件下切削力隨時間變化曲線中穩定部分的波峰值進行提取并求平均值,作為切削力仿真值,從而獲得切削力與纖維方向角之間的映射關系,如圖6所示。
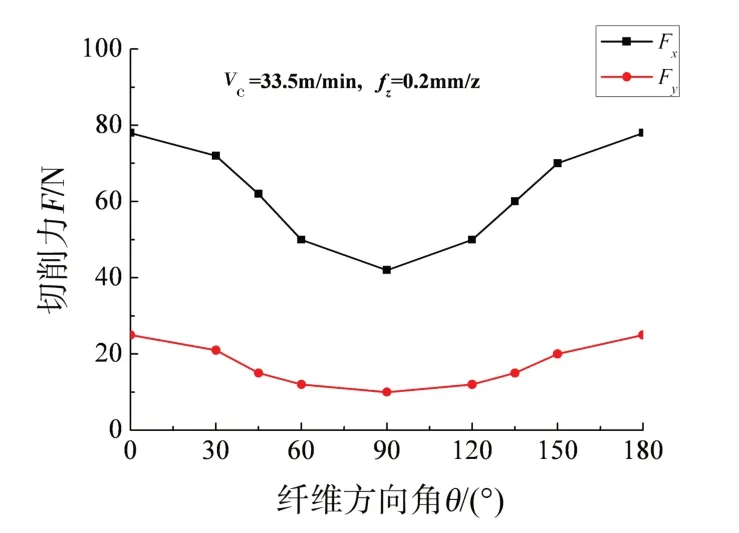
圖6 纖維方向角對切削力的影響規律Fig.6 Effect of fiber orientation angle on cutting force
從圖6可以看出,0°<θ<90°時為順纖維切削,切削力隨著纖維方向角θ的增大而降低;90°<θ<135°時為逆纖維切削,切削力隨著纖維方向角θ的增大而增大;切削力最小值發生在纖維方向角取90°時。這是因為碳纖維軸向的拉伸強度大于垂直于碳纖維軸向的剪切強度,當刀具切削碳纖維時,平行碳纖維軸向切削所需切削力大于垂直碳纖維軸向切削所需的切削力,因此當0°<θ<90°時,刀具垂直于纖維軸向切削的概率逐漸增大,因此切削力逐漸減小;當90°<θ<180°時平行于纖維軸向切削的概率逐漸增大,因此切削力逐漸增大[17]。這與文獻[18]中的實驗結果一致,也驗證了仿真結果的正確性。
2.2 銑削速度對切削力的影響
圖7為銑削速度對切削力的影響曲線,可以看出,隨著銑削速度的增大,切削力隨之增大。這是由于隨著銑削速度vc的增大,材料被刀刃切除的頻率增大,刀具表面受碳纖維的摩擦和刻劃作用增強,從而導致切削力增大[19]。
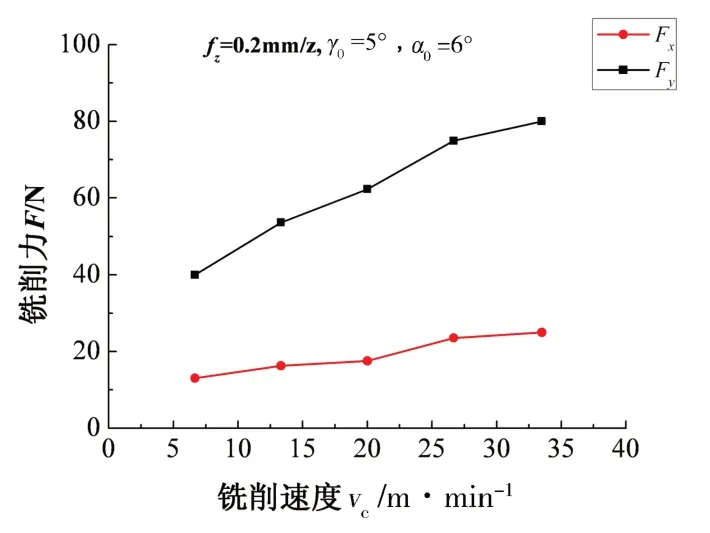
圖7 銑削速度對切削力的影響規律Fig.7 Effect of milling speed on cutting force
2.3 每齒進給量對切削力的影響
圖8為每齒進給量對切削力的影響曲線。
可以看出,隨著每齒進給量fz的增大,切削力隨之增大。這是由于每齒進給量fz的增大等于增大了每個銑刀刀齒瞬時的切削厚度,從而導致切削力增大。
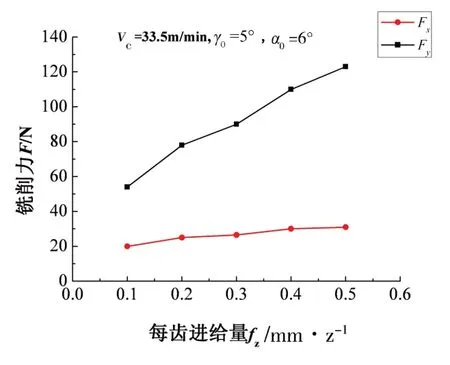
圖8 每齒進給量對切削力的影響規律Fig.8 Effect of feed per tooth on cutting force
2.4 刀具前角對切削力的影響
圖9是刀具前角對切削力的影響曲線,可以看出,前角的增大導致兩個方向的切削力都隨之降低。這是因為增大刀具前角,刀具更加鋒利,切屑與工件的擠壓減小,故切削力降低。

圖9 刀具前角對切削力的影響規律Fig.9 Effect of rake angle on cutting force
3 結論
(1)基于宏觀方法,通過定義材料屬性、材料失效模型、材料的纖維層數及每層的纖維方向,建立了CFRP 銑削加工有限元模型,并通過切削力實驗驗證了該模型的正確性;
(2)0°<θ<90°時,切削力隨纖維方向角的增大而降低,而90°<θ<180°時,切削力隨纖維方向角的增大而增大,切削力最小值出現在纖維方向角為90°時;
(3)切削力隨銑削速度和每齒進給量增大而升高,隨刀具前角增大而降低。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
中國塑料(2016年6期)2016-06-27 06:34:16
機械工程師(2015年10期)2015-02-02 01:14:03
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
