油石端部初始形狀對球軸承溝道超精質量的影響
2019-07-23 08:40:52楊明亮王東峰何靈輝宋吉祥孟國華
軸承 2019年7期
楊明亮,王東峰,何靈輝,宋吉祥,孟國華
(1.中國航發哈爾濱軸承有限公司,哈爾濱 150027;2.洛陽軸承研究所有限公司,河南 洛陽 471039;3.河南省高性能軸承技術重點實驗室,河南 洛陽 471039;4.滾動軸承產業技術創新戰略聯盟,河南 洛陽 471039)
符號說明
B——油石寬度,mm
d2——內圈擋邊直徑,mm
de——內圈溝底直徑,mm
F——油石壓力,N
H——油石厚度,mm
O——超精加工的“三心”
R——溝道曲率半徑,mm
R0——圖紙要求的溝道曲率半徑,mm
R1——實際加工的溝道曲率半徑,mm
α——油石振蕩擺角,(°)
φ——油石包角,(°)
超精工序是軸承生產過程中的關鍵工序,超精質量直接決定了精密軸承在高速工況下的振動和噪聲,該工序工藝復雜,返修率較高,容易引起生產流程的瓶頸現象。國內外很多技術人員和操作人員從超精機床、油石材料、振動頻率、油石壓力等方面做了深入研究,但對超精加工過程中油石的初始形狀對超精質量的影響沒有足夠重視[1]。
1 溝道超精加工原理
軸承溝道超精加工的工作原理如圖1所示,加工時工件繞其軸線轉動,油石按一定壓力與溝道表面接觸,并在垂直于工件旋轉方向的平面內往復擺動,油石磨粒通過切削作用去除工件表面的材料。加工前需要采用自適應方法使油石前端的圓弧中心與溝道曲率中心重合。
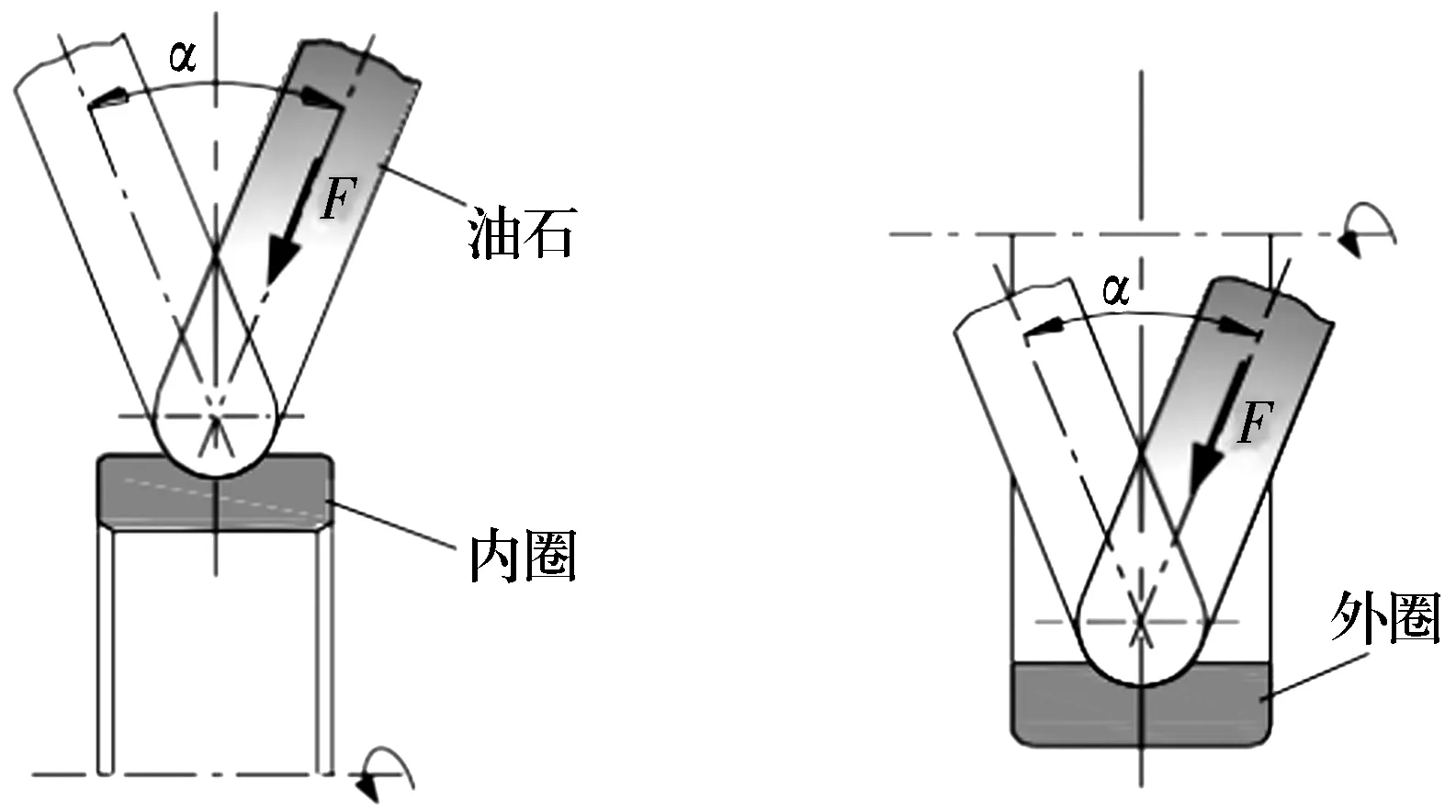
圖1 軸承溝道超精加工原理示意圖
軸承超精加工過程中根據材料去除量大致可分為:切削階段、半切削階段和拋光階段,如圖2所示。目前自動化的超精機床把這3個階段轉換為超精的“2步法”,即粗超和精超,把半切削和拋光階段合并進行,并在同一臺設備上完成。精密軸承超精加工時粗超和精超用的油石性能、工藝參數都有所不同。
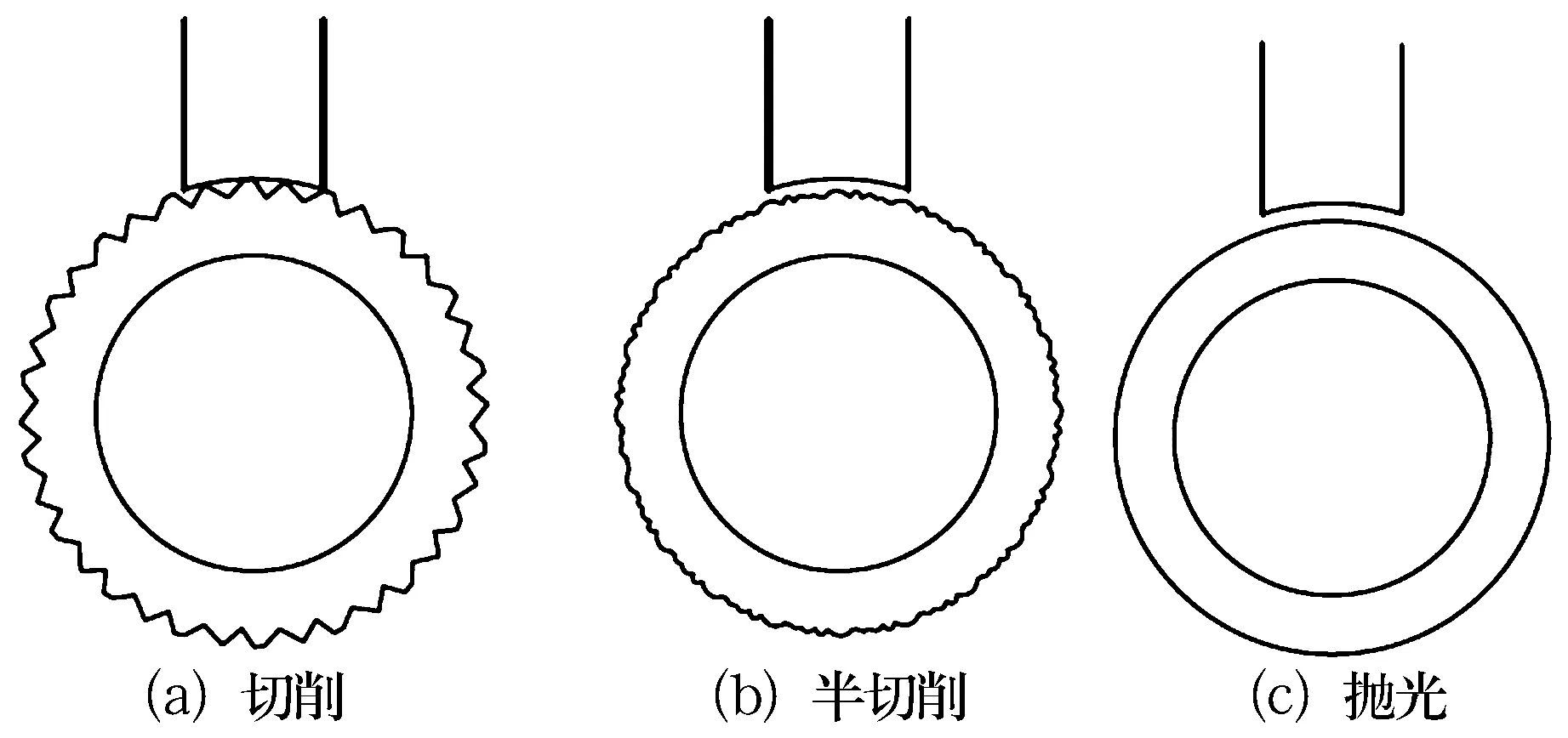
圖2 軸承套圈溝道超精加工階段示意圖
溝道超精工序最重要的調整是“三心合一”,即擺頭架的旋轉擺動中心、油石擺動中心和溝道曲率中心重合。因為只有油石擺動半徑與工件溝道曲率半徑相等且完全吻合,超精時油石圓弧的擺動軌跡才是一個與套圈溝道曲率半徑相等的圓,超精后的軸承溝道圓度、形狀、表面粗糙度才能得到改善。
2 油石尺寸和端部初始形狀對超精加工的影響
在超精加工過程中,作為磨具的油石具有易磨損和自銳的特性,其工作面形狀不是通過專門修形獲得,而是在超精過程中隨油石的磨損自然形成的。因此,工件起到油石工作面形狀修整器的作用,工件的加工表面形狀以及工件與油石之間的相對運動決定油石的工作面形狀。另一方面,油石是固結磨具,在超精加工過程中的任一時刻,油石的工作面都具有相應的形狀。根據切削加工表面成形的基本原理,超精是否能夠改變工件加工表面的形狀,取決于油石工作面與工件加工表面接觸的幾何形狀[2]。
2.1 油石寬度和厚度對超精質量的影響
2.1.1 油石寬度
油石寬度決定了超精加工時油石的截面形狀,過寬會引起兩邊起角(圖3a),導致超精加工后溝道弧面失真;過窄則可能造成溝道圓弧面上超精加工量不均勻,導致溝道圓弧半徑縮小。油石寬度與所加工套圈溝道擋邊尺寸、溝底直徑、溝道曲率半徑及油石振蕩擺角有關(圖3b),油石寬度的計算公式為[3]
(1)
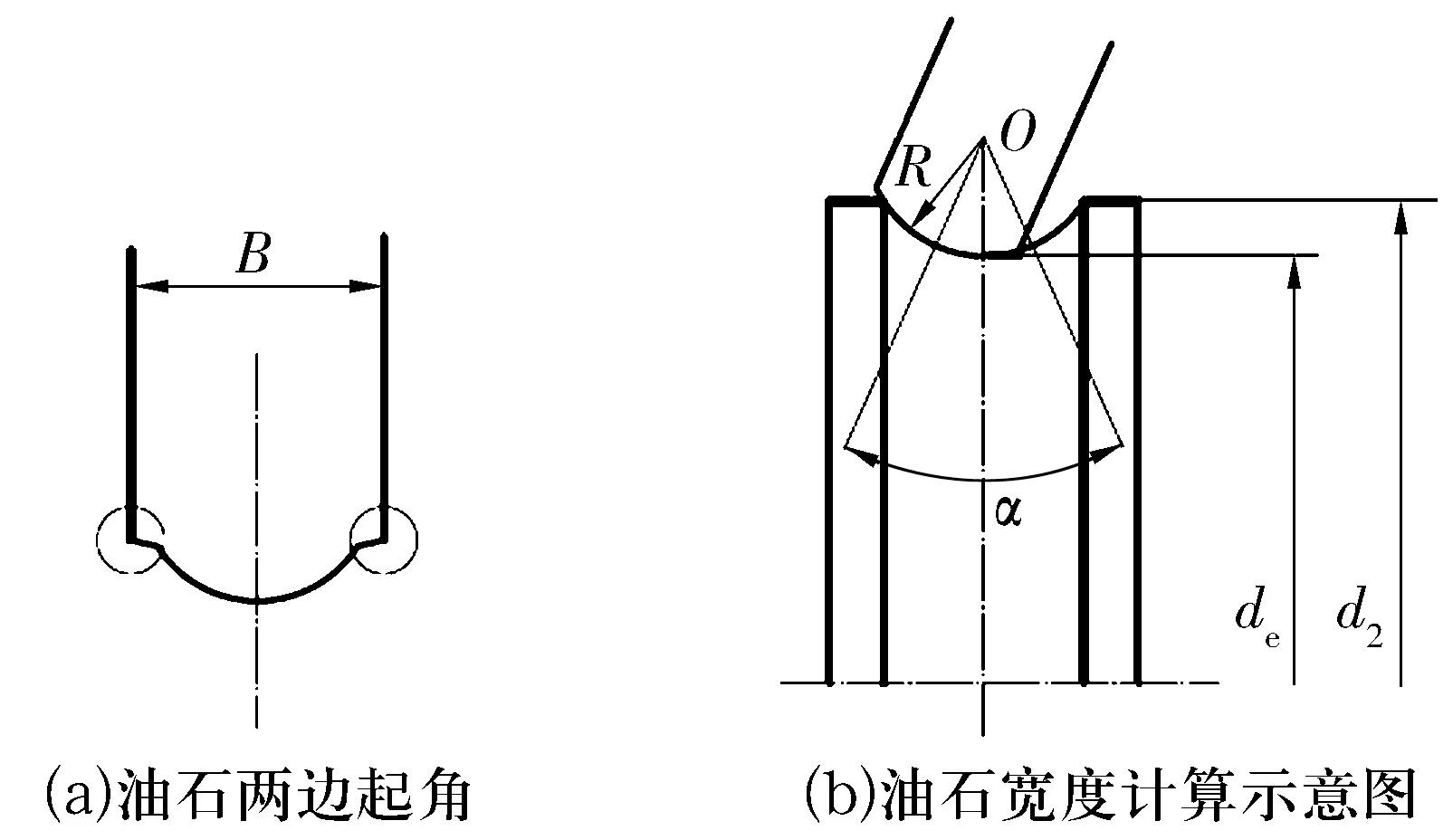
圖3 油石寬度超差及寬度計算示意圖
由(1)式可以看出,超精加工時隨著振蕩擺角的增加,油石寬度應相應增大,否則溝道的超精加工量不均勻。如采用寬度較小的油石進行大擺角振蕩,則溝道底部加工去除量明顯比溝道兩邊大,溝底和溝道兩側超精量會不均勻,采用較小擺角則可避免磨削不均勻。但超精加工過程中油石的振蕩對油石的自銳性非常有利,較大擺角的振動有助于油石碎片的移除,而降低擺角則降低了工件材料去除率。因此,綜合考慮超精加工的均勻性和工件材料去除率,對于一般2步法超精加工,較為理想的是粗超加工時油石寬度略窄于精超加工時油石寬度,這樣可提高粗超階段的加工效率和精超階段整個溝道加工的均勻性,實現精密加工的提質增效。
2.1.2 油石厚度
油石厚度H對超精加工后溝道表面波紋度影響很大。適當的油石厚度能夠形成合適的包角φ(圖4a),有利于增大油石和低頻波的接觸應力,波峰一旦與油石接觸,馬上被切除,從而使軸承溝道表面波紋度得到改善。油石厚度過小,則包角就小,加工后溝道波紋度較大;油石厚度過大,形成的包角過大,由于油石和溝道包容面較大,會導致冷卻液難以進入工作區,影響切削質量。同時,過大的包容面會使超精加工接觸面干涉,導致溝道圓弧面變形,造成溝道圓形超差。所以,要保證包角至少能包括2個波峰(圖4b)[4]。
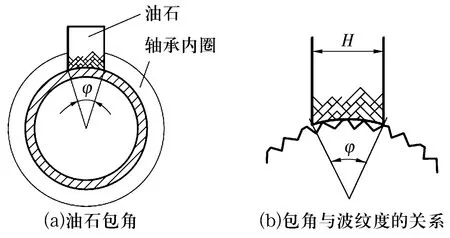
圖4 油石包角及與波紋度的關系
2.2 油石初始形狀對超精質量的影響
生產過程中認為油石材質較軟,在超精過程中能夠自動成形,因此對油石的初始形狀沒有足夠重視。方形油石在超精加工前只是進行簡單修磨(在砂紙上摩擦),簡單修磨的油石初始形狀不規則,甚至存在棱角,與溝道加工表面極不吻合,造成超精后軸承溝道表面出現劃傷、蝌蚪痕,超精不到溝心等表面缺陷。簡單修磨后的油石形狀(圖5)大致可分為半六邊形、尖三角形、桃形,其對軸承溝道超精質量的影響也不同。
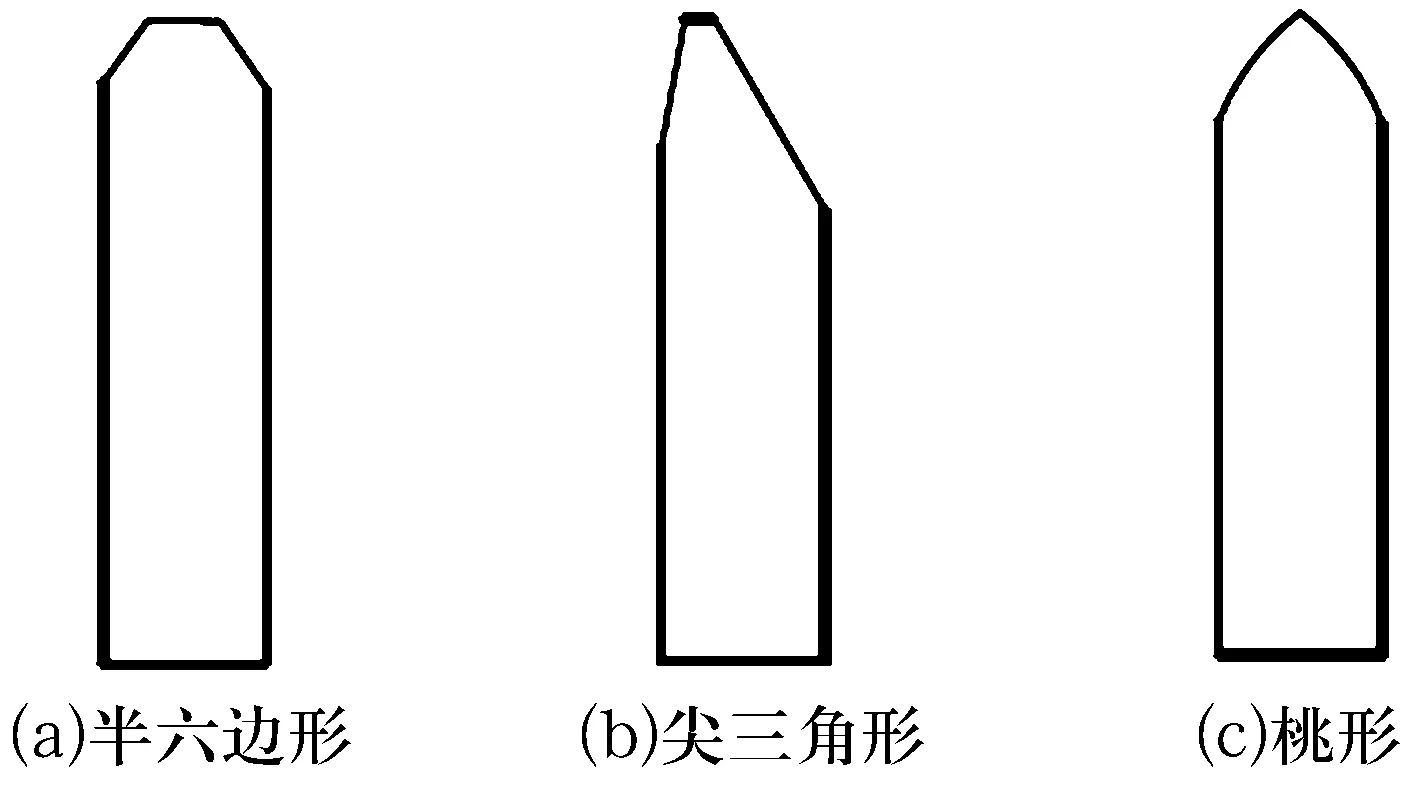
圖5 簡單修整后油石的不同形狀
這3種油石端部形狀都存在較尖銳的棱角,在超精初期容易劃傷溝道表面,很難完全修整,造成超精后溝道表面的劃痕、白道等質量缺陷。此外,從初始形狀到超精修磨自動成形,達到與溝道完全吻合的接觸面需較長時間,效率較低。特別是半六邊形和尖三角形,對超精質量表面有不同的影響。
2.2.1 半六邊形油石端面
半六邊形是油石經簡單修整后最常見的初始形狀,其與被超精軸承溝道的接觸狀態如圖6a所示。半六邊形油石端面對超精工序的影響主要是油石前端形狀易造成加工磨削面的干涉,使溝道曲率半徑增大,圖6a中R0為圖紙要求的溝道曲率半徑,R1為實際超精后的溝道曲率半徑。同時,半六邊形油石前端形狀與磨削面的干涉往往造成磨削面的不均勻,出現溝道兩邊過磨溝底欠磨現象,如圖6b所示。
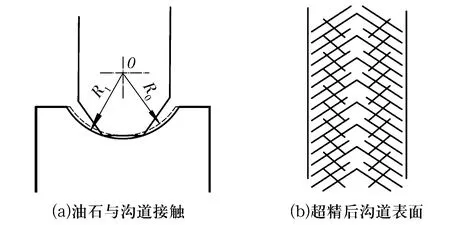
圖6 半六邊形油石接觸狀態及超精后表面形狀
2.2.2 尖三角形油石端面
尖三角形與超精軸承溝道的接觸狀態如圖7a所示。尖三角形對超精工序的影響主要有:
1)油石雖然一直在壓力作用下自動調整位置,但由于油石接觸面過小,磨損較快,特別是在粗超階段很難時刻保持“三心合一”,會使首批次工件溝道曲率半徑偏小。同時,尖三角形油石前端形狀與磨削面接觸面過小往往造成磨削面過窄,出現溝道兩邊欠磨溝底過磨現象,如圖7b所示。
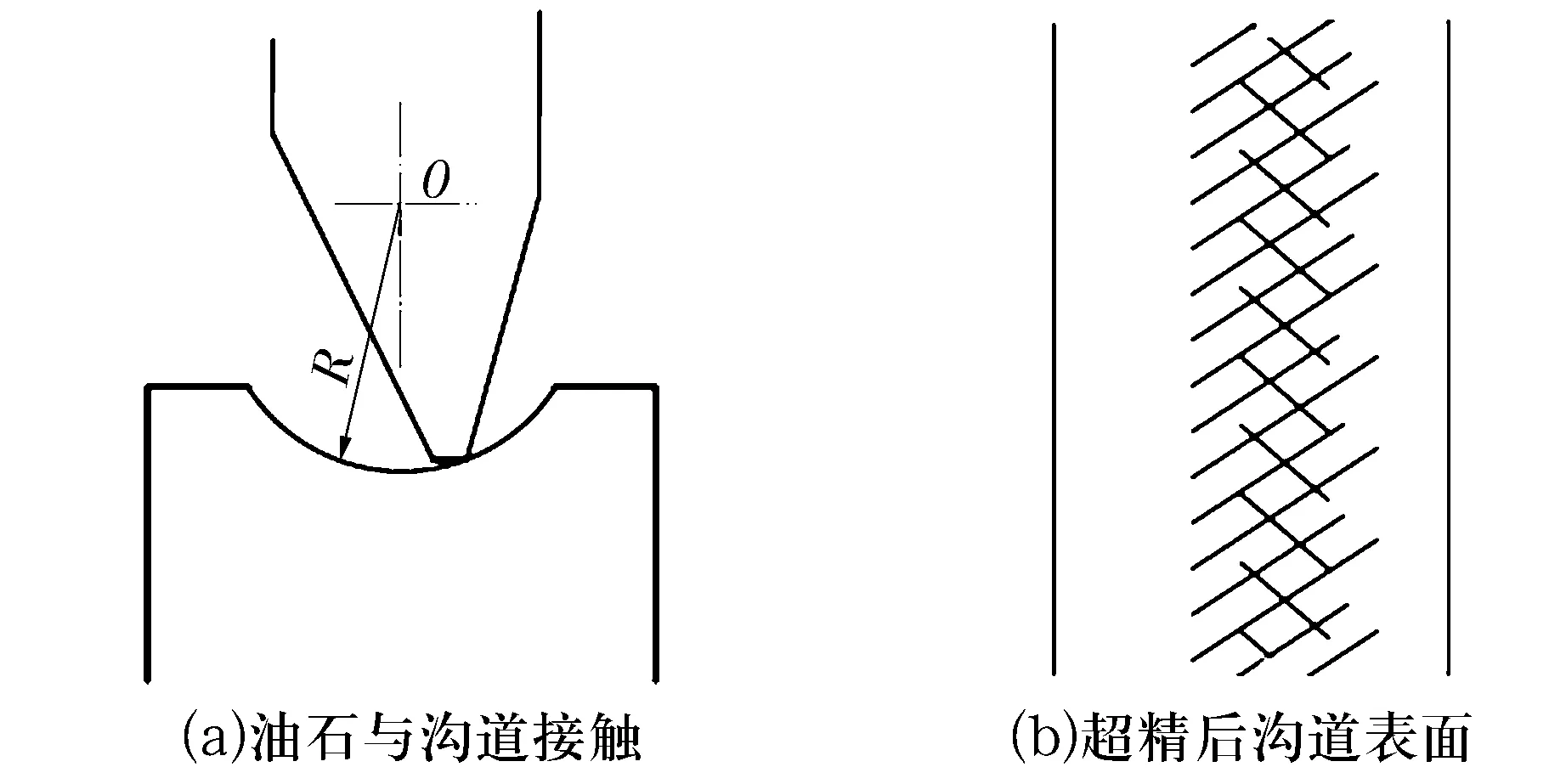
圖7 尖三角形油石接觸狀態及超精后表面形狀
2)在超精初期油石與溝道接觸面較小,如果油石擺動幅度較大,頻率較高會撞斷油石,造成浪費。
2.2.3 桃形油石端面
桃形是簡單修磨后與溝道表面吻合度較高的一種形狀,但也存在與半六邊形和尖三角形相似的超精問題。
因此,在超精加工過程中,端部形狀對超精質量有較大影響,在超精加工前需對油石端部進行適度修磨,使油石與溝道形狀完全吻合。
2.3 修整器的修形
選取7010/P4角接觸球軸承內圈共120個,溝底直徑de=(55.45±0.02)mm,溝道曲率半徑R=(4.54±0.02)mm,擋邊直徑d2=(60±0.02)mm,要求表面粗糙度值不大于0.02 μm,溝形不大于0.8 μm,圓度不大于0.6 μm。
為進行油石端部初始形狀對溝道超精質量影響的試驗,采用適合中小型球軸承超精的萬能油石成形器[5],保證油石初始形狀較好地與軸承溝道吻合。
萬能油石成形器(圖8)整體上由砂輪和成形部分組成,其中成形部分由滑板、轉動盤、油石槽、定位螺釘及中心定位塊組成。其中定位螺釘就是超精時的“三心”,通過調整定位螺釘到砂輪的距離實現油石的修磨。該裝置修磨出來的油石與溝道形狀完全吻合。
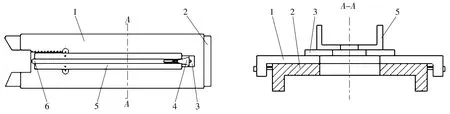
1—滑板;2—砂輪座;3—轉動盤;4—中線定位塊;5—油石槽;6—定位螺釘
3 試驗對比
3.1 油石寬度
角接觸球軸承7010/P4內圈溝道超精加工時,調整油石振動擺角α約為27°。根據(1)式可得油石理論寬度約為10 mm。挑選寬度為12,10,8 mm的3種油石,選取內圈30個,分成3組,即每組10個進行超精加工,并對超精后的溝道進行檢測,結果見表1。從表中可以看出,采用寬度為12,10,8 mm的3種油石超精后,溝道溝形超差個數分別為1,0,3;溝曲率半徑超差個數均為0;表面粗糙度超差個數分別為2,1,1;圓度超差個數均為0。
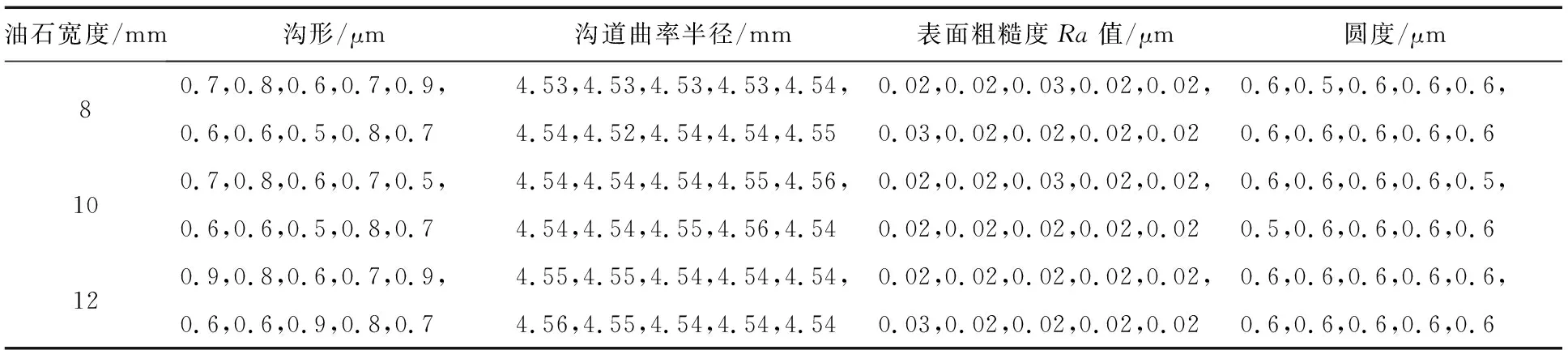
表1 不同油石寬度對超精質量的影響
因此,在超精加工過程中,油石寬度對軸承超精后溝形、溝道表面粗糙度有較大影響,對溝道曲率半徑、溝道圓度影響較小。
3.2 油石厚度
根據前文的試驗結果,采用的油石寬度均為9.7 mm。結合實際加工經驗,7010/P4角接觸球軸承內圈溝道超精加工時,選取的油石厚度H約為8 mm,再挑選2種厚度(10,6 mm)的油石進行對比。選取內圈30個,分成3組,即每組10個進行超精加工試驗,并對超精后的溝道進行檢測,結果見表2。
從表2可以看出,采用厚度為6,8,10 mm的油石超精溝道后,溝形超差個數分別為1,1,3;溝曲率半徑超差個數分別為0,0,1;表面粗糙度超差個數分別為2,1,1;圓度超差個數均為0。因此,在超精加工過程中,油石厚度對軸承超精后溝形、溝道表面粗糙度有較大影響,對溝道曲率半徑、溝道圓度影響較小。

表2 不同油石厚度對超精質量的影響
3.3 油石端部初始形狀
由前文分析可知,油石端部初始形狀對超精質量有多種影響,包括表面質量、形狀誤差、各種劃傷等。選取同種材料、同一粒度和形狀的油石進行試驗。挑選內圈60個分成2組,即每組30個分別選用簡單修磨和修整器修磨。每種修磨方式下每次超精10個內圈就換用新油石進行修磨、超精加工,結果見表3。

表3 不同修整方式對超精質量的影響
從表3可以看出,采用簡單修磨和修整器修磨的2種油石超精后,溝道溝形超差個數均為1;溝曲率半徑超差個數分別為2,1;表面粗糙度超差個數分別為3,1;圓度超差個數均為2。因此,油石的端部形狀對超精后軸承溝道的溝形、溝道曲率半徑、表面粗糙度、圓度均有較大影響,特別是軸承溝道表面粗糙度,受油石端面形狀的影響最大。
另外,油石從修磨后到通過自修復達到與被超精軸承溝道曲面完全吻合所用時間也明顯縮短,生產效率明顯提升。
3 結束語
油石寬度、厚度對超精后溝形、溝道表面粗糙度有較大影響,對溝道曲率半徑、溝道圓度影響較小;油石端部形狀對軸承溝道溝形、溝道曲率半徑、表面粗糙度、圓度均有較大影響,特別是對軸承溝道表面粗糙度的影響最大。因此,應根據軸承溝道的形狀選擇油石寬度、厚度;同時,采用油石成形器進行修磨,得到吻合的超精加工接觸面,保證溝道超精后表面質量。
