船舶制造精度管理及過程控制技術分析
2019-07-25 06:33:58周獻偉
商品與質量 2019年9期
周獻偉
中船澄西船舶修造有限公司 江蘇江陰 214433
船舶制造行業要想更好地實現收益的最大化就必須要堅持以船舶制造精度控制技術作為船體建造精度標準的原則,并且在此基礎上以科學合理的管理方法以及采用較為先進的工藝手段來更好地對船體建造進行全過程的尺寸精度分析和控制制造,只有在船舶制造過程中和投入使用時嚴格要求才能夠最大限度地減少現場修整的工作量,并在很大程度上提高船舶制造的生產效率。隨著時代的發展進步,現在所引用的船舶精度控制技術應用于造船過程中是時代發展的一種必然趨勢,同時也可實現精益造船的發展目標。雖然我國的造船技術現今的發展也相當不錯,但是在精度管理水平上卻是遠遠落后于一些發達國家。究其原因,目前中國造船企業的主要精力都集中在了大力推廣產品而往往忽略了在建造之外的其他管理方面的問題。所以為了未來可以擁有一流的制造技術,在后期的造船過程中應該對船舶建造的尺度等精度進行分析控制從而保證我國的造船企業擁有較強的市場競爭能力。基于這樣的原因進行造船精度管理研究工作就變得非常迫切。
1 我國的船舶制造業發展現狀分析
我國船舶制造業受到設計能力和配套產業的制約,遇到發展瓶頸。在船舶制造理念和技術方面還急需提升,培養高技能的管理人才和設計人才十分關鍵,為了緊跟船舶制造業發展的腳步,需要各方面的不斷努力和相互配合。船舶制造需要的周轉資金、人力和財力較多,目前我國缺乏先進技術支撐,使船舶制造行業整體水平提升受到阻礙。對于企業并購境外知名企業、科研機構和營銷網絡也給予了一定的支持,致力于打造大型跨國企業,不斷開拓國際市場。
2 船舶制造精度管理概述
在船舶制造中,精度管理主要指的是運用精確高效管理技術,對船舶制造技術進行控制和優化,提升制造效率和精度,使船舶制造質量和效率有較大幅度提升。在整個精度管理過程中,精度控制技術是其核心因素,將提升船舶制造精度技術應用到制造工程中,可推動船舶制造整體發展水平,也可提升船舶制造企業經濟效益[1]。近年來,我國許多船舶制造企業在生產制造過程中都加大了新技術研發與改進力度,因此在精度控制技術上做出了較大調整,使得整體制造水平有了較大幅度提升,但是從整體精度管理效果來看,與一些發達國家相比仍有著較為明顯的差距,在今后發展中,還應不斷加強船舶制造精度管理研究力度,創新船舶制造過程中過程控制技術,使我國船舶制造精度和制造效率能夠顯著增加,以此促進我國船舶制造業快速發展[2]。
3 船舶制造精度管理要點分析
3.1 標準偏差預算
船舶制造的精度管理離不開尺寸鏈理論和數理統計,對于補償量的控制是技術核心,健全精度保障體系和管理制度,完善精度檢測方法和手段。在對各階段進行精度分析時,需要對不同施工階段的標準偏差進行測量,作為后期確定精度管理的參考。測算標準偏差的過程中,盡可能地收集原始測量數據,然后進行數理統計,實現對實測數據的分析,借助計算機數據系統和相關技術建造數據模型,運用直方圖或BP神經網絡,綜合考慮號料、切割、加工、裝配等因素帶來的影響,對標準偏差進行精確的測算。準確地說,創博制造過程中測算的標準偏差內容有分段裝配和加工的偏差,例如:平面分段組裝部分的板列拼焊收縮量和施工偏差、數控切割中熱變形偏差等。
3.2 補償量的具體計算與分配
對于整個船舶制造企業來說,精度管理雖然是整個企業的發展關鍵,但是更為重要的還是在這個過程中對于補償量的計算與分配工作,在船舶制造精度管理工作上決定管理工作是否精準的主要依據還是補償量的計算與分配的合理。因為補償量是設計重要的參照依據和標準,同時在具體的船舶制造工作中,船舶制造的補償量計算與其分配的操作方法,是通過在計算中余量的替代作為指導的核心,從而通過這種手段實現利用補償量的運用來進行船舶制造。但是,從目前的現狀來看,從大量研究所得結果來看,在補償量計算方面出現的一些不完整性,主要的來源還是所考慮因素的不完整以及在船舶制造企業技術層面的不穩定性,所以需要制定出一個相對比較穩定可靠的技術規則的規范,才能一定程度上彌補目前所存在的一些不足,同時實現在補償量的統計之前,將所產生的漏洞補齊。
4 船舶制造過程控制技術
4.1 更新船舶制造測量技術
對于船舶行業而言,在船舶制造的整個過程當中過程控制的關鍵技術主要是船舶制造精度測量和船舶制造過程管理兩個主要方面。所以要想保證在整個制造過程中實現對船舶制造質量控制的有效保障,就應該在制造的過程中通過采取積極有效的保障措施,把一些潛在的不良因素進行相應的化解和避免。伴隨著我國市場經的高速發展,雖然我國在制造船舶上取得了較大的進步,但是與一些傳統的船舶制造強國相比,還存在著一定的差距,主要的問題還是在船舶制造精度管理方面。所以,在這樣的形勢之下,我國在未來的發展道路上應該把工作的重心轉移到大力提高我國船舶制造業的技術水平,但是實現這一目標的前提要做好建立健全船舶制造精度管理體系的工作,從而從根本上解決船舶生產的質量和企業本身的工作效率。所以,制造過程中就必須要有較為可靠的檢測工具以及較高水平的質量測試,從而給造船精度提供一道較為有效的質量精度保障[3]。
4.2 船舶制造的過程控制
船舶制作精度的管控通常分為兩類工作:主動控制和被動控制。其中,主動控制就是在造船過程中,對所有影響造船精度的因素進行仔細研究,為了確保造船精度,在發生精度損失前就采取了科學的辦法控制造船精度。被動控制就是在船舶制作過程中,因為某些因素造成了預料之外的精度損失后,及時采取相應的應急辦法確保造船精度的行為。造船精度管理其實是一個相對的概念,并不是確立后就一成不變,必須不斷進行完善,所以,在造船過程中引入了柔性生產模式中的動態公差。在造船精度的控制過程中,每完成一道造船后續,需立即對相應工序的產品尺寸進行仔細的測量,同時參照相關工序精度標準進行比對,通過比對結果對控制系統進行修整和完善。直到某一道工序相關產品尺寸測量結果≤精度要求的尺寸時,即表示其制作結果符合精度要求,可以計算下一道工序的補償量,同時將計算結果輸入的數據控中。如果某一到工序相關產品的尺寸的測量結果>精度要求的尺寸,即表示制作結果不合符精度要求,必須對尺寸偏差進行合理的調整,完成調整后重新計算該工序的補償量,直到測量結果達到精度要求后方可開展下一道工序的工作。
如果船廠精度管控技術不夠成熟,可采用分段預修整工藝,首先確保所有工序的精度滿足要求,進而保證整個制作過程滿足相關病毒要求,其實就是為了解決封閉環精度問題,應用減少尺寸鏈組成環數目的措施,尺寸鏈組成環如圖1所示,其中,A1、A2、A3表示不同的工序的尺寸鏈組成環,A0代表基本尺寸,△A1、△A2表示不同工序需要處理的尺寸鏈組成環。每一道工序完成后,采取有效的方法降低尺寸鏈中的△A1、△A2,旨在解決船舶制作過程中的精度問題。
在造船過程中該方法適用于精度不高以及補償量不經精準確定的環境中。比如,某省新船重工公司精度管理技術的發展處于初始階段,在應用分段制作前,所有工序還是有建造余量的產生,完成分段制作工序后,立即采用相關措施進行整修,具體方法為:憑借全站儀設備對完工分段的總尺寸、垂直度以及水平度進行仔細測量,將測量結果和模型值相互比對,為了保證船只工序零余量,偏差>精度標準±5mm的尺寸需進行預修整。通過對造船成本數據進行統計發現,對比比較初級的精度管理技術,應用了該技術的船廠有以下變化:(1)鋼材利用率提高了0.3%;(2)縮短了船臺的使用周期;(3)船臺校正時間縮減20%。因為以上優勢,該造船企業預備在每一道造船工序中都應用尺寸預修整工藝,同時要求工人嚴格按要求操作,嚴格禁止任何偏差的出現,同時建立了造船動態精度控制系統,具體如圖1所示,旨在提高企業生產效率的同時,進一步節約生產成本,使該企業在眾多造船企業中,具有較好的競爭力。
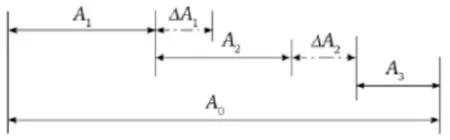
圖1 尺寸鏈組成環
就如今形勢來看,我國要想提高船舶制造業在市場上的綜合競實力,提升企業的經濟效益和船舶的建造質量,就必須加強船舶制造精度管理的力度,提高過程控制技術的水平,運用科學的測量方法和先進的建造工藝,為造船打下堅實有力的基礎,實現現代化船舶制造業快速發展的目標。
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
今日農業(2022年15期)2022-09-20 06:56:20
船舶(2021年4期)2021-09-07 17:32:22
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2019年7期)2019-04-25 13:16:50
雜文月刊(2016年1期)2016-02-11 10:35:51
現代企業(2015年8期)2015-02-28 18:54:47
電測與儀表(2014年1期)2014-04-04 12:00:32
現代企業文化·綜合版(2011年6期)2011-06-24 05:30:44
