水冷螺桿冷水機組蒸發器的電化學腐蝕與保護
2019-07-25 10:16:28唐宏亮
中國氯堿 2019年6期
唐宏亮
(廈門嘉盟生物科技有限公司,福建 廈門361004)
水冷螺桿冷水機組是化工行業不可或缺的設備之一,其正常運行與否直接關系到化工生產能否正常連續運行。螺桿式冷水機組,其操控方面的自動化程度發展很快,多種類環保型制冷劑得以開發利用,得到較多化工企業的認可和使用。但是,其載冷劑系統的電化學腐蝕給使用者帶來較大的困擾,因此,有必要從設備使用者角度出發,對其使用過程中遇到的問題進行分析,探討解決問題的方法,有效提高設備的使用年限。
1 水冷螺桿冷水機組系統簡介
1.1 工作原理
機組內部循環運行的制冷劑在蒸發器管程前膨脹閥降壓吸熱,快速蒸發制冷,同時與蒸發器殼程循環運行的載冷劑冷量交換,使載冷劑達到預期低溫,降溫后的載冷劑回到貯罐,貯罐中的載冷劑由泵輸送到生產工藝設備,載冷劑流程示意圖見圖1。
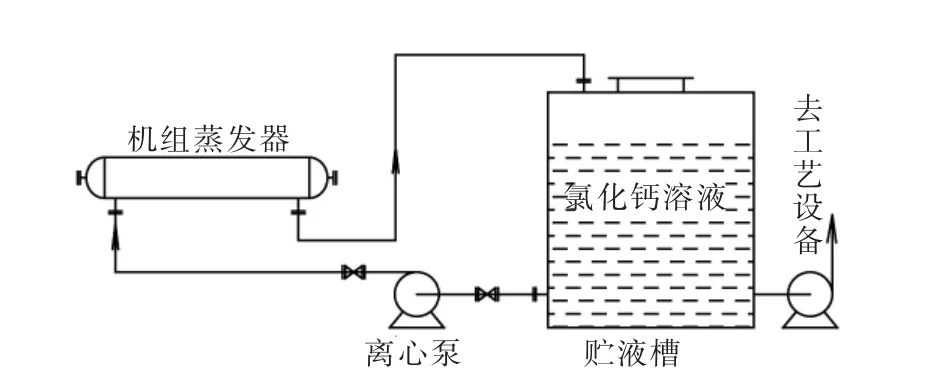
圖1 載冷劑流程示意圖
1.2 載冷劑的選擇
現國內水冷螺桿冷水機組最常用乙二醇或氯化鈣水溶液作為載冷劑,乙二醇水溶液以其較低的導電率,從電化學腐蝕的防護角度,是較理想的載冷劑,但從成本角度出發,對二者進行對比,乙二醇單價9 700 元/t,氯化鈣單價1 450 元/t。
按配100 t 溶液計算(不考慮二者密度差),乙二醇溶液對應-20 ℃工況下,其質量濃度要達到40%不結冰,約需40 t 的乙二醇,其價值為38.8 萬元。氯化鈣溶液對應-20 ℃工況下,其質量濃度要達到25%不結冰,約需25 t 的氯化鈣,其價值為3.6 萬元。成本相差十倍之多,加之氯化鈣溶液相對冰點低、不易燃的特點,所以,許多企業目前還是選擇氯化鈣作為載冷劑。
1.3 蒸發器的腐蝕
生產實踐中,冷水機組的載冷劑(25%質量濃度的氯化鈣水溶液)系統,首先因腐蝕導致損壞的是蒸發器,基本在運行半年左右,外殼體就開始出現穿孔漏水現象,且絕大部分的穿孔出現在蒸發器進水口的焊縫部位,致使冷水機組檢修補焊的現象頻繁發生,浪費了大量的人力物力,也直接導致了生產的損失。
2 蒸發器腐蝕原因分析
金屬的腐蝕按機理可分為化學腐蝕、電化學腐蝕、物理腐蝕和生物腐蝕等。蒸發器外部殼體材料為20#優質碳素結構鋼,內部換熱管材料為導熱性能良好的紫銅,兩者通過管板相連接,彼此之間電極電位存在差異,并且其表面同時接觸氯化鈣電解質溶液,所以,就具備的“電偶腐蝕”的全部條件,依據銅和碳鋼的電極電位推斷,組成腐蝕原電池的陰極為銅,陽極為20#碳鋼,符合典型的電化學腐蝕特征[1]。另外,蒸發器外殼體制造中的焊縫(外部單面焊接,內表殘留有縫隙),一定程度上形成了殘余應力腐蝕和縫隙腐蝕,為銅、碳鋼、載冷劑形成的“電偶腐蝕”起到了“推波助瀾“的作用,導致蒸發器充當了水冷螺桿冷水機組使用壽命的“短板”。
電化學腐蝕是金屬與電解質溶液間產生電化學作用而引起的腐蝕破壞,其特點是在腐蝕過程中有電流流動[1],電解質的導電強度也是衡量其腐蝕速率的重要指標。實測常溫下不同介質電導率數值,說明氯化鈣溶液強電解質的特性。溶液電導率參數見表1。

表1 溶液電導率參數
氯化鈣溶液含鹽量高,具有腐蝕性的離子濃度遠高于一般淡水,因而,用其作為載冷劑,存在嚴重的腐蝕問題。其對系統中設備均會造成不同程度的電化學腐蝕,從而導致管道泄漏和設備失效,嚴重影響設備的正常運行和安全生產,造成巨大的經濟損失。因此,必須采取合適的保護措施,有效控制腐蝕的發生及發展。
3 蒸發器電化學腐蝕的防護
電化學腐蝕保護技術按傳統習慣可分為陽極保護和陰極保護2 大類,陰極保護技術較早在中國得以應用,發展至今也較陽極保護技術趨于成熟。陰極保護技術又大致分為犧牲陽極保護法和外加強制電流保護法2 種,而犧牲陽極保護法的特點是:(1)不需外部電源,對鄰近構筑物無干擾。(2)保護裝置簡單、可靠、維護管理工作量小[2]。蒸發器結構示意圖見圖2。
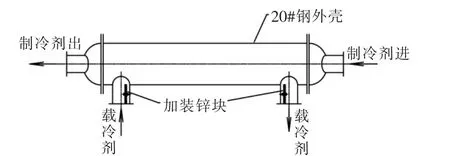
圖2 蒸發器結構示意圖
組成蒸發器有銅和20#碳鋼2 種金屬,因其兩者電極電位的差異,在氯化鈣電解質中可以把腐蝕體系看作是一個短路的由20#鋼和銅組成的原電池,如在其上連接上第三個電極(鋅),使得原來短路的二元電池結構發生變化,第三電極便替代了二元電池的陽極(20#鋼),向陰極(銅)及20#鋼供給電子,使其被保護金屬表面(原來的陽極20#鋼)不再腐蝕。這里第三電極的電極電位須低于其他電極[2]。犧牲陽極保護法示意圖見圖3。
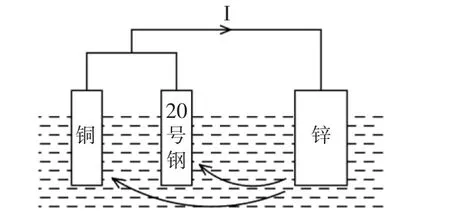
圖3 犧牲陽極保護法示意圖
常用來作為第三電極的有鎂、鋅、鋁及合金,某些相關資料也形象的稱其為“犧牲陽極”。選擇時可依經濟性、便捷性考慮,也可參考介質電阻率選取[2]。
鋅做為一種常見易得的金屬,在含鹽類水中(如海水)做為犧牲陽極,被廣泛的采用。在蒸發器殼程的進出口,采取放置鋅塊的方法,使得蒸發器外殼體由原來的“陽極”變化為“陰極”,而鋅塊充當了“陽極”的角色,實驗效果:陽極鋅塊安裝后,每間隔兩個月進行一次停機檢查,發現鋅塊也在不斷的溶解變小,經測定:重量3.86 kg 的鋅塊,4 個月后,重量減少到1.085 kg,6 個月后已近全無,需重新更換鋅塊,而檢查蒸發器殼體內壁,無腐蝕加重傾向,歷經2 年鋅塊保護,蒸發器再未出現穿孔破壞現象。
氯化鈣因其自身生產工藝的不同,也可能導致其水溶液酸性的差異,在螺桿冷水機組中,為避免其對金屬材料的腐蝕,應監測、控制氯化鈣水溶液的pH 值,使其保持為偏堿性。實驗效果:在氯化鈣溶液中加入適量的片堿(NaOH),pH 值控制在10~12[3],每周監測記錄一次,根據監測結果隨時進行調節,簡便易行,做為電化學腐蝕保護的一種輔助措施,效果良好。
冷水機組載冷劑系統中的其他設備,如:輸送水泵、管道、貯液罐等,盡管附近沒有銅及其他高電極電位材料的存在,但因金屬材料表面與氯化鈣溶液形成的“微電池”,也會導致金屬表面不同程度的電化學腐蝕,實際生產運行中,可以在氯化鈣載冷劑中填加適當的“緩蝕劑“,減緩對管道和設備的內部腐蝕。
現市場上適用于氯化鈣的緩蝕劑種類很多,水冷螺桿冷水機組作為工業企業中的核心生產設備,選擇緩蝕劑時應考慮到其安全性,特別是蒸發器的銅質換熱管,其設計壁厚基本小于1 mm,評定緩蝕劑是否對載冷劑系統有損害,較實用簡單的方法:銅質掛片實驗,將銅質掛片浸泡于緩蝕劑及緩蝕劑與氯化鈣混合溶液中,定期對銅掛片進行稱重對比,目的是檢驗緩蝕劑本身對銅質掛片是否有腐蝕。
4 對設備制造的建議
(1)建議對水冷螺桿冷水機組中蒸發器的設計和制造給予優化,在不降低其換熱(冷)效率基礎上,增加電化學防護方面的結構設計,尤其對使用氯化鈣為載冷劑的用戶充分考慮設備的實用性,并使得更換“犧牲陽極”既簡便又快捷。
(2)設備焊縫處最容易遭受腐蝕,因此在設計和制造中,應遵守等厚度或逐漸過渡的原則,減少焊縫熱應力,改進制造工藝,盡量采用雙面焊接,條件不允許情況下,需單面焊雙面成型,消除焊縫內部縫隙,避免縫隙腐蝕。
5 結語
化工行業接觸化學物料的種類很多,特別是各種酸、堿、鹽類的容器和設備,設備腐蝕造成直接經濟損失的可能性隨時存在。隨著中國改革開放以來工業技術的快速發展,電化學腐蝕防護技術得以較快地推廣應用,但仍存在巨大市場潛力。期待應用范圍更廣、技術更先進、更實用的電化學防護技術的出現。
