立式多工位蓮子穿心機的研制
2019-07-26 00:33:20王旺平王義權張永林余南輝
食品與機械 2019年7期
王旺平 何 流 王義權 張永林 余南輝
(武漢輕工大學機械工程學院,湖北 武漢 430024)
蓮子是中國江南地區,特別是兩湖兩廣地區一種非常重要的特色農產品,具有很高的食用及藥用價值[1]。干殼蓮子由于其耐存儲的特性,在蓮子的精深加工中的地位越來越重要[2]。去殼后的干蓮主要由兩瓣蓮仁和蓮心組成,由于蓮心微苦,食用時會影響蓮肉的口感,因此在蓮子的加工中一般要去除蓮心。
傳統的手工或半機械化(采用鋼針并輔助簡單的夾具)的穿心方法,穿心效率低,工人勞動強度大,且蓮子穿心質量無法保證。隨著蓮子的精深加工向機械化、自動化方向發展,市面上也出現了多種類型的蓮子穿心機[3-5]。劉木華等[6]設計了一種鮮蓮子氣動去芯機,該去芯機主要利用高壓水流對鮮蓮進行去心。邱昕洋等[7]設計了一種半自動小型鮮蓮子去芯機。這兩種機械主要是對鮮蓮進行去心,不適用于干殼蓮子。馬秋成等[8]設計的全自動蓮子去芯機,能對干殼蓮子進行穿心,但由于采用鏈傳動機構,蓮子的定位不夠準確,導致穿心率不高。張永林團隊[9-10]研發的自動對心功能的蓮子穿心機、轉盤式蓮子穿心機能對干殼蓮子進行穿心,前者只能對單顆蓮子進行加工,產量較低,后者雖產量較大,但工作時穿心鉆頭由于切削速度不夠,容易折斷,導致生產時連續性與可靠性較差。
基于對干殼蓮子的幾何、物理機械性能的研究,設計研發了一種立式多工位蓮子穿心機。擬通過穿心轉盤與穿心機構及落料機構的共同配合,實現干殼蓮子的連續穿心、落料作業,以簡化操作,提高穿心效率,降低蓮仁破損率,增強適應性。
1 主體結構與工作原理
要實現干殼蓮子的穿心,一般包括對蓮子的定位、夾緊、穿心、落料等環節。所設計的立式多工位蓮子穿心機主要由槽輪傳動機構、定位夾緊機構、穿心機構、落料機構、減速電機和機架等組成。
槽輪傳動機構由主動撥盤和從動槽輪組成,主動撥盤和從動槽輪分別安裝在立式布置的主動軸和從動軸上。定位夾緊機構主要由穿心轉盤,以及布置在其上的4組定位夾緊機構組成,每組定位夾緊機構都能對蓮子進行定位和夾緊。在穿心轉盤的轉動作用下,定位夾緊機構先后到達穿心工位及落料工位處。穿心裝置包括可被上下驅動控制且對應設于穿心工位處的穿心鉆頭。落料機構安裝于機架上且位于穿心轉盤的上方,落料機構包括可被上下驅動控制且對應設于落料工位處的落料桿。該機構的總體結構簡圖見圖1。
工作原理:剝殼后的干殼蓮子,以長軸垂直于工作臺的姿態放置在定位夾緊機構的定位夾緊槽中;減速電機通過聯軸器驅動主動撥盤連續運動,并在槽輪傳動機構的作用下帶動從動槽輪做間歇運動,主動撥盤每旋轉1圈,從動槽輪和穿心轉盤旋轉1/4圈;置于定位夾緊機構中的蓮子,依次經過準備工位、穿心工位、落料工位;當蓮子運動至穿心工位時,穿心機構在空間凸輪的作用下,從上至下運動,完成對蓮子的鉆削穿心,穿心后的蓮心粉末落入蓮心收集抽屜中;同時,位于第4工位上的已穿心蓮子,在落料桿的推動下,從定位夾緊槽中跌落,并通過出料管排出機外,完成蓮子的穿心。穿心轉盤與穿心機構及落料機構共同配合,實現了干殼蓮子的連續穿心、落料作業,提高了蓮子穿心的效率。
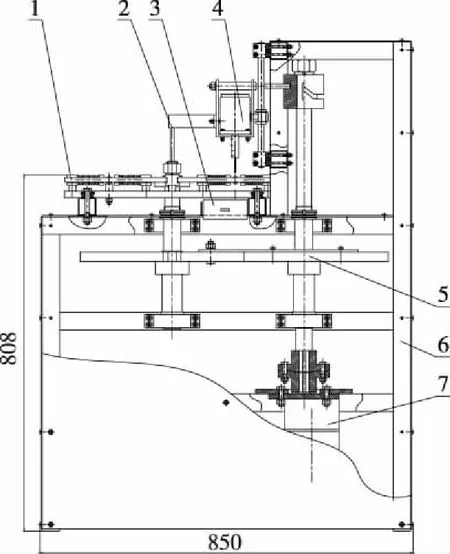
1.定位夾緊機構 2.落料機構 3.蓮心收集抽屜 4.穿心機構 5.槽輪傳動機構 6.機架 7.減速電機
圖1 立式多工位蓮子穿心機總體結構圖
Figure 1 The structure of a vertical multi-station lotus core puncher
2 主要機構設計
2.1 槽輪傳動機構
為了實現蓮子的連續穿心,且在穿心鉆頭工作時,蓮子保持靜止狀態。本設計采用了槽輪傳動機構,實現了蓮子在轉盤上的間歇運動。槽輪傳動結構的結構簡圖如圖2所示。
工作時,撥盤在主傳動軸的帶動下連續運動,固定在撥盤上的連桿通過圓柱銷帶動槽輪做間歇運動。當圓柱銷位于輪槽中時,槽輪處于運動狀態;當圓柱銷離開輪槽時,槽輪處于靜止狀態。當圓柱銷進入或離開輪槽時,槽輪中心和圓柱銷的連線垂直于撥盤和圓柱銷的連線。根據所設計的產量,確定了槽輪槽數為4,撥盤圓柱銷數為1,根據轉盤直徑,確定槽輪和撥盤中心距為300 mm,根據槽輪傳動設計相關步驟,計算槽輪傳動機構的其他參數如表1所示。

1.槽輪 2.圓柱銷 3.撥盤 4.連桿圖2 槽輪傳動機構Figure 2 The structure of maltese mechanism
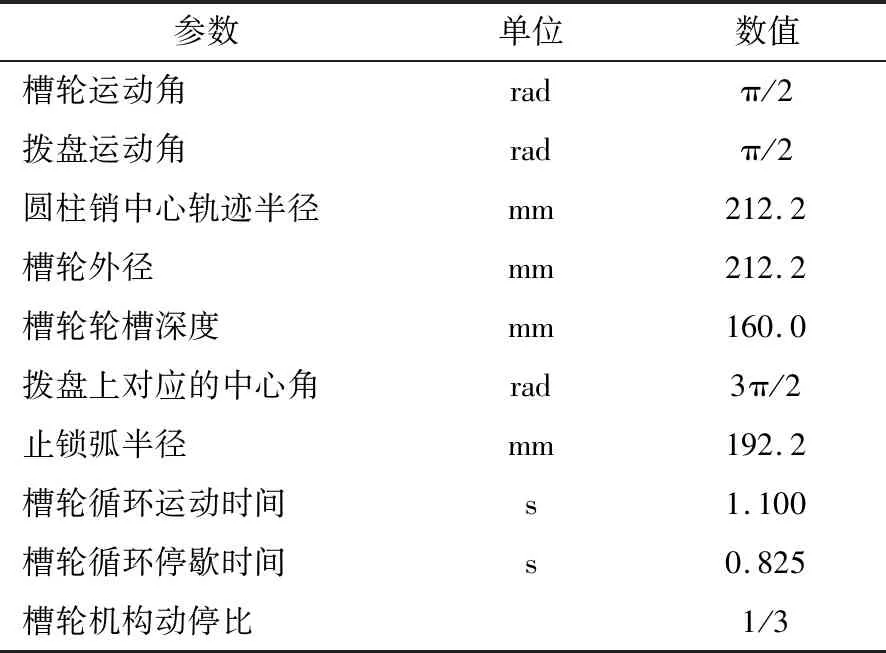
表1 槽輪傳動機構相關參數Table 1 The correlation parameters of maltese mechanism
2.2 定位夾緊機構
所設計的蓮子定位夾緊機構安裝于轉盤上,共設置有4組定位夾緊機構,分別對應蓮子加工中的4個工位,即上料工位(第1工位)、準備工位(第2工位)、穿心工位(第3工位)和落料工位(第4工位),其結構圖見圖3。每組定位夾緊機構包含2個外滑塊、2個內滑塊、彈簧。其中內滑塊沿穿心轉盤的徑向方向安裝在安裝槽中,且其內端限位安裝于內環形限位槽內,外滑塊沿穿心轉盤的徑向方向安裝于安裝槽,且位于內滑塊的外側,外滑塊的外端限位安裝于外環形限位槽內。當穿心轉盤轉動時,每一夾緊機構先后到達對應的上料工位、準備工位、穿心工位及落料工位處,且在槽輪傳動機構的配合下,4個夾持機構停滯于對應工位處。
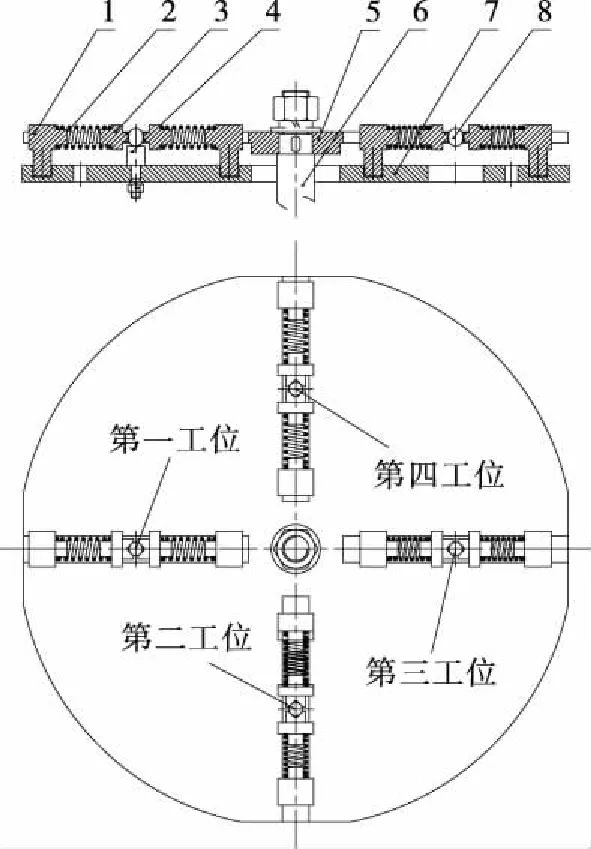
1.外滑塊 2.彈簧 3.內滑塊 4.定位桿 5.轉盤 6.從動軸 7.凸輪盤 8.蓮子
圖3 定位夾緊機構
Figure 3 The structure of positioning and clamping mechanism
為了保證不同工位對蓮子夾緊力的需求,從上料工位、準備工位至穿心工位時,內環形限位槽與外環形限位槽之間的間距逐漸減小;從穿心工位、落料工位至上料工位處,內環形限位槽與外環形限位槽之間的間距逐漸增大。這種間距的變化通過改變置于轉盤下方的凸輪盤上的凸輪槽的形狀來實現。不同工位所需的夾緊力通過彈簧的壓縮量來控制,進料工位彈簧變形量1 mm,夾緊力20 N,準備工位和穿心工位彈簧變形量10 mm,夾緊力200 N,落料工位彈簧變形量0 mm,無夾緊力。
2.3 空間凸輪機構
空間凸輪機構安裝在主傳動軸的上方,空間凸輪的外圓柱側表面上開設有環形導引凹槽。當空間凸輪隨主動軸同步旋轉時,通過固定在穿心機構上的導引桿的作用,使穿心機構及落料機構做上下方向的往復直線運動,從而實現對蓮子的鉆削穿心工作。空間凸輪的結構簡圖及其展開圖如圖4所示。
所設計的空間凸輪導引凹槽為非對稱結構,當導引桿處于前3/4周期時,空間凸輪旋轉時,帶動穿心機構及穿心鉆頭緩慢向下運動,完成蓮子的穿心,滿足干殼蓮子穿心時的鉆削要求。當穿心完成后,為了提高蓮子穿心機的工作效率,穿心機構及穿心鉆頭向上運動時間為1/4周期。根據穿心機的設計產量,確定空間凸輪的進程時間0.825 s,回程時間0.275 s,進程平均速度30.3 mm/s,回程平均速度90.9 mm/s。
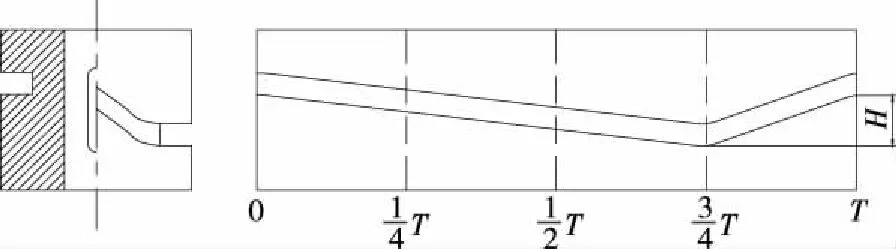
圖4 空間凸輪結構及其展開圖Figure 4 The structure of space cam and its stretch out view
3 主要參數與性能指標
該機的主要參數與性能指標如表2所示。
4 結論
本試驗研制了一種立式多工位蓮子穿心機,通過穿心轉盤與穿心機構及落料機構的共同配合,實現了干殼蓮子的連續穿心、落料作業。設計中采用槽輪傳動機構實現了蓮子加工過程的間歇運動,保證了蓮子鉆削穿心過程的穩定性與可靠性,一次穿心率高,蓮仁破損率低。采用雙V型滑塊和彈簧組合的蓮子定位夾緊機構,使蓮子進料時阻力較小,提高了進料速度;在穿心工位時能提供較大的夾緊力,進一步保證了蓮子的穩定性,提高了蓮子穿心率與穿凈率。采用非對稱凹槽的空間凸輪設計,實現了穿心鉆頭的急回特性,提高了整機的工作效率。所設計的蓮子穿心機操作簡單,穿心效率高,蓮仁破損率低,適應性強,為干殼蓮子機械加工中的穿心工序提供了重要保證。但由于采用手工供料方式,該機產量提高受到限制,后續可研究蓮子穿心機的自動供料系統,提高其產量。

表2 主要參數與性能指標Table 2 The main parameters and performance indexs