汽車底盤合裝工位安裝和理論基礎研究
2019-08-05 01:46:16董亞洲李曄盧濤
中國設備工程 2019年12期
董亞洲,李曄,盧濤
(1.上海維荻機電技術有限公司;2.上汽大眾汽車有限公司,上海 201805)
安裝質量決定流水線的穩定性和JPH 的高低,往往一些高質量的設計,但是安裝沒有到位,最后高JPH 生產時,由于高頻率的震動和螺栓的松動,出現直線度偏移,前后滾床的平面有臺階,直接后果就是設備沒有到達預期壽命就是出現搜壞,本文主要從安裝的順序,每個安裝公差的給予,及一些測量方式來保證安裝質量。
1 OP 線工位基準的設定
1.1 OP 線Z 方向標高的定義
在新廠房建造時,會在廠房的某個柱頭上建造個建高標識。整個永久性標識將作為廠房建設的高度基準與總裝、油漆等四大工藝設備的安裝高度基礎,之所以作為永久性標識,也是為了以后的廠房改造和新設備的安提供高度基準。
1.2 OP 線中心線的確定
廠房建設時,土建有個坐標中心線基準并由此作為基準建設廠房。輸送規劃和總裝規劃根據土建坐標中心線建立BA3 設備安裝的中心線,輸送負責給中心線基準做上永久標識,方便以后的項目設備改造和新設備安裝,并為其提供中心線基準。
1.3 輸送吊具的安裝和尺寸控制
(1)輸送線壓軌安裝。輸送吊架壓軌的安裝精度直接影響吊架的精度,所以輸送吊架壓軌的安裝精度就顯得異常關鍵。輸送規劃在安裝壓軌時定義其標高公差(Z 方向公差)為±1mm,Y 方向(中心線)公差同樣為±1mm,驗證測量的方位為取2m 長度的節距作為一組測量樣本,超出公差的樣本需重新調整壓軌并重新測量直至達到公差要求,測量結束后,供應商需提供完整的測量報告和調整記錄,方便以后改造和新設備安裝的測量和調整。
(2)輸送吊具尺寸標定。雖然每個輸送吊架在出廠時都是滿足當初的設計和加工要求,并有相關的尺寸保證手段和一些控制的策略,為了減少更多的不確定因素,在實際生產中,輸送規劃部門都會在輸送平臺上面安裝一個固定式檢具,檢具是用來檢測吊具上四個銷的公差,公差范圍控制在±1mm,,平臺高度為3m,只有檢測合格的吊架才會被放到流水線上繼續生產,不合格的檢具會進入維修軌道等待進一步維修,但此檢具主要是為了保證轉換工位接車安全。
在底盤合裝工位有個專門的機構來保證車身和底盤相對尺寸,所以輸送規劃部門在檢具平臺之后規劃了兩個模擬合裝工位,此工位主要功能是檢測地面銷能否順利插入吊具孔,但是此工位與實際合裝工位理念有所不同,兩個檢測工位是吊架下降插入地面銷中,實際的合裝工位是吊架停止不動,地面銷在氣缸的作用下向上運動插入吊架空中,以保證它們之間的相對距離。
2 OP10 工位介紹和設備安裝控制
2.1 工位概況
在標準化工廠中,OP10 的工位狀況下圖(圖1)所示:整個安裝系統由車身吊架系統、升降機、吊架穩定系統、車身后壓鉤系統等組成,它們之間互有聯系,整個合裝工位通過這些元素來組成一個尺寸鏈系統保證合裝的穩定性和成功率,見圖1。
2.2 OP10 合裝工位合裝順序
OP10 工位是底盤零件和車身的結合工位,是整個大眾集團“一體式底盤”的實現工位,為此在產品開發之時,就為整體式合裝考慮了車身RPS 孔和車身側壓鉤孔,設備規劃部門也在工藝實現的過程中增加一些過程工藝,從產品的開發到工藝規劃共同來保證合裝質量。
在設備安裝過程中,必須遵循一定的安裝順序,因為精度的實現形式是由產品的設計和總裝的工位安裝雙重實現的,安裝設備時按照產品的設計尺寸鏈和工藝安裝基準的主次順序,按照由主到次的順序分級控制,最終實現產品質量的最終控制。
合裝工位設備安裝順序如下:
(1)主線輸送安裝完EMS 導軌后。彈下墨線,需要用激光設備測量EMS 導軌的X,Y,Z 偏差向偏差,測量時應邀請三方(總裝規劃,輸送規劃和供應商)共同參與測量和確認,如發現偏差及時調整并再次測量。
(2)供應商對主線輸送彈下的墨線進行測量認可后,開始進行OP10 設備的安裝,先安裝靜音滾床,測量和調整滾床中間導向條的EMS 彈下的墨線的偏差,最終調整到規定的公差內。
(3)然后,根據已確定的滾床位置和圖紙尺寸依次安裝車身壓緊裝置和車身吊具對中裝置等。

圖1
2.3 重點定位局部展示
在合裝工位有兩個最重要的的定位,它們分別是吊架定位銷和吊架的定位(A)和輥床定位銷與托板的定位(B),見圖2。
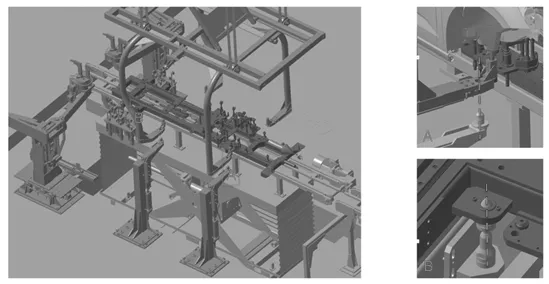
圖2
2.4 液壓升降機的安裝固定
升降機為雙剪式的液壓升降機,基本設計載荷為7.5T。與升降機連接的為鏈條式輥床,鏈條的廠家為BOSH,輥床上配合使用定位銷,當地盤托盤運動到升降機上后,通過其控制托板和升降機的相對位置,車身吊架到位后失去動力,只有后縱梁孔配有壓鉤。
升降機的Y 向以OP 線中心線為基準進行找正和安裝,Y向偏差控制在±0.5mm 以內,液壓升降機在高低位置之間的中心線偏差在1mm 以內,因此輸送鏈床在工作位置時的Y 向偏差在±1.5mm 以內;X 向以該工位的車身坐標零點位置為基準,進行找正安裝。X 向偏差控制在±1mm 以內;Z 向以車間的土建基準點為基準,調整鏈床的水平高度至1750mm,Z 向偏差控制在±0.5mm 以內。
2.5 車身吊具定位銷安裝
車身吊具穩定銷機構的Y 向以OP 線中心線為基準進行找正安裝,Y 向偏差控制在±0.5mm 以內;X 向以該工位的車身坐標零點位置為基準點,根據定位銷與車身零點之間的相對位置尺寸進行找正安裝。X 向偏差控制在±1mm 以內;Z向在調試時通過調整氣缸的行程調整至設計的工作位置,偏差可控制在±1mm 以內。
2.6 車身壓緊裝置
車身壓緊機構的Y 向應以OP 線中心線為基準進行找正安裝,Y 向偏差控制在±0.5mm 以內;X 向以該工位的車身坐標零點位置為基準點,根據壓緊裝置與車身零點之間的相對位置尺寸進行找正安裝。X 向偏差控制在±1mm 以內;Z向在調試時通過調整伺服電機的停止位置脈沖調整至設計的工作位置,偏差控制在±0.5mm 以內。
3 結語
要想完全得到前期的設計效果,要嚴格做到2 點:
(1)嚴格按照安裝順序和安裝規范安裝。
(2)必須要達到之前設計的安裝尺寸。我們在實際安裝過程中必須做到不厭其煩,千萬不能有僥幸心理,有些安裝后期可以調整,但是有些安裝會導致設備的整體報廢,設備安裝前期產能的壓力不是很大,會有很多的調整和反復的時間,但是隨著后期產能的提升,每次的停線都會造成產能的損失,隨著車間產能的提升,對設備的磨損也越來越大,特別是安裝不到位的地方,就會成為以后設備故障的引爆點。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
工業設計(2016年12期)2016-04-16 02:52:00
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
設備管理與維修(2015年12期)2015-04-09 06:57:00
