一種塑制汽車離合器泵的旋轉摩擦焊接工藝參數的設計方法
2019-08-06 12:49:08解若愚
中國機械工程 2019年14期
關鍵詞:模型
盛 精 解若愚
1.廈門理工學院福建省客車先進設計與制造重點實驗室,廈門,3610242.廈門理工學院福建省客車及特種車輛研發協同創新中心,廈門,361024
0 引言
隨著汽車的節能、環保要求而引發的汽車輕量化需求增加,以及高性能工程塑料的不斷涌現,車用塑料件替代金屬件已經成為一種趨勢。汽車塑制件的摩擦焊接是一種經濟、高效、環保的焊接工藝技術[1],許多塑料制件往往要通過旋轉摩擦焊接工藝成為一個汽車零部件。具體而言,摩擦焊接是在恒定或遞增壓力以及扭矩的作用下,利用焊接接觸端面之間的相對運動在摩擦面及其附近區域產生摩擦熱和塑形變形熱,通過界面的分子擴散和再結晶實現的。因此,在焊接過程中,只有合理地設計焊接參數,才能使焊接件的焊接面部位完全融化或塑性變形充分后完全融合,實現塑制零件組合成為一個部件的目標。
金屬零件的摩擦焊接成為研究熱點[2-3],而塑制零件的摩擦焊接尚不多見。TAPPE等[4]研究了旋轉摩擦階段焊接參數和材料對焊接區域溫度的影響,討論了焊接參數對焊接質量的影響;KENNEY等[5]給出了幾種焊接頭的結構形式并對其特性進行了討論;CRAWFORD等[6]研究了4種不同熱塑性塑料的旋轉焊接過程;STOKES等[7]分析了熱塑性塑料的旋轉焊接過程并建立了相應的數學分析模型;POSLINSK等[8]研究了熱塑性塑料在旋轉焊接的穩定性熔化階段黏度的變化影響。上述對旋轉焊接技術的研究側重于機理方面,涉及解決工程技術問題的并不多見。眾所周知,摩擦旋轉焊接件焊縫的焊接強度是焊接工藝的關鍵環節。本文圍繞一種汽車離合器泵塑料部件的上下泵體旋轉焊接工藝參數設計,開展焊接參數之間的耦合關系的研究,探索一種焊接參數的設計方法,最后將研究成果通過數控設備應用于塑料零件的焊接,實現塑制零部件生產的產業化。
1 上下泵體摩擦面溫度預測模型的建立
1.1 實驗設計
本文研究的離合器泵所用塑料為PAMXD6,其結構由上泵體(圖1)與下泵體(圖2)組成。
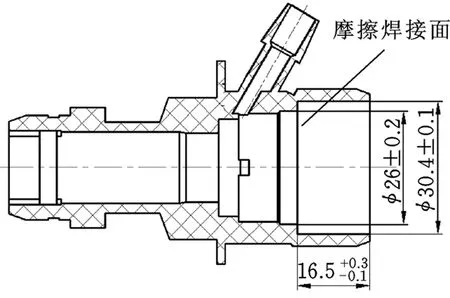
圖1 離合器泵的上泵體Fig.1 Upper pump body of the clutch pump
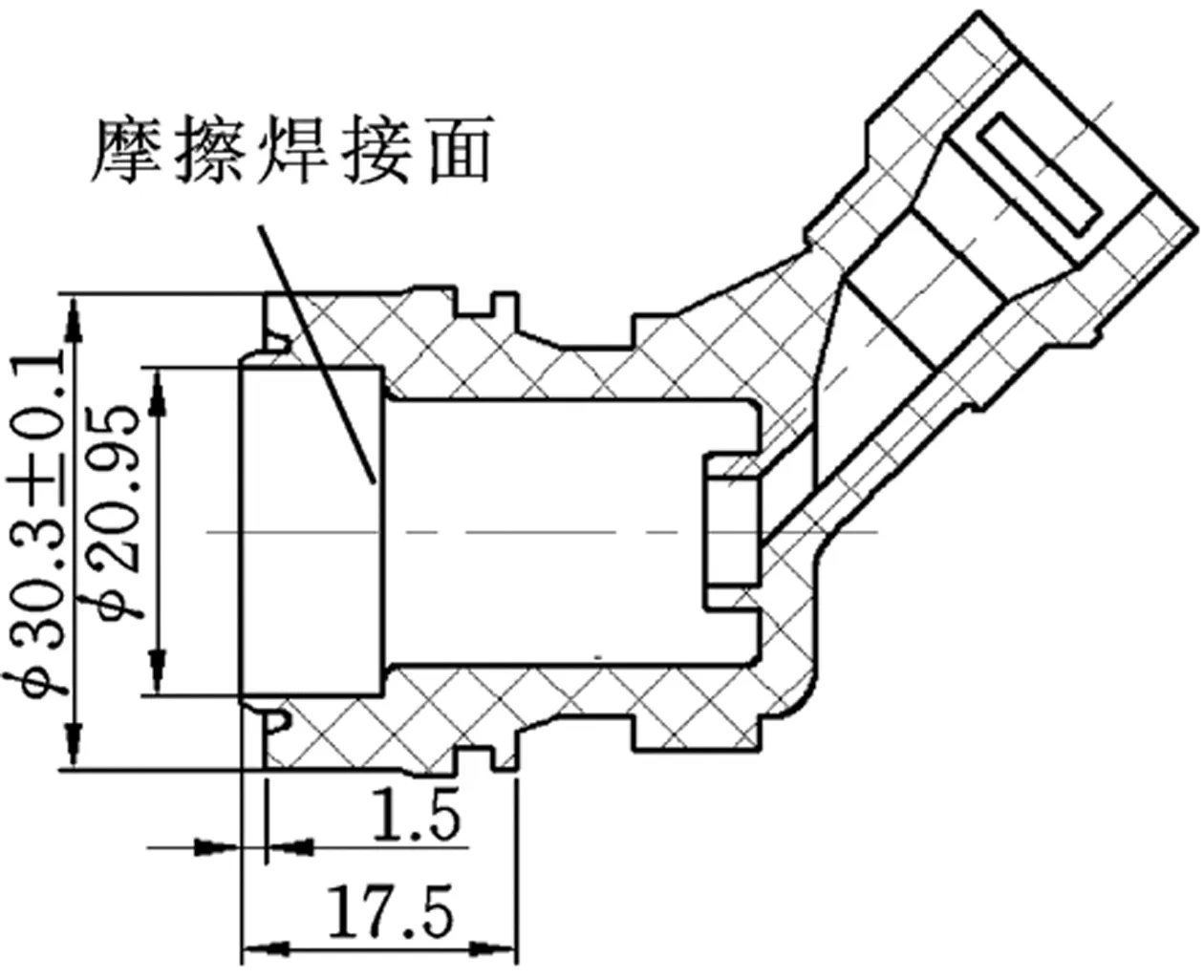
圖2 離合器泵的下泵體Fig.2 Lower pump body of the clutch pump
擬采用人工熱電偶測溫法(熱電偶型號TT-K-36)測量焊接面的焊接溫度。為便于測溫,在圖3a所示位置將塑料泵的下泵體上開通一個直徑為1.5 mm的測溫孔,通過測溫孔放入熱電偶的熱端使其與摩擦面接觸;按圖3b所示將上泵體與與下泵體固定在夾具內,啟動旋轉焊接機后,主軸帶動上泵體旋轉下移,直至與下泵體接觸并開始焊接。記錄下溫度顯示儀中出現的溫度值后,通過數據處理獲取摩擦面焊接溫度值。
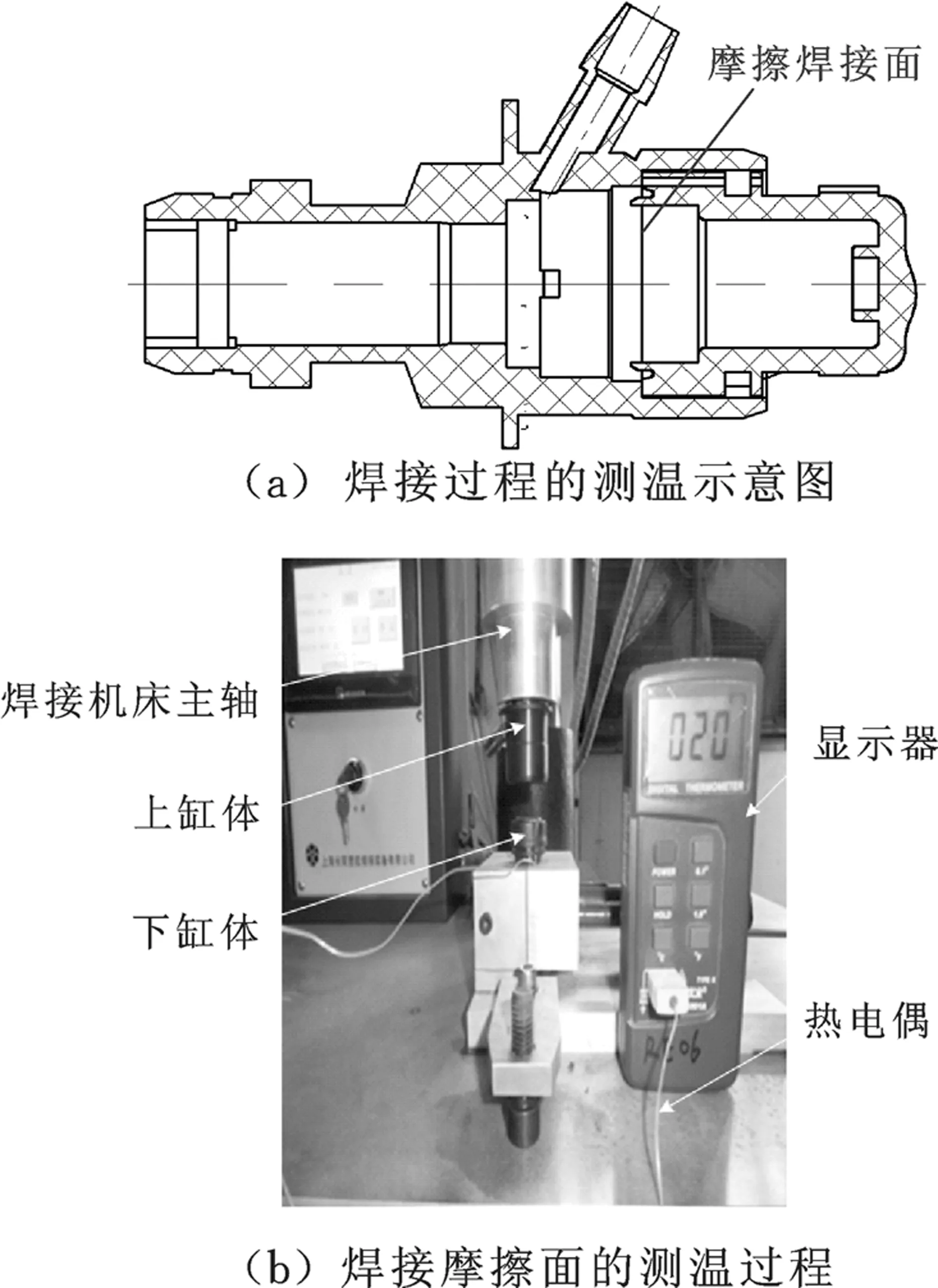
圖3 旋轉摩擦焊接測溫實驗Fig.3 Temperature measurement experiment of rotating friction welding
1.2 試驗方法
響應曲面法(RSM)[9]是對一個或多個響應受多個因素影響的問題進行建模和分析的有效方法。面向數控塑料旋轉焊接機可調的焊接工藝參數,本文采用響應曲面法,選取對摩擦溫度影響顯著的轉速、熔接壓力、旋轉圈數3個工藝參數進行研究,在建立摩擦面溫度與焊接參數的關聯模型的基礎上,完成焊接參數的設計。
從設計域、計算精度和方案可行性等方面綜合考慮,試驗方案通過二次回歸正交設計確定。采用長榮EGP-3P塑料旋轉焊接機,基于設備條件,選擇主軸轉速、熔接壓力、旋轉圈數3個參數作為離合器泵體的焊接工藝參數。結合工藝手冊上的推薦值和實際加工經驗,確定試驗中各工藝參數的變化范圍如下:轉速1 000~3 000 r/min,熔接壓力0~6 MPa,旋轉圈數12~28。
1.3 摩擦面溫度預測模型的構建
考慮交互效應和二次效應,選用三因素二水平響應曲面模型,其表達式為
(4)
式中,xi分別為主軸轉速、熔接壓力、旋轉圈數;βi為單個試驗因素效應系數;βij為兩個試驗因素交互效應系數;βii為單個試驗因素二次效應系數,i,j=1,2,3。
為方便統一處理,需要進行編碼變換,將自變量的變化范圍轉換為[-1,1],編碼表達式為
Z0j=(Z1j-Z2j)/2
(1)
Δj=(Z2j-Z0j)/r
(2)
xij=(Zij-Z0j)/Δj
(3)
其中,Z0j為零水平,Z1j為下水平,Z2j為上水平,Δj為間隔,xij為水平量。查表知正交規范基r=1.215。編碼后的因素水平見表1。
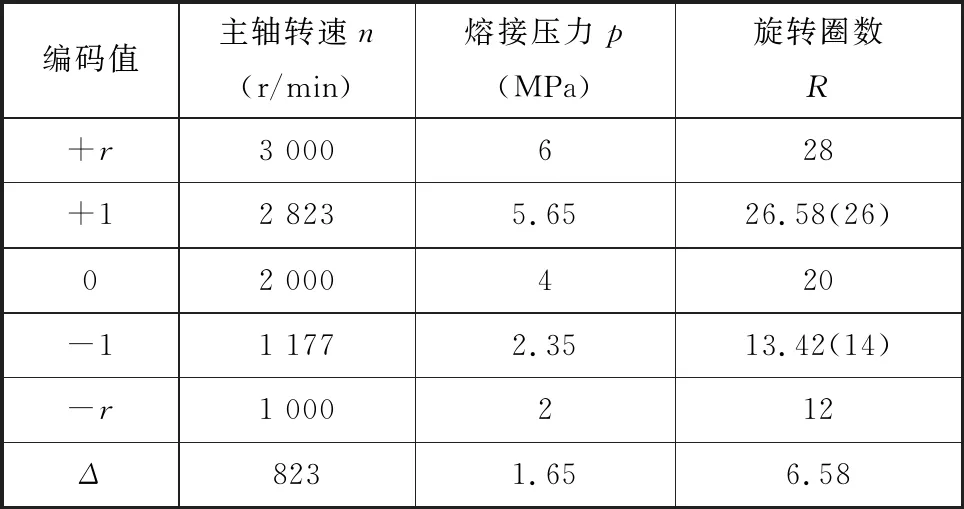
表1 試驗因素編碼表
選取合適的正交表,將編碼水平按表2所示進行排列,并依照表中順序,依次測取摩擦面溫度,表2中,Z0為常數;Z10為焊接轉速的編碼;Z2為熔接壓力的編碼;Z3為旋轉圈數的編碼;θ為摩擦面溫度。
對表2中的試驗數據進行處理,可得回歸方程,然后將編碼空間轉換到自然空間,整理后得到主軸轉速、熔接壓力與旋轉圈數三因素對摩擦面溫度θ的二階響應曲面模型(摩擦面溫度的預測模型):
θ=225.093 4+0.017n+75.505 6p+17.544 9R+
0.000 4np+0.000 3nR-1.1974pR+8.498 0×
10-7n2-5.010 2p2-0.252 5R2
(5)

表2 摩擦面溫度二次回歸正交設計試驗表
1.4 摩擦面預測模型的回歸分析
為了對主軸轉速、熔接壓力、旋轉圈數與摩擦表面溫度之間的回歸方程進行顯著性檢驗,需要對式(5)中的一次項、二次項進行方差分析,分析結果見表3。
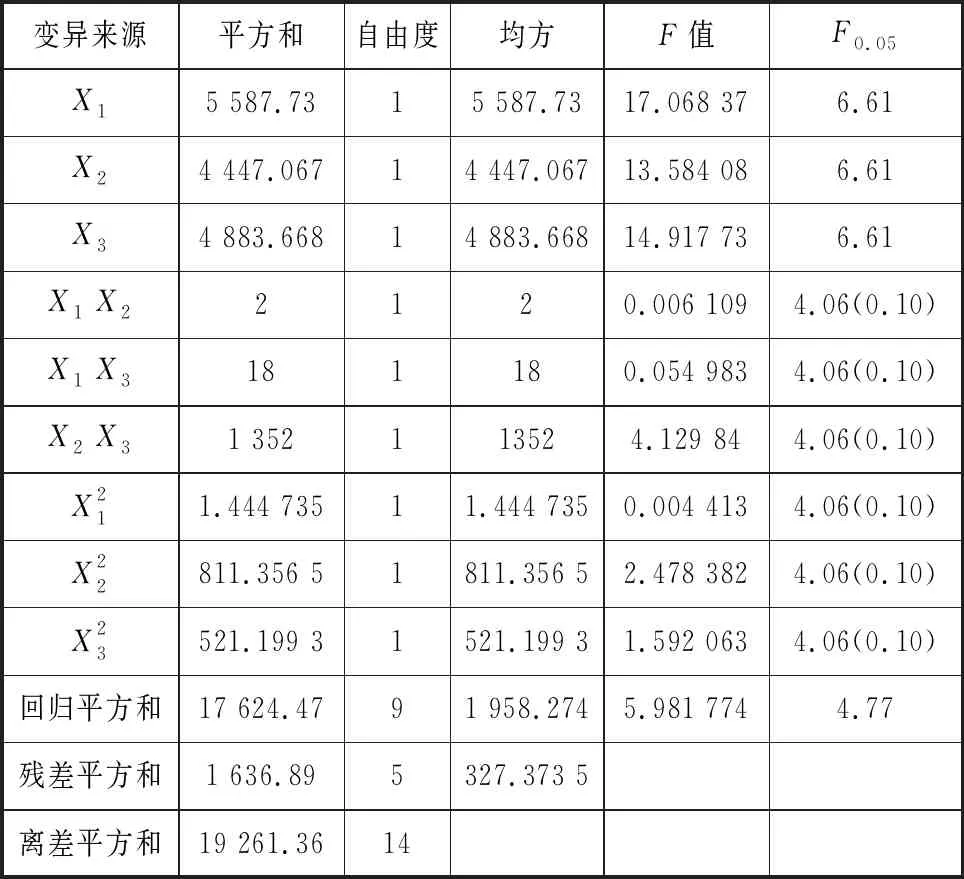
表3 回歸方程的方差分析
比較分析表3中F值與F0.05發現,主軸轉速、熔接壓力、旋轉圈數對摩擦表面溫度的影響都顯著,其中主軸轉速的影響最大,在各因素中起主導作用;旋轉圈數對摩擦表面溫度的影響程度次之,熔接壓力對摩擦表面溫度的影響程度較小。此外,熔接壓力與旋轉圈數的交互作用對摩擦表面溫度的影響較為顯著,而主軸轉速與熔接壓力的交互作用、主軸轉速與旋轉圈數的交互作用對摩擦表面溫度影響并不十分明顯。再者,主軸轉速、熔接壓力和旋轉圈數的二次效應對摩擦表面溫度的影響也不顯著。從二次回歸效果來看,建立的二階響應回歸方程是高度顯著的,即焊接面摩擦溫度的模型是可信的。
2 摩擦焊接參數耦合模型的創建
2.1 泵體材料熔點的測定
根據摩擦焊接機理,為提高焊接質量,獲取塑制離合器泵旋轉焊接的最優工藝參數,需要得到材料的熔解溫度[10]。差示掃描量熱法(DSC)測定塑料熔融、結晶溫度和熱焓是目前普遍采用的方法之一,本文采用法國塞塔拉姆公司的Labsys Evolution綜合同步熱分析系統。試驗條件如下:加熱速率為10 ℃/min,保護氣體為氮氣,加熱最高溫度為350 ℃,冷卻方式為隨爐冷卻。
根據離合器泵所用塑料加熱溫度和熱流變化的數據,獲得塑料PAMXD6的DSC曲線(圖4);采用國際熱分析聯合會(ainternational confederation for thermal analysis,ICT)推薦的方法,對DSC曲線進行分析,找出基線并尋出峰的位置,最后獲取材料的熔融吸熱峰。圖4中,B點是起始溫度θi,C點是峰頂溫度θp,D點是終止溫度θf。由圖4不難得到,θi=208 ℃,θp=232 ℃,θf=258 ℃。
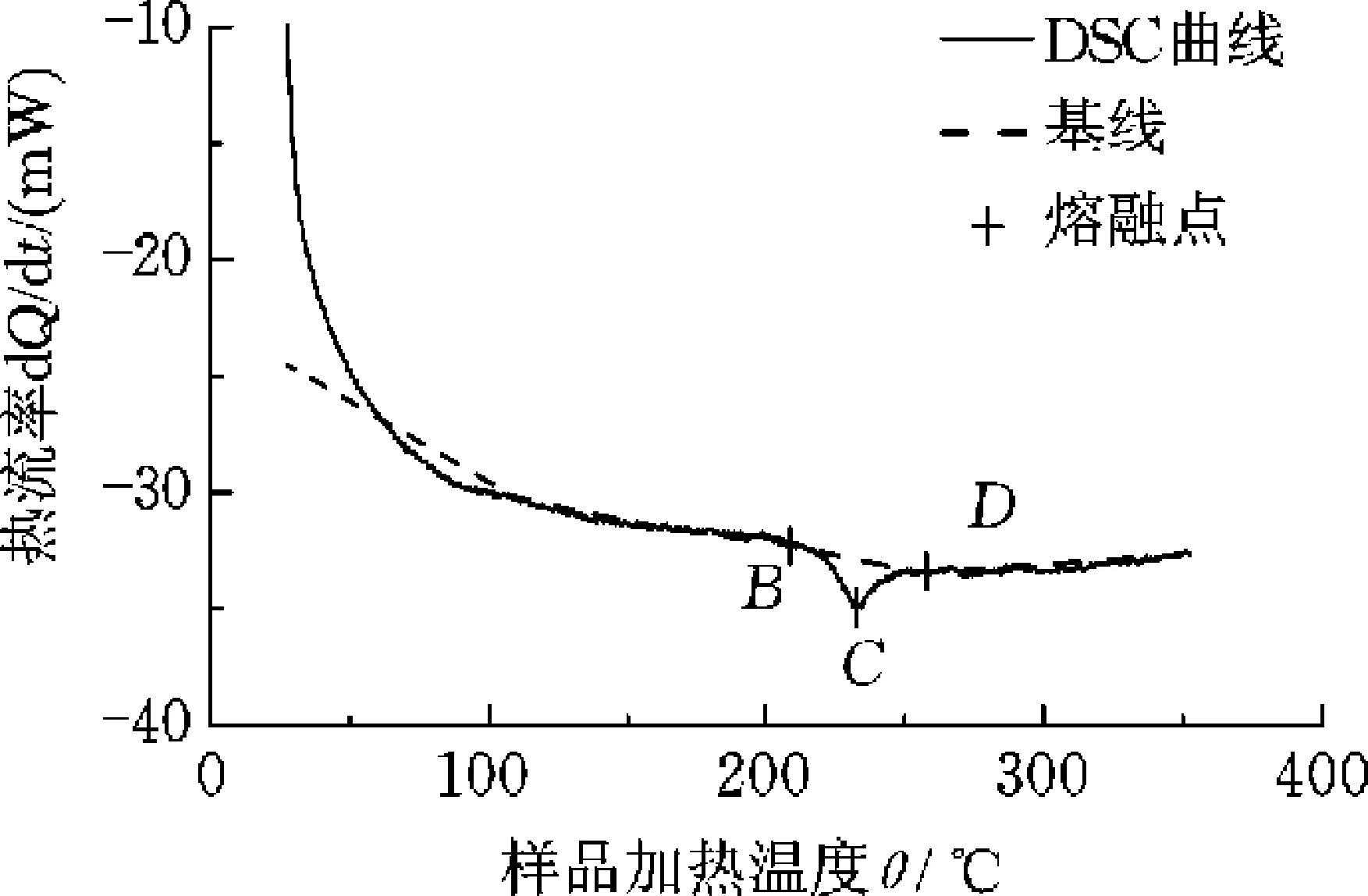
圖4 PAMXD6塑料的DSC曲線熔點分析Fig.4 The DSC curve melting point analysisof PAMXD6 plastics
由圖4可以發現,當焊接材料被加熱到208 ℃時(B點處),熱流曲線發生突變,表明此時材料開始因熔化而吸熱;當加熱溫度升至232 ℃時,出現吸熱峰的極大值點,即C點的位置,此時材料完全熔化;當加熱溫度繼續上升至257 ℃時,到達外推終止點,即D點位置,焊接材料的熔化逐漸終止。
2.2 摩擦焊接參數耦合模型的建立
結合摩擦面溫度預測模型與DSC試驗獲取的材料熔點,可得焊接參數的關聯耦合模型:
208≤225.093 4+0.017n+75.505 6p+17.544 9R+
0.000 4np+0.000 3nR-1.197 4pR+8.498 0×
10-7n2-5.010 2p2-0.252 5R2≤258
(6)
分析式(6)可知,在設計旋轉焊接參數時,可先設定3個焊接參數中的兩個,即可確定另外一個焊接參數值。這樣既節省了焊接調試的時間,也節省了試驗材料的消耗。
2.3 摩擦面溫度的響應分析
主軸轉速和熔接壓力對摩擦面溫度的響應曲面圖(旋轉圈數設定為20圈)見圖5。可以看出:主軸轉速n在1 000~3 000 r/min之間、熔接壓力在0~10 MPa之間時,摩擦面溫度隨著主軸轉速、熔接壓力的增大而升高;當主軸轉速為3 000 r/min、熔接壓力為5.3 MPa時,摩擦面溫度達到最大值240.5 ℃,隨后摩擦面溫度開始隨著熔接壓力的增大而降低。要使摩擦面溫度達到材料的熔點,必須保證摩擦面溫度在208~258 ℃內,因此,熔接壓力最小應為2.9 MPa,對應的主軸轉速為2 850 r/min;主軸轉速最小應為1 900 r/min,對應的熔接壓力為5.1 MPa。
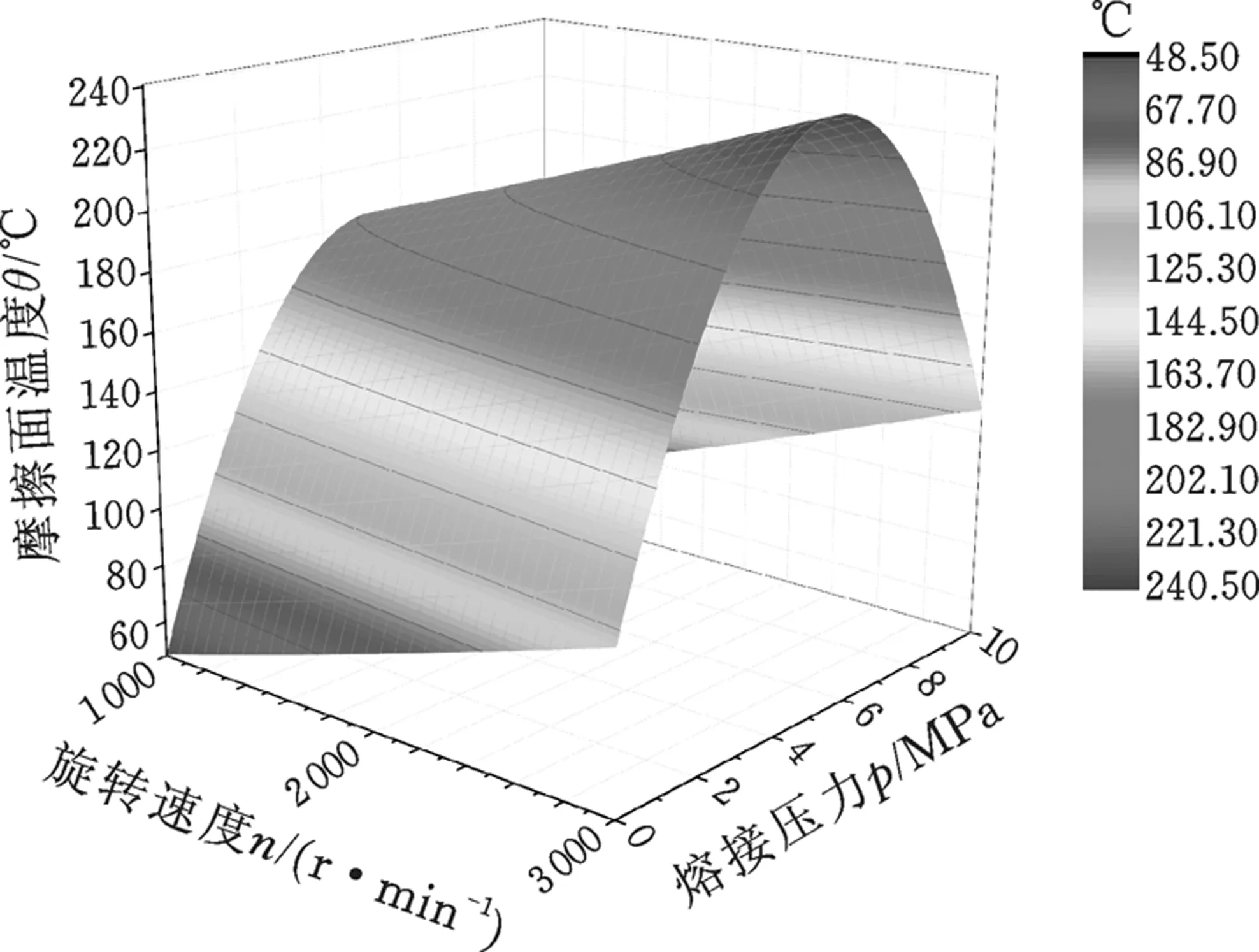
圖5 摩擦面溫度相對于主軸轉速、熔接壓力的響應曲面Fig.5 The response surface of friction surface temperaturerelative to spindle speed and welding pressure
主軸轉速和旋轉圈數對摩擦面溫度的響應曲面圖(熔接壓力設定為4 MPa)見圖6。可以看出,主軸轉速在1 000~3 000 r/min、旋轉圈數在0~60圈之間時,摩擦面溫度首先隨著主軸轉速與旋轉圈數的增大而升高;當主軸轉速為3 000 r/min、旋轉圈數為28圈時,摩擦面溫度達到最大值241.0 ℃;隨后摩擦面溫度開始隨著旋轉圈數的增大而降低。要使摩擦面溫度達到材料的熔點,旋轉圈數最小應為18圈,相應的主軸轉速為2 800 r/min;主軸轉速最小應為1 400 r/min,對應的旋轉圈數為28。

圖6 摩擦面溫度相對于主軸轉速、旋轉圈數的響應曲面Fig.6 The response surface of friction surface temperature relative to spindle speed and number of rotating circles
旋轉圈數和熔接壓力對摩擦面溫度的響應曲面圖(主軸轉速設定為3 000 r/min)見圖7。可以看出,熔接壓力在0~10 MPa、旋轉圈數在0~60圈之間時,摩擦面溫度首先隨著熔接壓力與旋轉圈數的增大而升高;當熔接壓力為4.7 MPa、旋轉圈數為26圈時,摩擦面溫度達到最大值246.0 ℃;隨后摩擦面溫度開始隨著旋轉圈數、熔接壓力的增加而降低。要使摩擦面溫度達到材料的熔點,旋轉圈數最小應為13,相應的熔接壓力為5.9 MPa;熔接壓力最小應為1.8 MPa,對應的旋轉圈數為30。

圖7 摩擦面溫度相對旋轉圈數和熔接壓力的響應曲面Fig.7 The response surface of friction surface temperaturerelative to the number of rotating circles and the welding pressure
3 摩擦焊接面溫度預測模型與焊接參數耦合模型的驗證
3.1 摩擦焊接面溫度預測模型的驗證
實驗驗證在長榮EGP-3P塑料旋轉焊接機上進行。在主軸轉速、熔接壓力和旋轉圈數適用范圍內,隨機選取9組焊接參數進行試驗:第1組(1 000 r/min,3 MPa,10圈)、第2組(1 000 r/min,5 MPa,20圈)、第3組(1 000 r/min,7 MPa,30圈)、第4組(2 000 r/min,3 MPa,10圈)、第5組(2 000 r/min,5 MPa,20圈)、第6組(2 000 r/min,7 MPa,30圈)、第7組(3 000 r/min,3 MPa,10圈)、第8組(3 000 r/min,5 MPa,20圈)和第9組(3 000 r/min,7 MPa,30圈),結果見圖8。
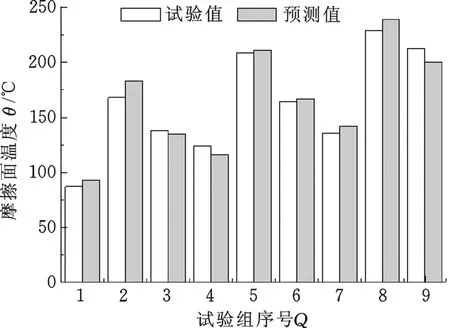
圖8 焊接過程中上下泵摩擦面溫度的試驗值與預測值Fig.8 Experimental and predictive values of the friction surface temperature of upper and lower pump during welding
通過對圖8中的數據進行分析不難發現,在選用隨機組合的焊接參數進行實驗時,測試與預測的摩擦面溫度的相對誤差在10%之內,證明摩擦焊接溫度的預測模型是可靠的。
3.2 焊接參數耦合模型的驗證
為了檢驗焊接參數耦合模型對焊接參數設計的有效性與正確性,分別選取3組預測摩擦面溫度超過熔點的焊接參數組與3組預測摩擦面溫度低于熔點的焊接參數組進行摩擦焊接試驗,分組情況如下:第1組(2 000 r/min,5 MPa,20圈)、第2組(3 000 r/min,5 MPa,20圈)、第3組(2 500 r/min,5 MPa,30圈)、第4組(1 000 r/min,3 MPa,10圈)、第5組(2 000 r/min,7 MPa,30圈)和第6組(3 000 r/min,2 MPa,20圈)。焊接面實測的溫度分別為211、239、222、116、167和187 ℃。顯然,前3組焊接面溫度達到理想值。在高壓試驗機(圖9)上分別對試件進行高壓試驗,測試結果見圖10。
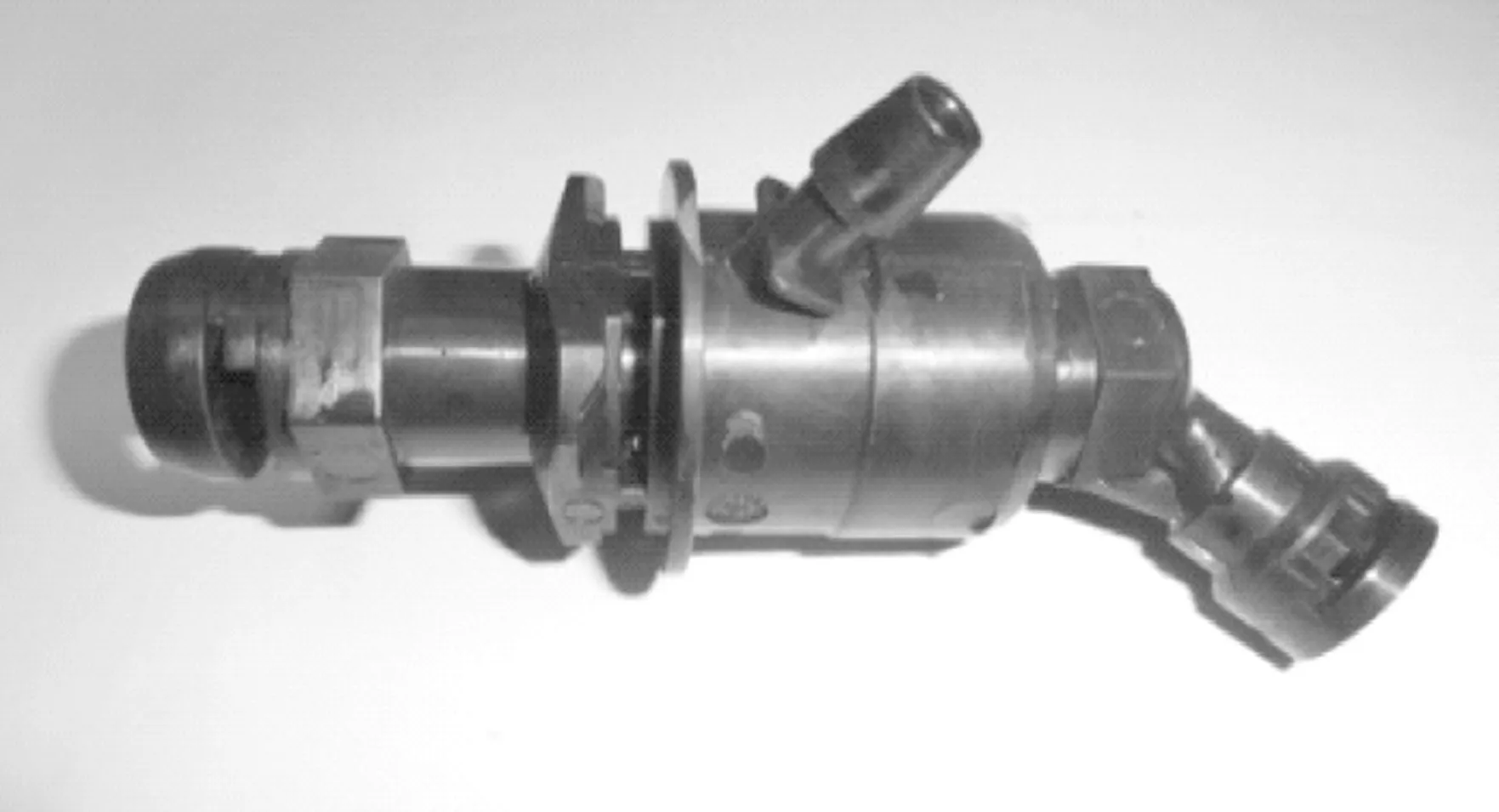
圖9 焊接后離合器泵的樣件Fig.9 The sample of clutch pump after welding
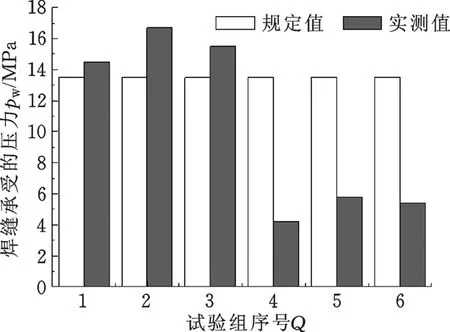
圖10 6組參數焊接的試件承受的壓力Fig.10 Pressure on welded specimenswith 6 sets of parameters
由圖10可以看出,使用焊接參數耦合模型設計的3組(序號1,2,3)焊接參數的試件,焊縫所能承受的壓力均在14 MPa以上,高于技術要求規定的13.5 MPa;而隨意組合的3組數據(序號4,5,6),其焊縫所能承受的壓力在6 MPa以下,不能滿足產品的技術要求。為了評價焊接參數設計方法的有效性,量產了一批2 000余件的離合器泵,合格率高達95%。
4 結論
(1)采用響應曲面法開展了試驗研究,獲取了旋轉摩擦面溫度預測模型,經試驗驗證,摩擦面溫度的預測誤差小于10%。
(2)主軸轉速、熔接壓力和旋轉圈數對摩擦表面溫度的影響都顯著,其中主軸轉速的影響最大,旋轉圈數對摩擦表面溫度的影響程度次之,熔接壓力對摩擦表面溫度的影響程度最小。此外,熔接壓力與旋轉圈數的交互作用對摩擦面溫度的影響較為顯著,其他交互作用對摩擦面溫度影響甚微。
(3)提出了基于焊接焊接參數耦合模型的焊接參數設計方法。在獲取離合器泵材料的熔點的基礎上,結合摩擦面溫度的預測模型,得到了旋轉摩擦焊接參數的耦合模型。
(4)批量焊接離合器泵的合格率達95%以上。結果表明,提出的離合器泵旋轉摩擦焊接工藝參數設計方法是有效的。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19