基于二維碼及RFID的汽車制動器裝配質(zhì)量追溯方法研究
2019-08-10 06:36:17李天音劉銳濤邵立
電腦知識與技術(shù) 2019年17期
李天音 劉銳濤 邵立
摘要:針對缺陷汽車產(chǎn)品召回管理?xiàng)l例實(shí)施的要求,亟需建立汽車制動器裝配過程中的物料批次追溯及裝配參數(shù)追溯。首先,以二維碼作為信息載體,制動器總成以“批次號+序列號”作為唯一碼,其他零部件以“批次號”作為批次碼,建立總成與零部件的物料追溯關(guān)系;接著,以托盤RFID標(biāo)簽作為臨時唯一碼,建立裝配工藝參數(shù)與RFID、總成唯一碼與RFID的關(guān)聯(lián),進(jìn)而通過轉(zhuǎn)換建立工藝參數(shù)與總成的追溯關(guān)系;最后,在實(shí)驗(yàn)部分,以某制動器總成為例,對提出方法的有效性進(jìn)行了實(shí)例驗(yàn)證。
關(guān)鍵詞:制動器總成;二維碼;RFID;質(zhì)量追溯
中圖分類號:TP391? ? ? ? 文獻(xiàn)標(biāo)識碼:A
文章編號:1009-3044(2019)17-0261-03
開放科學(xué)(資源服務(wù))標(biāo)識碼(OSID):
Abstract: Aiming at the requirements of implementing the regulation of defective automobile product recall management, it is urgent to establish the traceability of material batches and assembly process parameters in the automobile brake assembly process.Firstly, QRcode is used as information carrier, “batch + serial” number is used as unique code for brake assembly, batch number is used as batch number for other parts, and traceability relationship between assembly and parts is established;Then, tray RFID tag is used as temporary unique code to establish assembly process parameters and RFID correlation, assembly unique code and RFID. The relationship between process parameters and assembly is established by conversion. Finally, in the experimental part, the effectiveness of the proposed method is verified by an example of a brake assembly.
Key words: brake assembly; two-dimensional code; RFID; quality traceability
《缺陷汽車產(chǎn)品召回管理?xiàng)l例實(shí)施方法》已經(jīng)2015年7月10日國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局局物會議審議通過,自2016年1月1日起實(shí)施。該實(shí)施方法第九條“生產(chǎn)者應(yīng)當(dāng)建立健全汽車產(chǎn)品可追蹤信息管理制度,確保能夠及時確定缺陷汽車產(chǎn)品的召回范圍并通知車主”。
葉明海等[1]提出了以批次管理為核心的質(zhì)量追溯方法,實(shí)現(xiàn)貫穿召回前及召回中的全過程追溯管理;趙紅全等[2]開展了基于GS1的汽車零部件統(tǒng)一編碼與標(biāo)識研究,展示了一維碼和二維碼在汽車零部件上的編碼與標(biāo)識應(yīng)用示例,為汽車零部件產(chǎn)品的信息化、標(biāo)準(zhǔn)化和可追溯管理提供了一條有效的技術(shù)發(fā)展思路;婁潔[3]采用條碼讀取和計算機(jī)網(wǎng)絡(luò)通信技術(shù),將整車VIN碼與關(guān)鍵零部件條碼信息予以綁定,實(shí)現(xiàn)了關(guān)鍵零部件出現(xiàn)質(zhì)量問題的快速追溯;寧林炎[4]、翟婧宇[5]采用 RFID信息采集技術(shù)實(shí)現(xiàn)追溯汽車零部件的供應(yīng)鏈;汪灝[6]采用二維碼打標(biāo)技術(shù)實(shí)現(xiàn)汽車發(fā)動機(jī)機(jī)加生產(chǎn)線的精準(zhǔn)打標(biāo)及精確追溯;劉桂君[7]、王兆華[8]從質(zhì)量管理角度對汽車質(zhì)量追溯進(jìn)行了研究。
汽車制動器總成在車輛的安全方面上扮演著至關(guān)重要的角色,因而建立汽車制動器總成的召回追溯系統(tǒng)極其重要。在汽車制動器總成召回過程中,主要會存在以下三種召回情況:1)由于材料配比問題,導(dǎo)致材料性能滿足不了設(shè)計要求,需要對同批次的材料進(jìn)行召回;2)由于設(shè)計錯誤,導(dǎo)致零件設(shè)計尺寸不滿足實(shí)際要求,需要修改零件尺寸,此時對已加工完的零件進(jìn)行召回;3)裝配過程中的工藝參數(shù)不符合實(shí)際要求,需要精準(zhǔn)定位工藝參數(shù)不符合的總成進(jìn)行召回。針對上述存在的三種召回情況,本文在汽車制動器裝配過程中以二維碼與RFID為信息載體構(gòu)建質(zhì)量追溯系統(tǒng)。在質(zhì)量追溯系統(tǒng)方案設(shè)計中,以二維碼作為信息載體,制動器總成以“批次號+序列號”作為唯一碼,零部件以“批次號”作為批次碼,建立總成與零部件的物料追溯關(guān)系;以托盤RFID標(biāo)簽作為臨時唯一碼,建立裝配與RFID關(guān)聯(lián)、總成唯一碼與RFID關(guān)聯(lián),進(jìn)而通過轉(zhuǎn)換建立裝配參數(shù)與總成的參數(shù)追溯關(guān)系,從而實(shí)現(xiàn)汽車制動器正反向質(zhì)量追溯。
1 總體思路
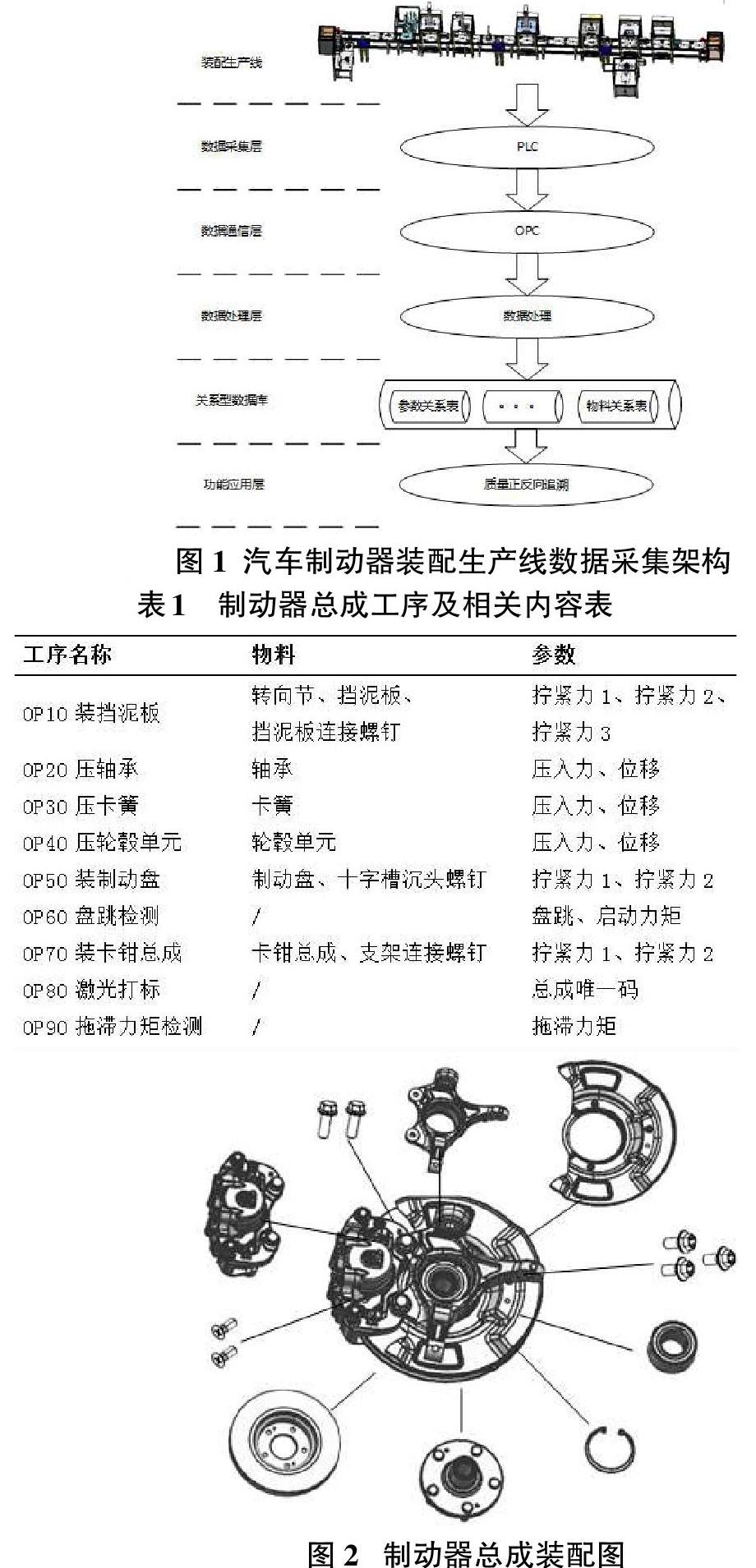
汽車制動器裝配質(zhì)量追溯的核心在于采集數(shù)據(jù)及建立數(shù)據(jù)之間的關(guān)聯(lián)關(guān)系,從而實(shí)現(xiàn)基于關(guān)系的正反向搜索數(shù)據(jù)。如圖1所示,首先通過PLC (Programmable Logic Controller)技術(shù)采集生產(chǎn)線上產(chǎn)生的裝配數(shù)據(jù)及掃碼槍讀取的二維碼信息;接著通過OPC(OLE for Process Control)通信技術(shù)將PLC數(shù)據(jù)傳遞給數(shù)據(jù)處理層;然后,數(shù)據(jù)處理層對離散的數(shù)據(jù)進(jìn)行處理,通過總成二維碼、RFID標(biāo)簽值建立物料批次關(guān)系、裝配參數(shù)與總成關(guān)系,并將數(shù)據(jù)存儲到關(guān)系型數(shù)據(jù)庫;最后,基于構(gòu)建的關(guān)系型數(shù)據(jù),實(shí)現(xiàn)制動器總成的正反向質(zhì)量追溯。
汽車制動器裝配質(zhì)量追溯其具體步驟如下:
步驟1:開啟制動器半自動化裝配線,人工掃碼物料框碼,獲取物料編碼、物料批次號及物料數(shù)量,并將數(shù)據(jù)保存在PLC中;
步驟2:人工將軸承、卡簧放置到各自料倉上,其他物料放置各工位旁;
步驟3:第一道工序上的RFID讀寫器將固定于托盤上的RFID標(biāo)簽進(jìn)行修改并寫入當(dāng)時時間作為唯一值;并將該工序的裝配參數(shù)值、物料相關(guān)數(shù)據(jù)、RFID標(biāo)簽值寫入到數(shù)據(jù)庫中;
步驟4:人工將放置轉(zhuǎn)向節(jié)組件的托盤放入到半自動化裝配線,各工位上的RFID讀寫器讀取托盤上RFID標(biāo)簽值,并與該工位的裝配參數(shù)值、物料編碼、RFID標(biāo)簽值一起寫入數(shù)據(jù)庫中;
步驟5:在激光打標(biāo)工序中,生成制動器總成二維碼并激光打標(biāo)在擋泥版上,將RFID、二維碼總成二維碼數(shù)據(jù)寫入到數(shù)據(jù)庫中;通過RFID值搜索前幾道工序并將二維碼數(shù)據(jù)寫入到關(guān)聯(lián)的數(shù)據(jù)庫中,實(shí)現(xiàn)總成二維碼與工藝數(shù)據(jù)、物料數(shù)據(jù)的關(guān)聯(lián)。
步驟6:拖滯力矩檢測為抽檢,通過掃碼槍掃描擋泥板上的二維碼與PLC獲取的拖滯力矩寫入到數(shù)據(jù)庫中。
2 質(zhì)量追溯系統(tǒng)實(shí)現(xiàn)方法
2.1 制動器總成裝配組成
制動器總成由轉(zhuǎn)向節(jié)、擋泥板、軸承單元、卡簧、輪轂單元、制動盤、卡鉗總成、擋泥板連接螺釘、十字槽沉頭螺釘以及支架連接螺釘組成,如圖2所示。擋泥板連接螺釘用于將擋泥板固定在轉(zhuǎn)向節(jié)上,十字槽沉頭螺釘用于將制動盤固定在輪轂單元上,支架連接螺釘用于將卡鉗總成固定在轉(zhuǎn)向節(jié)上。
2.2 制動器總成裝配工序
制動器總成裝配工序包含裝擋泥板、壓軸承、壓卡簧、壓輪轂單元、裝制動盤、盤跳檢測、激光打標(biāo)及拖滯力矩檢測。表1顯示了每個裝配工序所涉及的物料及相關(guān)參數(shù)。
裝擋泥板工序通過擰緊機(jī)用螺釘把擋泥板固定在轉(zhuǎn)向節(jié)上,并分別采集螺釘擰緊力。壓軸承工序通過壓機(jī)將軸承壓入至轉(zhuǎn)向節(jié)內(nèi),并采集壓軸承的壓入力、位移。壓卡簧工序通過壓機(jī)將卡簧壓入至轉(zhuǎn)向節(jié)卡槽內(nèi),并采集壓卡簧的壓入力、位移。壓輪轂單元工序通過壓機(jī)將輪轂單元壓入至轉(zhuǎn)向節(jié)內(nèi),并采集壓輪轂單元的壓入力、位移。裝制動盤工序?qū)⒅苿颖P裝在輪轂單元上,并通過擰緊機(jī)用字槽沉頭螺釘進(jìn)行固定,并采集螺釘擰緊力。盤跳檢測工序檢測制動盤的啟動力矩及周邊盤跳量,并采集盤跳值、啟動力矩。裝卡鉗總成工序通過擰緊機(jī)用支架連接螺釘把卡鉗總成固定在轉(zhuǎn)向節(jié)上,并采集擰緊力。激光打標(biāo)工序通過激光機(jī)將總成最終二維碼打標(biāo)在擋泥板上,并存儲總成二維碼信息。拖滯力矩檢測工序?qū)χ苿悠鬟M(jìn)行拖滯力矩檢測,并采集拖滯力矩。
2.3 二維碼定義
制動器總成作為一個整體直接安裝在汽車上,為保證汽車安全性需要進(jìn)行單個追溯,而組成制動器總成的部件可以批次進(jìn)行追溯。本文將總成二維碼定義如下:
其中,[material]為9位編碼,表示物料號;[batch]為8位編碼,表示物料批次,用年月日進(jìn)行表示;[order]為4位編碼,表示序列號,依次增1。采用該二維碼定義方法,可唯一表示總成。
本文將零部件二維碼定義如下:
其中,[material]為9位編碼,表示物料號;[batch]為8位編碼,表示物料批次,用年月日進(jìn)行表示。采用該二維碼定義方法,可批次表示零部件。
2.4 RFID定義
在制動器總成裝配中,每個托盤固定一個RFID標(biāo)簽,每個工位固定一個RFID讀寫器。第一個工序?qū)FID標(biāo)簽進(jìn)行寫入,其他工序讀取RFID標(biāo)簽值,從而以RFID標(biāo)簽值作為臨時唯一碼來建立物料之間、物料與參數(shù)之間的關(guān)系。本文將RFID標(biāo)簽值定義如下:
其中,[time]為14位編碼,用年月日小時分鐘秒來表示,從而確定生產(chǎn)線及數(shù)據(jù)庫中的RFID為唯一值,不產(chǎn)生數(shù)據(jù)之間的沖突。
2.5 物料關(guān)聯(lián)建立
為實(shí)現(xiàn)通過總成二維碼正向追溯部件批次、通過部件批次逆向追溯總成,需要建立物料之間的關(guān)聯(lián)關(guān)系,本文將物料關(guān)聯(lián)定義如下:
其中,[QRCode_Assembly]為總成二維碼,[QRCode_part]為部件二維碼,[Process]為工序序號,[ RFID_Value]為托盤RFID標(biāo)簽值。在激光打標(biāo)工序之前,部件二維碼與[RFID_Value]進(jìn)行關(guān)聯(lián),[QRCode_Assembly]為缺省;在激光打標(biāo)工序時,總成二維碼與[RFID_Value]進(jìn)行關(guān)聯(lián),并通過[RFID_Value]將前工序[QRCode_Assembly]進(jìn)行補(bǔ)充,從而建立總成與部件之間的關(guān)聯(lián)關(guān)系。
2.6 裝配參數(shù)關(guān)聯(lián)建立
為了實(shí)現(xiàn)通過總成二維碼追溯該總成的裝配參數(shù),需要建立總成與裝配參數(shù)之間的關(guān)聯(lián)關(guān)系,本文將總成與裝配參數(shù)關(guān)聯(lián)建立如下:
其中,[QRCode_Assembly]為總成二維碼,[Parameter]為裝配參數(shù)值,[Process]為工序序號,[Order]為該工序下的參數(shù)序號,[RFID_Value為托盤RFID標(biāo)簽值。]在激光打標(biāo)工序之前,[Parameter]與[RFID_Value]進(jìn)行關(guān)聯(lián),[QRCode_Assembly]為缺省;在激光打標(biāo)工序時,總成二維碼與[RFID_Value]進(jìn)行關(guān)聯(lián),并通過[RFID_Value]將前幾道工序的[QRCode_Assembly]進(jìn)行補(bǔ)充,從而建立總成與裝配參數(shù)之間的關(guān)聯(lián)關(guān)系。
3系統(tǒng)實(shí)例驗(yàn)證
本系統(tǒng)以Microsoft visual studio 10為開發(fā)平臺,C#為開發(fā)語言,SQL作為關(guān)系型數(shù)據(jù)庫,開發(fā)了一套制動器總成裝配質(zhì)量追溯系統(tǒng)。首先采用PLC技術(shù)采集制動器總成裝配生產(chǎn)線上產(chǎn)生的數(shù)據(jù),接著采用OPC通信技術(shù)將PLC中數(shù)據(jù)傳遞給數(shù)據(jù)處理層,最后數(shù)據(jù)處理層將數(shù)據(jù)轉(zhuǎn)換成結(jié)構(gòu)化的數(shù)據(jù)并存儲到SQL數(shù)據(jù)庫。
在完成數(shù)據(jù)采集、轉(zhuǎn)換及存儲的基礎(chǔ)上,實(shí)現(xiàn)了制動器總成裝配質(zhì)量的正反向追溯。如圖3所示,總成二維碼 “12901001A1806190010”中, “12901001A”“180619”“0010”分別表示總成物料編碼,總成批次碼,總成序列號。通過掃碼總成二維碼,可以查詢得到部件的物料號及物料批次;并可獲得總成裝配過程中的裝配參數(shù),從而實(shí)現(xiàn)以數(shù)據(jù)證實(shí)制動器總成的裝配質(zhì)量。
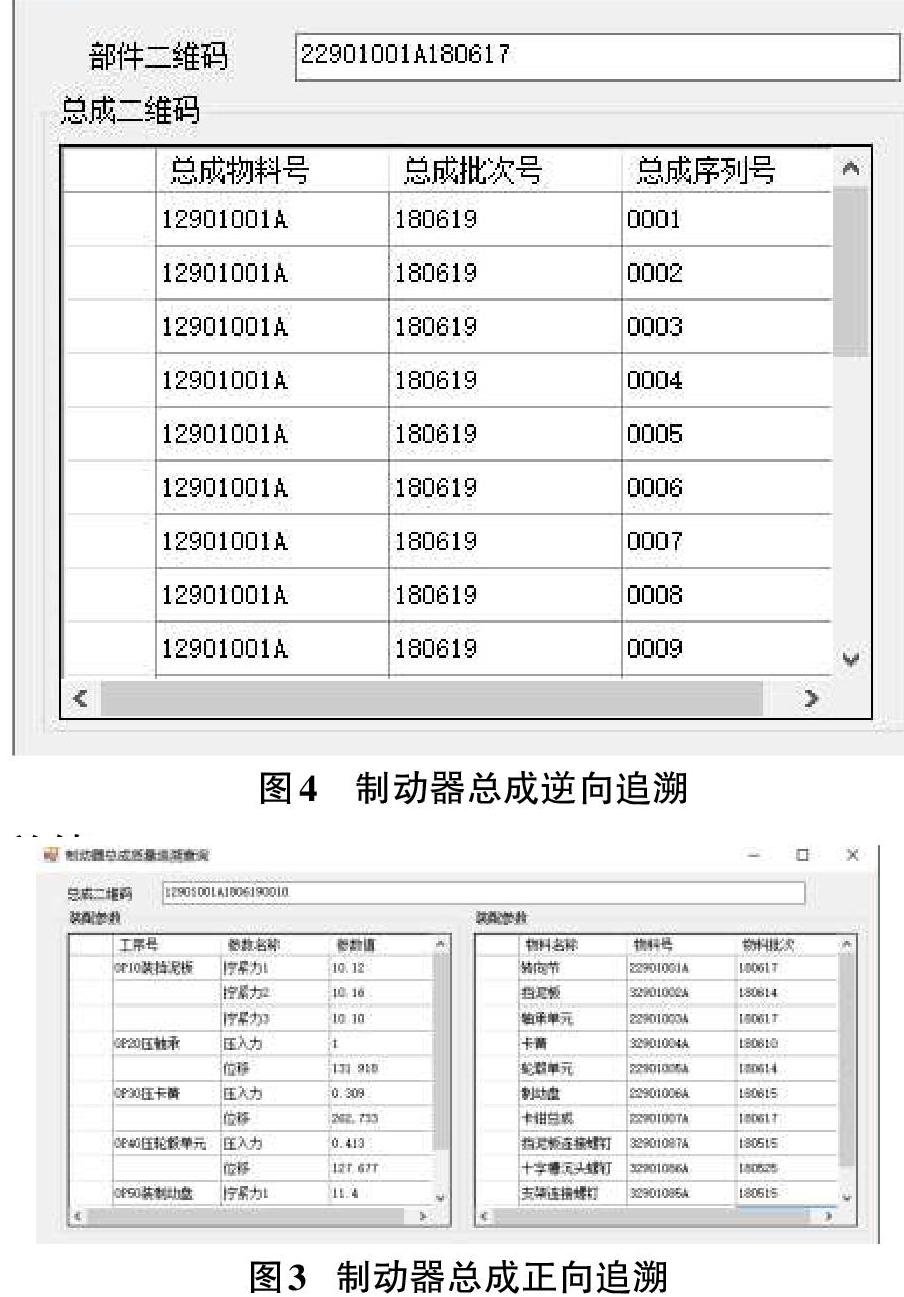
當(dāng)某個部件因?yàn)楫a(chǎn)品材料配方出現(xiàn)問題時,可逆向追溯總成二維碼,從而實(shí)現(xiàn)精準(zhǔn)召回。如圖4所示,部件二維碼 “22901001A180617”中,“22901001A”“180617”分別表示部件的物料編碼、物料批次。通過輸入部件二維碼,可逆向查詢總成二維碼,顯示由該批次物料裝配而成的制動器總成。
4 總結(jié)
本文提出了一種基于二維碼及RFID的汽車制動器裝配質(zhì)量追溯方法,實(shí)現(xiàn)了制動器總成的質(zhì)量正反向追溯。該方法通過將二維碼作為信息載體、托盤RFID標(biāo)簽作為臨時唯一碼,建立了總成二維碼與零部件二維碼、裝配參數(shù)的關(guān)聯(lián)關(guān)系。當(dāng)制動器總成出現(xiàn)問題時,實(shí)現(xiàn)掃碼總成二維碼正向追溯零部件物料批次及裝配參數(shù);當(dāng)某個物料材料成分或者尺寸出現(xiàn)問題時,實(shí)現(xiàn)輸入部件二維碼逆向追溯總成二維碼。該方法的局限性在于未建立裝配參數(shù)與制動器總成質(zhì)量之間的關(guān)系,從而無法通過裝配參數(shù)去定量評估制動器總成的質(zhì)量,也無法實(shí)現(xiàn)通過優(yōu)化裝配參數(shù)去提升制動器總成的質(zhì)量。
參考文獻(xiàn):
[1] 葉明海, 趙敏. 缺陷汽車產(chǎn)品召回的批次性質(zhì)量追溯方法[J].汽車工程,2006,28(6):595-597.
[2] 趙紅全, 陳震宇, 張志遠(yuǎn),等. 基于GS1的汽車零部件統(tǒng)一編碼與標(biāo)識應(yīng)用研究[J].中國標(biāo)準(zhǔn)化,2015(5):123-127.
[3] 婁潔, 王云. 汽車關(guān)鍵零部件裝配防錯及追溯技術(shù)[J].長春工業(yè)大學(xué)學(xué)報,2015(1):17-21.
[4] 寧林炎. 基于RFID的汽車零部件質(zhì)量信息追溯系統(tǒng)研究[D].武漢理工大學(xué),2011.
[5] 翟婧宇. 基于RFID的汽車供應(yīng)鏈質(zhì)量信息追溯研究[D].上海交通大學(xué),2013.
[6] 汪灝. 南汽二維條碼打標(biāo)追溯系統(tǒng)的設(shè)計和實(shí)現(xiàn)[D].大連理工大學(xué),2012.
[7] 劉桂君. 華晨金杯汽車質(zhì)量追溯管理信息系統(tǒng)開發(fā)方案研究[D].吉林大學(xué),2014.
[8] 王兆華. 基于質(zhì)量追溯的質(zhì)量管理信息系統(tǒng)研究與實(shí)現(xiàn)[D].南京航空航天大學(xué),2017.
【通聯(lián)編輯:唐一東】
