汽車消聲器連結法蘭零件翻孔模的設計
2019-08-15 02:00:32趙博寧
裝備制造技術 2019年6期
羅 若,趙博寧
(柳州鐵道職業技術學院,廣西 柳州545616)
0 引言
汽車的消聲器連結法蘭零件是一個典型的沖壓產品,零件結構如圖1所示,兩側和中間孔翻邊,中間沖孔,底平面要求較高的平面度以保證裝配時平面無縫隙。該零件大批量生產,材料選用SPHE,厚度3mm。產品生產現狀是翻邊后中間孔的上沿存在開裂現象,以及底平面平面度和小孔圓度超差。為了解決這些問題,本文從工藝方案出發,研究并設計了新的工藝方案和翻孔模具,降低了生產不良品率和廢品率。
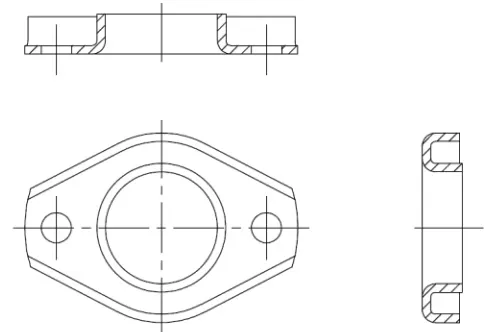
圖1 連結法蘭零件圖
1 連結法蘭零件沖壓工藝分析
原來的工藝方案為了簡化工藝路線,降低模具制造費用,采用了落料沖孔→翻邊成型的工藝路線。這個方案把側邊翻邊與中間孔翻邊設計成復合模,上下模間隙設計不合理導致翻邊后中間孔的上沿容易開裂;翻邊高度不一樣導致受力不均勻,直接影響了底平面的平面度和小孔的圓度[1]。
通過對產品的成形工藝進行綜合分析和優化,并結合生產實際情況,最終確定的工藝方案為:落料沖(大)孔復合、翻孔、翻邊、沖(小)孔、整形校平。落料沖孔復合首先沖出零件要求的基本外形,并沖裁中間的大孔;翻孔工序對中間孔進行內孔翻邊;翻邊工序對零件外緣進行翻邊,形成最終要求的零件外形;沖孔工序沖出零件中要求的兩個小孔;最后整形校平,完成零件的加工。各工序件如圖2所示。工藝流程圖最終為原材料進廠→原材料檢驗、入庫→領料→剪料→落料、沖孔→翻孔→翻邊→沖孔→校平→檢驗→成品入庫。

圖2 沖壓工序
2 翻孔沖壓工藝的計算
從零件的外形可以看出,翻孔工序是此零件成型的最重要的工序之一。翻孔工序不僅要考慮預沖孔的尺寸大小,還要考慮翻孔的成形極限。此零件翻孔部分的形狀為圓形,變形區主要集中在翻孔前后直徑中間的環形部分,主要受兩向拉應力的作用,其中切向力為最大主應力。在孔口處,切向拉應力達到最大值,孔口邊緣處拉裂和翻孔后高度不均是翻孔最容易出現的缺陷。缺陷的產生主要由成型過程的變形程度決定的,因此變形程度對翻孔成型件質量的好壞起著關鍵的作用。變形程度的量化表達就是用翻邊前孔徑與翻邊后孔徑的相對大小表示。如果翻邊前孔徑與翻邊后孔徑的比值小于最小極限翻孔系數,則不能一次翻孔成型,需要多次或者加熱翻孔成型。
(1)預制孔孔徑計算
在進行翻邊之前,需要在坯料上加工出待翻邊的孔,其孔徑d按彎曲展開的原則求出[2],即

式中:d為預制孔孔徑;D為翻孔后孔徑;H為翻孔后豎邊高度;rd為翻孔凹模圓角半徑;t為坯料厚度。
代入數據 D=45.7 mm,H=15.2 mm,rd=1.8 mm,t=3 mm,計算得d=19.77 mm因此預制孔孔徑取20 mm.
(2)第一次翻邊系數
變形程度以翻邊前徑d與翻邊后孔徑D的比值K來表示。K值愈小,則變形程度愈大。翻邊時孔邊不破裂所能達到的最小K值,稱為極限翻邊[2]。
即:

式中:d為預制孔孔徑;D為翻邊后孔徑(mm)。
由于預制孔采用的是沖孔,因此取極限翻孔系數Kmin=0.43[1]。代入數據D=45.7 mm,d=20 mm,計算得K1=0.438。其值大于工件一次成型要求極限翻邊系數0.43,所以可以一次翻孔成型。
(3)翻孔力的計算
翻邊力F一般不大,用圓柱形平底凸模翻邊時,可按下式計算[2]:F=1.1π(D-d)tσs(3)
式中:F為翻邊力(kN);d為預制孔孔徑(mm);t為坯料厚度(mm);σs為材料屈服強度(MPa)。
SPHE是深沖級熱軋帶鋼,材料性能標準中只有σb≥ 270 MPa,本例用 σb代替 σs,所作的沖裁力計算僅用于定性分析[3]。
代入數據 D=42.7 mm,d=20 mm,t=3 mm,σs=270 MPa,計算得翻孔力為63.3 kN。因此選用可選用JB23-80T的壓力機即可。
(4)凸,凹模間隙[1]
由于翻邊后材料要變薄,為了保證豎邊的尺寸和精度,凸,凹模間隙可小于材料原始厚度t,一般可取單邊間隙Z/2為:

式中:t為坯料厚度(mm)
式中系數0.75用于拉深后孔的翻邊,系數0.85用于平坯料孔的翻邊
代入數據t=3 mm,計算得Z/2為2.55 mm。
3 翻孔模具設計
(1)翻孔凸模設計
翻邊凹模圓角半徑一般對翻邊成形影響不大,可取該值等于零件的圓角半徑[1]。翻邊凸模圓角半徑應盡量取大些,以便有利于翻邊變形。設計的翻孔模具如圖3所示。
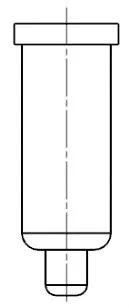
圖3 翻孔凸模
(2)翻孔模裝配圖
設計的翻孔模具裝配如圖4所示。該模具采用正裝式,因此頂件塊在下模座,壓料板在上模座。為防止壓料板影響零件表面精度,采用彈性壓料塊進行壓料。

圖4 翻孔模具結構
模具的工作過程如下:在合模之前,隨著上模下行,首先由彈性壓料板接觸工件,并將其壓緊;隨后凸模、凹模接觸工件,由于凸模、凹模刃口部分是圓角而非尖角,因此,上模繼續下行,凸模最前端進入預沖孔,逐漸將工件的內孔翻邊,而非落料沖孔;上模部分運行到下始點后轉為上行,頂件塊向上運動,將工件頂起;待上模部分離開下模后,推件塊(壓緊塊)因受下面頂桿的作用,向上推動工件,使其脫離凹模,工件脫落掉下,翻孔結束。
4 結語
本文分析了連結法蘭零件的結構特點,并制定了其沖壓工藝和對其的翻孔模進行了設計。設計的模具結構簡單,易于操作,并且經過廠家的產品試制并反饋,生產出來的產品質量可靠,從零件的生產來看,工藝設計是符合生產實際的,并取得了較高的經濟效益,可為同類沖壓產品工藝與模具的設計提供參考和借鑒。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
