125MN水改油擠壓機(jī)改造關(guān)鍵技術(shù)研究
2019-08-28 07:44:30侯永超楊紅娟薛菲菲段麗華
鍛壓裝備與制造技術(shù) 2019年4期
張 君 ,侯永超 ,楊紅娟 ,薛菲菲 ,段麗華
(1.金屬擠壓與鍛造裝備技術(shù)國家重點(diǎn)實(shí)驗(yàn)室 中國重型機(jī)械研究院股份公司,陜西 西安710032;2.西北工業(yè)大學(xué) 材料科學(xué)與工程學(xué)院,陜西 西安710072)
125MN水壓擠壓機(jī)建成于1971年,是我國國寶級設(shè)備之一,也是當(dāng)時(shí)的國之重器。125MN臥式擠壓水壓機(jī)由沈陽重機(jī)廠設(shè)計(jì)制造,為四柱臥式結(jié)構(gòu)、內(nèi)附穿孔系統(tǒng),有三級壓力。125MN臥式擠壓水壓機(jī)使我國成為繼蘇美之后第三個(gè)擁有萬噸擠壓機(jī)的國家。經(jīng)過了四十多年,125MN臥式擠壓水壓機(jī)目前仍是亞洲最大的合金管擠壓機(jī)之一;期間為我國軍用、民用飛機(jī)提供了各種高精度、大規(guī)格的型材、管材、棒材[1]。
長期的使用和近些年擠壓技術(shù)的迅速發(fā)展,使得這臺國寶級的設(shè)備(圖1)不僅顯得技術(shù)落后,而且能耗極高,尤其是水壓驅(qū)動(dòng)元件壽命低,系統(tǒng)易泄露,造成工作條件惡劣,同時(shí)采用蓄勢器傳動(dòng)方式,擠壓速度等不易控制精確,雖然經(jīng)過幾次改造,但水驅(qū)動(dòng)方式效率還是很低[2~8]。因此從2016年開始,中國重型院開始對此設(shè)備進(jìn)行全面升級改造,技術(shù)升級主要包括:①驅(qū)動(dòng)介質(zhì)由水壓改為油壓;②增加設(shè)備反向擠壓功能;③升級穿孔針控制技術(shù),在提高固定針精度的情況下,增加變徑管的擠壓;④升級改造了整套機(jī)械化裝備;⑤更新了全套電氣控制系統(tǒng),增加了智能化控制技術(shù);⑥升級了后部精整系統(tǒng)。本文主要介紹125MN雙動(dòng)水壓擠壓機(jī)改為油壓驅(qū)動(dòng)的關(guān)鍵技術(shù)。

圖1 125MN水壓雙動(dòng)鋁擠壓生產(chǎn)線
1 125MN臥式擠壓水壓機(jī)改油壓的關(guān)鍵技術(shù)
水壓擠壓機(jī)為水泵蓄勢站傳動(dòng),壓力分為幾個(gè)等級,125MN水壓擠壓機(jī)主要缸的結(jié)構(gòu)形式為柱塞缸,采用水壓驅(qū)動(dòng)時(shí)速度控制精度較差。水壓改為油壓驅(qū)動(dòng),液壓系統(tǒng)除了滿足擠壓速度和穿孔速度等的流量要求,還要對主要幾個(gè)部件進(jìn)行速度精度控制,這幾個(gè)部件包括擠壓桿、擠壓筒和穿孔針。對于雙動(dòng)正反向擠壓機(jī)來說,反向擠壓的固定模具技術(shù)也是需要研究的關(guān)鍵技術(shù)。
升級后125MN油壓雙動(dòng)擠壓機(jī)的技術(shù)參數(shù)如下:


1.1 125MN水壓雙動(dòng)擠壓機(jī)結(jié)構(gòu)形式
125MN雙動(dòng)擠壓機(jī)結(jié)構(gòu)形式如圖2所示。
如圖2所示,整機(jī)為前后梁和四個(gè)拉桿組成的框架結(jié)構(gòu),移動(dòng)橫梁和擠壓筒在機(jī)架內(nèi)部來回運(yùn)動(dòng)。擠壓桿安裝在移動(dòng)橫梁上,移動(dòng)橫梁由兩個(gè)前主缸和兩個(gè)后主缸驅(qū)動(dòng),移動(dòng)橫梁通過四個(gè)拉桿和后主缸的橫梁機(jī)架相連;每個(gè)前主缸產(chǎn)生的擠壓力為35MN,每個(gè)后主缸產(chǎn)生的擠壓力為27.5MN;后主缸驅(qū)動(dòng)的移動(dòng)機(jī)架有兩個(gè)回程柱塞缸驅(qū)動(dòng)移動(dòng)橫梁回程。
傳控系統(tǒng)為內(nèi)置式穿孔系統(tǒng),同時(shí)設(shè)有機(jī)械定針機(jī)構(gòu);擠壓中心線上布置一個(gè)穿孔柱塞缸,中心線以外水平分別布置兩個(gè)穿孔回程柱塞缸,用于穿孔系統(tǒng)的回程。
擠壓筒移動(dòng)柱塞缸布置在后梁上,來回移動(dòng)擠壓筒,也可在有效摩擦擠壓時(shí)對擠壓筒產(chǎn)生動(dòng)力。
殘料分離布置在前梁以外,將模具和殘料一起移動(dòng)到前梁外的主剪刀處進(jìn)行分離。
1.2 擠壓桿速度控制技術(shù)
擠壓桿安裝在移動(dòng)橫梁上,擠壓桿的速度精度主要由移動(dòng)橫梁的移動(dòng)速度精度來保證。移動(dòng)橫梁連接前主缸和后主缸,可以由前主缸和后主缸單獨(dú)驅(qū)動(dòng)或者聯(lián)合驅(qū)動(dòng)。擠壓桿的速度控制就是控制前主缸和后主缸的速度。

圖2 125MN雙動(dòng)鋁擠壓機(jī)結(jié)構(gòu)示意圖

圖3 125MN雙動(dòng)鋁擠壓機(jī)擠壓桿液壓系統(tǒng)控制原理圖
鋁合金種類千變?nèi)f化,不同的合金需要的擠壓速度也是不一樣的,對于高性能特種航空航天用鋁合金,有時(shí)不僅要求擠壓速度很慢,而且對于速度的穩(wěn)定性要求很高。因此對于擠壓桿的速度控制是擠壓機(jī)三個(gè)重要運(yùn)動(dòng)部件中要求最高的[9,10]。一般來講,鋁擠壓對于擠壓速度的精度要求如下:
擠壓速度精度v=0.2~3mm/s△v≤±5%v
v=3~30mm/s△v≤±3%v
對于擠壓桿的速度控制,參見如下公式:

式中:v為擠壓桿的速度;△v為擠壓桿的速度變化;也就是擠壓桿的速度精度;S為擠壓桿的位移;△S為擠壓桿的位移變化;V為主工作缸中液體流量;△V為主工作缸中液體流量的變化。從上式可以看出對于速度精度的控制,體現(xiàn)在對于液體流量變化的控制上。
由于液體的壓縮性和伯努利方程可知,不同壓力下液體的體積變化不同,因此在對液體流量和流量變化控制時(shí),還需考慮液體壓力的變化。
由于125MN雙動(dòng)擠壓機(jī)油缸都為柱塞缸,擠壓桿由四個(gè)柱塞缸驅(qū)動(dòng)前進(jìn),由兩個(gè)柱塞缸驅(qū)動(dòng)后退,考慮到壓力變化帶來速度控制的不穩(wěn)定性,針對此系統(tǒng)建立了如下的擠壓桿速度控制原理。
圖中,左右兩個(gè)閥塊分別是前后主缸的控制閥塊,每個(gè)閥塊上包括進(jìn)液閥、排液閥和比例卸荷閥,按照主油缸要求速度確定的流量選擇閥口的大小。中間閥塊為主缸回程缸的控制閥塊,也是設(shè)有進(jìn)液閥和排液閥,排液閥上設(shè)有控制回程缸排液流量的比例閥。
比例閥選用力士樂2WCR高頻響比例插裝閥,其滯環(huán)精度小于0.2%,相應(yīng)靈敏度小于0.1%。圖4所示為此種型號比例插裝閥在液體溫度為40℃±5℃,主閥口壓差為5bar時(shí)的名義流量曲線。
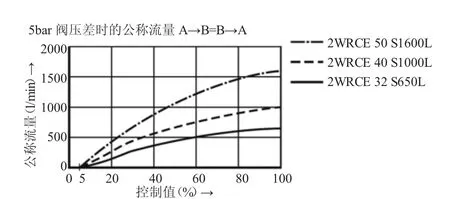
圖4 WRCE系列插裝比例伺服閥名義流量曲線
實(shí)際選用的是圖中2WRCE40S1000L,該閥在小流量時(shí),曲線斜率較小,即小流量時(shí)控制精度更高,而在大流量時(shí),曲線斜率大,適合于快速排出液體。因此選用此種型號的比例伺服閥。
在回程缸排液調(diào)整流量控制擠壓速度,可以消除壓力波動(dòng)的影響,提高速度控制的精度。通過結(jié)合擠壓桿的速度/位移傳感器可以實(shí)現(xiàn)速度的閉環(huán)控制。
速度控制精度也和設(shè)備的安裝精度、四個(gè)主缸的同步精度有關(guān)系。對125MN擠壓機(jī)原有的導(dǎo)向銅板,柱塞銅套等都進(jìn)行了重制,主柱塞堆焊加工,進(jìn)而提高了設(shè)備的安裝精度。四個(gè)主缸的管道盡可能等長,管徑也盡可能相互匹配,從而保證四個(gè)主缸的同步性。
1.3 擠壓筒速度控制技術(shù)
此125MN雙動(dòng)擠壓機(jī)不僅可進(jìn)行正向擠壓和反向擠壓,經(jīng)過技術(shù)升級之后,還可進(jìn)行有效摩擦擠壓。有效摩擦擠壓過程中關(guān)鍵是擠壓筒上的力量和速度控制,控制的合適,可以施加給鋁錠坯最大靜摩擦力,盡可能地改變鋁錠坯擠壓過程中的變形規(guī)律。如果速度過快,則可能使擠壓筒和鋁錠坯相對運(yùn)動(dòng),產(chǎn)生漏鋁的現(xiàn)象,而如果速度過慢,就不能對鋁錠坯產(chǎn)生向前的摩擦力,實(shí)現(xiàn)不了有效摩擦擠壓。
有效摩擦擠壓主要控制擠壓筒和擠壓桿同向主動(dòng)運(yùn)動(dòng),而且要使擠壓筒能夠給鋁錠坯施加有效摩擦力,按照這個(gè)要求,結(jié)合前面擠壓桿的速度控制,建立的擠壓筒液壓系統(tǒng)控制原理如圖5所示。
由圖5可以看出:擠壓筒閉合柱塞缸設(shè)有進(jìn)液閥和排液閥,還設(shè)有高壓比例卸荷閥,此柱塞缸接有擠壓筒鎖緊油泵系統(tǒng),在正向擠壓過程中對擠壓筒進(jìn)行鎖緊;擠壓筒打開柱塞缸也設(shè)有進(jìn)液閥和排液閥,同時(shí)設(shè)有溢流閥和防止吸空的單向閥。
為了實(shí)現(xiàn)有效摩擦擠壓,擠壓桿和擠壓筒均有各自的驅(qū)動(dòng)油泵。擠壓筒的速度由比例變量泵調(diào)整,擠壓筒的驅(qū)動(dòng)力由比例溢流閥調(diào)整,這樣就可以對擠壓筒進(jìn)行速度和力量的各自閉環(huán)調(diào)整,擠壓筒也就是在這兩個(gè)閉環(huán)調(diào)整的基礎(chǔ)上,實(shí)現(xiàn)和擠壓桿的同向主動(dòng)運(yùn)動(dòng)并施加鋁錠坯與摩擦力,如圖6所示。

圖5 125MN雙動(dòng)鋁擠壓機(jī)擠壓筒液壓系統(tǒng)控制原理圖

圖6 有效摩擦擠壓裝置擠壓筒速度控制技術(shù)路線
從圖6可以看出:擠壓筒控制是速度環(huán)飽和的情況下調(diào)整力量環(huán),也就是先用比例變量泵調(diào)整擠壓筒的速度,速度滿足的情況下,采用比例溢流閥調(diào)整驅(qū)動(dòng)力量,實(shí)現(xiàn)擠壓筒和擠壓桿的同向主動(dòng)運(yùn)動(dòng),進(jìn)而實(shí)現(xiàn)有效摩擦擠壓。
1.4 穿孔針?biāo)俣瓤刂坪凸潭ㄡ樇夹g(shù)
作為雙動(dòng)擠壓機(jī),穿孔針?biāo)俣鹊目刂剖顷P(guān)鍵核心技術(shù)。無縫管材擠壓分為隨動(dòng)針擠壓和固定針擠壓,尤其是固定針擠壓,對于穿孔針的位置控制精度要求很高,固定針的定針精度要求在±1mm,穿孔針震蕩精度在±0.1mm 以內(nèi)[11,12]。
固定穿孔針工藝具有以下優(yōu)點(diǎn):①對于同一種規(guī)格的穿孔針,通過更換針前部的屏針頭,可以實(shí)現(xiàn)較大范圍管材內(nèi)徑的擠壓。②對于直徑不變化的穿孔針,采用固定針代替隨動(dòng)針擠壓,減少了變形處內(nèi)部定徑帶的長度,可以提高管材內(nèi)表面的質(zhì)量。
為了實(shí)現(xiàn)125MN雙動(dòng)擠壓機(jī)的固定針和變徑管的擠壓,建立的125MN雙動(dòng)擠壓機(jī)穿孔系統(tǒng)液壓控制原理如圖7所示。
穿孔缸控制閥塊進(jìn)液插裝閥和排液插裝閥、排液比例卸荷閥以及調(diào)整速度的2WCR高頻響比例插裝閥,穿孔缸回程控制閥塊進(jìn)液插裝閥和排液插裝閥、排液比例卸荷閥、調(diào)整速度的2WCR高頻響比例插裝閥以及用于固定針精度控制的高頻響比例閥4WRSE。
無縫鋁管有效摩擦擠壓過程中穿孔針有時(shí)需要通過前進(jìn)或后退調(diào)整位置,與此同時(shí),穿孔針的受力也在發(fā)生變化,因此需要對穿孔針進(jìn)行位置控制的同時(shí),進(jìn)行力量的調(diào)整,采用穿孔回程缸調(diào)整穿孔針的位置,以便實(shí)現(xiàn)穿孔針力量和速度兩個(gè)閉環(huán)控制。調(diào)整好后進(jìn)行機(jī)械鎖死。
采用高頻響應(yīng)的比例閥4WRSE控制穿孔回程油缸油的壓力和流量,通過穿孔針和擠壓桿的位移傳感器的數(shù)據(jù)比較,快速控制穿孔針的快速前進(jìn)和后退。通過采用高頻響的比例閥,快速反應(yīng)的PLC和檢測元件,提高穿孔油缸的響應(yīng)速度,提高穿孔針的位置精度,提高管材的內(nèi)表面質(zhì)量。

圖7 125MN雙動(dòng)鋁擠壓機(jī)穿孔系統(tǒng)液壓系統(tǒng)控制原理圖
1.5 反向固定模具技術(shù)
工模具是擠壓產(chǎn)品成型的核心部件,當(dāng)生產(chǎn)中等批量的擠壓產(chǎn)品時(shí),工模具的成本往往占擠壓總成本的35%~50%。如在125MN擠壓機(jī)上配備五種不同的擠壓工具,每套工具需消耗高級合金模具鋼200t以上,制造周期一年以上,耗資超過1000萬元。如果使用壽命提高一倍,則產(chǎn)品成本降低約20%左右。有效摩擦擠壓采用活動(dòng)模具,在每次擠壓過程中,模具被送入取出,取出后還需進(jìn)行殘料分離,導(dǎo)致非擠壓時(shí)間較長,而且還需配置模具分離、送入和取出等復(fù)雜的機(jī)械化裝置。
在125MN雙動(dòng)擠壓機(jī)上研制了用于有效摩擦擠壓用的固定模具擠壓裝置(如圖8所示),降低固定非擠壓時(shí)間,簡化有效摩擦擠壓機(jī)機(jī)械化裝置結(jié)構(gòu)。有效摩擦擠壓用的固定模具采用卡套式模套和模軸連接,模具安裝在卡套式模套內(nèi)部,卡套式模套外設(shè)有膨脹環(huán),模具和模墊之間剛性接觸,模墊和模軸之間剛性接觸;模軸安裝在移動(dòng)模架上,通過模支撐和前梁剛性接觸。其優(yōu)點(diǎn)是采用固定的有效摩擦擠壓模具,簡化了有效摩擦擠壓機(jī)械化裝置結(jié)構(gòu),減少了機(jī)械化部分的設(shè)備數(shù)量,降低了有效摩擦擠壓固定非擠壓時(shí)間,提高了有效摩擦擠壓生產(chǎn)效率。
如圖8所示,擠壓過程中,伸入到擠壓筒內(nèi)的膨脹環(huán)1受擠壓力脹大,與擠壓筒內(nèi)壁之間的接觸,使得鋁錠坯不會進(jìn)入模軸與擠壓筒之間的間隙,方便后期清理。

圖8 固定模具結(jié)構(gòu)示意圖
2 125MN油壓雙動(dòng)正反向擠壓機(jī)試驗(yàn)研究
125MN雙動(dòng)擠壓機(jī)采用以上技術(shù)進(jìn)行了升級改造,如圖9所示。生產(chǎn)了高性能精密工業(yè)鋁材,用于航空航天和軍工等,如圖10所示。
125MN雙動(dòng)鋁擠壓機(jī)采用以上集成技術(shù),擠壓機(jī)擠壓速度控制精度高、壓力輸出穩(wěn)定,運(yùn)行平穩(wěn),精度高,穿孔系統(tǒng)運(yùn)行平穩(wěn)準(zhǔn)確,擠壓筒不僅和擠壓桿同步性好,而且產(chǎn)生的有效摩擦擠壓力準(zhǔn)確可控;擠壓產(chǎn)品延長度方向性能穩(wěn)定,無粗晶環(huán)出現(xiàn),無“竹節(jié)”現(xiàn)象,表面質(zhì)量得到大幅提高。

圖9 升級改造后的125MN雙動(dòng)鋁擠壓機(jī)

圖10 改造后雙動(dòng)擠壓機(jī)生產(chǎn)的高性能精密工業(yè)鋁材
3 結(jié)論
通過本文的研究可以得出如下結(jié)論:
(1)采用回程缸排油處插裝比例閥可以精確控制擠壓桿的擠壓速度;
(2)采用壓力和速度雙閉環(huán)同步控制可以準(zhǔn)確控制擠壓筒產(chǎn)生的有效摩擦力;
(3)高頻響的比例閥調(diào)整穿孔回程缸的壓力和流量可以準(zhǔn)確調(diào)整穿孔針的位置;
(4)固定模具技術(shù)極大地提高了有效摩擦擠壓的生產(chǎn)率和產(chǎn)品質(zhì)量。
