球磨效率影響因素的探討*
2019-09-06 06:57:58李濤
陶瓷 2019年9期
李 濤
(惠達衛(wèi)浴股份有限公司 河北 唐山 063307)
1 球磨機的構造及工作原理
球磨機主要由圓柱形筒體、端蓋、軸承和轉動大齒輪圈或高強三角皮等組成(本文僅介紹齒輪傳動球磨機),筒體內壁鑲嵌一定厚度的球磨磨襯,球磨磨體內裝入一定數量的研磨介質,球磨機運轉時加入適量的被研磨物質。筒體兩端有端蓋,端蓋利用螺釘與筒體端部法蘭相連接,端蓋的中部有孔,稱為中空軸徑。中空軸徑支撐在軸承上,筒體可以轉動,筒體上還固定有大齒輪圈。在驅動系統(tǒng)中,電動機通過聯(lián)軸器、減速器和小齒輪帶動大齒輪圈和筒體,緩緩轉動,當筒體轉動時,研磨介質隨筒體轉到一定的高度后呈拋物線落下或瀉落下(筒體的上方有裝磨料的入口),當筒體按規(guī)定的轉速繞水平軸線轉動時,筒體的研磨介質及原料在離心力及摩擦力的作用下,被筒體的磨襯提升到一定的高度,然后脫離筒壁自由瀉落或拋落,使原料受到撞擊或摩擦作用而粉碎[1],具體示意圖如圖1所示。
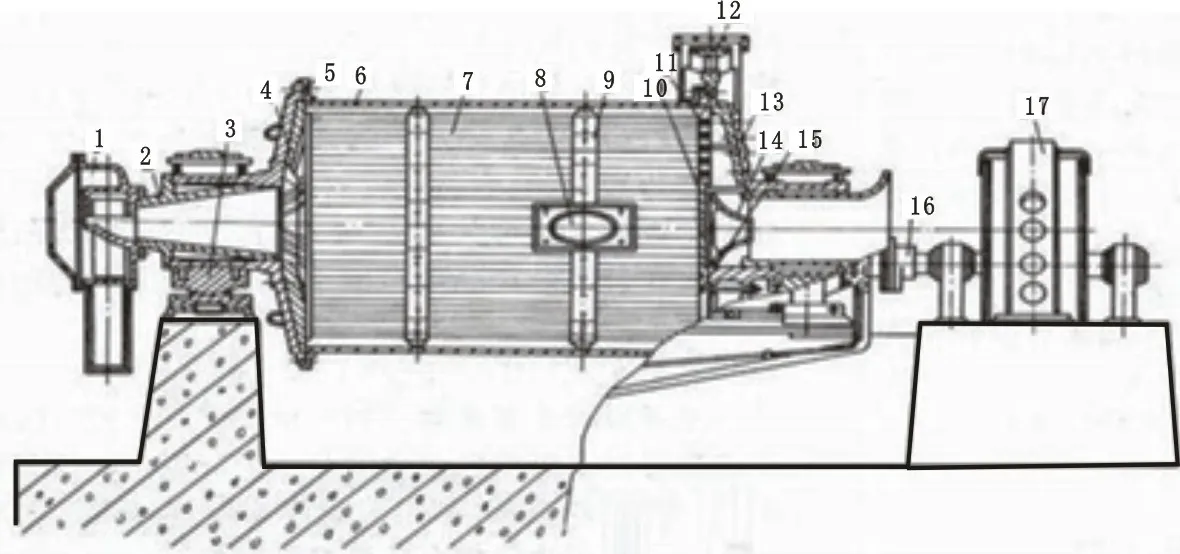
圖1 球磨機外形圖
間歇式球磨機一般是濕法操作。球磨機筒體內裝有很多稱為研磨體的礫石或瓷球。被磨物料和適量的水從加料口加入。筒體旋轉時,研磨體在離心力等外縮空氣,使料漿在壓縮空氣的壓力作用下流出。
2 研磨體的運動分析
力作用下貼在筒體內壁與筒體內壁一起旋轉。當研磨體被帶到一定的高度時,由于重力的作用而被拋出,以一定的速度自由下落,研磨體下落時筒體中的物料受到研磨體的撞擊和研磨作用而被粉粹,具體情況如圖2所示。
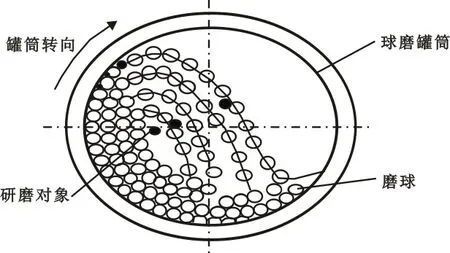
圖2 球磨機在運轉過程中的狀態(tài)
球磨機對物料的粉碎作用主要是研磨體對物料的撞擊和研磨。為了進一步了解球磨機在運轉時研磨體對物料作用的實際情況,以便確定球磨機的主要參數,和掌握影響球磨效率的各類因素,甚至于對筒體受力情況分析和強度分析與強度計算等,都必須首先對球磨機中研磨介質的運動情況加以研究。在球磨機中研磨體的運動狀態(tài)與筒體的轉速和研磨體與筒體內壁的
當物料研磨到要求的粒度后,將球磨機停機,使加料口朝上,打開蓋子,裝上帶孔的卸料管再將筒體旋轉,使加料口朝下,打開卸料管中的開關,這樣筒體內的料漿就可以自由流出。卸料時裝上卸料管的目的是防止研磨體隨同料漿一同排出。為了加快料漿的流出速度且使料漿卸的更為完全,或者在卸料的同時需要把料漿送到較高的地方,卸料時可以往筒體中通入壓摩擦因素等有關。研磨體在筒體中的運動狀態(tài)基本可以分為3種[2]:即瀉落式、拋落式和離心式。
2.1 瀉落式運動狀態(tài)
當球磨機轉速較低時,全部研磨體可以看成是一個松散的“團塊”,“團塊”的界面隨著筒體的轉動沿著轉動方向不斷向上偏斜,形成斜坡。當斜坡的傾斜角達到研磨體“團塊”的自然休止角時,研磨體在重力作用下將沿斜坡滾下形成瀉落式的運動,具體情況如圖3所示。此時,在“團塊”中研磨體是分層運動的,各層研磨體沿著各自的圓軌跡上升并隨之從斜坡的坡面滾下。在瀉落式的運動狀態(tài)下,物料主要是在研磨體的相對運動時產生的撞擊和研磨作用而被粉碎。

圖3 瀉落式運動狀態(tài)
2.2 拋落式運動狀態(tài)
當球磨機轉速較高時,研磨體隨筒體旋轉上升至一定的高度后,像拋射體一樣拋落下來,而不是沿著研磨體“團塊”的坡面瀉落,研磨體的這種運動狀態(tài)稱之為拋落式運動,具體情況如圖4所示。
在拋落式的運動中,每層研磨體的運動軌跡都可以分成兩部分:一部分為圓弧,另一部分近似為拋物線。
球磨機的圓弧運動是由于筒體內壁與最外層研磨體之間以及研磨體層與層之間的摩擦力作用而產生的。當然,這種運動不是單個研磨體摩擦力作用的結果,而是由整層研磨體摩擦力共同作用的結果。
在圓弧軌跡的運動中,有時還會產生最外層研磨體沿著筒體內壁向下滑動的現(xiàn)象。與此同時,研磨體層與層之間也會產生這種相對滑動。摩擦力使研磨體隨筒體旋轉而上升,而重力的切向分力卻使研磨體向下滑動。對于某一層研磨體來說,當作用在該層研磨體上重力的切向分力對筒體中心的力矩大于摩擦力矩時,將會使整層研磨體產生向下的相對滑動;反之,如果摩擦力矩大于重力力矩,相對滑動就不會產生。在拋落式的運動狀態(tài)下,物料主要是受到研磨體拋落時的撞擊作用和研磨作用而被粉碎的。
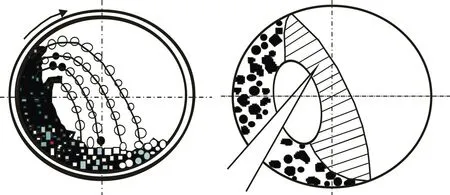
圖4 拋落式運動狀態(tài)
2.3 離心式運動狀態(tài)
當筒體的轉速過高時,由于離心力的作用,研磨體貼附在筒體內壁上與筒體一道做旋轉運動而不再拋落,研磨體的這種運動狀態(tài)稱為離心式運動。在離心式運動中,研磨體不再對物料產生撞擊和研磨作用,物料當然就不會被粉碎。具體情況如圖5所示。
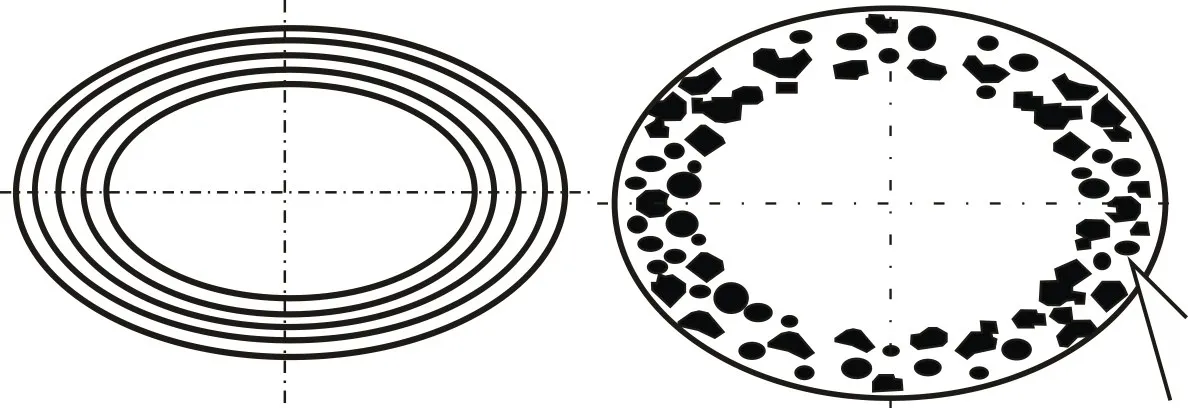
圖5 離心式運動狀態(tài)
3 實驗
3.1 實驗研究方案
3.1.1 總體技術方案
通過對研磨體的運動軌跡進行分析,對同一球磨機采用不同的研磨介質,同一研磨介質采用不同大中小比例,不同的加水量,進行對比實驗,最終找出以達到同一細度及粒度的情況下,耗電量最少的途徑。
3.1.2 實驗工藝流程
按配比稱量相應的球石(研磨介質)→加入相應的配方料、水及電解質→球磨至規(guī)定的細度及粒度(進行檢測)→測定泥漿物理性能。
3.1.3 實驗研究方法
實驗采用逐輪次改變單一因素進行對比試驗的方法,試圖找出影響球磨效率的影響因素并確定出各影響因素最佳的數值。通過對球磨時的時間進行記錄、對球磨后的細度、顆粒級配、球磨后泥漿的物理性狀等影響因素進行綜合比較,最終得出球磨效率最高的各因素的組合。
3.2 實驗原料及設備
3.2.1 試驗用原料
實驗所用的主要原料包括長石、法庫土、球土、瓷石、湛江土、高州水洗土、飛天燕瓷泥、滑石、沁陽土及添加劑等。
3.2.2 試驗用設備及儀器
實驗所用儀器及設備,見表1。
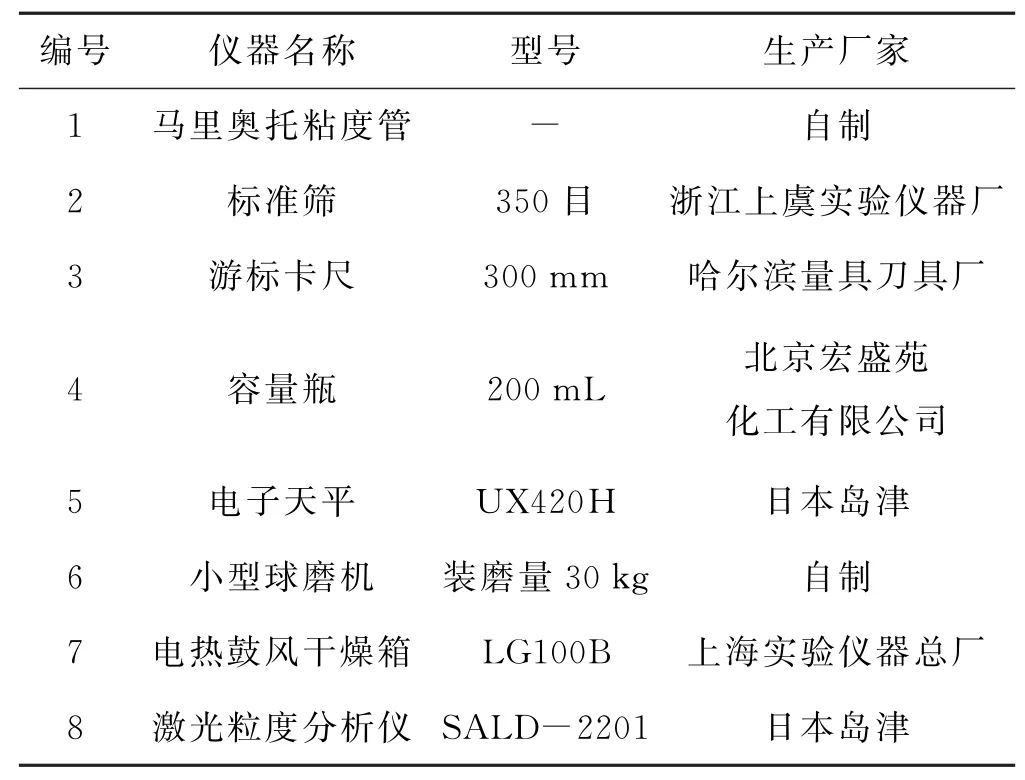
表1 實驗儀器設備
3.3 測試與分析方法
3.3.1 泥漿濃度
將刻度為200 mL的容量瓶放在電子天平上稱重、去皮,將待測泥漿用攪拌機充分攪拌,倒入容量瓶至200 mL刻度線處,液面凹底要與刻度線平齊,再放在電子天平上稱重,稱量值為濃度,記為C,單位為g/200 mL。
3.3.2 泥漿篩余細度
測量泥漿的含水量,記為Wo將容量瓶內已稱好的200 mL泥漿全部倒入350目標準篩中,用清水沖洗,直到流經篩底的水干凈無雜色后,將篩面上的殘渣收取至瓷質蒸發(fā)皿中,放入干燥箱中充分干燥,將干燥后的殘渣放到電子天平上稱重,記為M。根據公式
(1)計算泥漿細度m:

式中:m——泥漿細度,%;
M——殘渣質量,kg;
C——200 mL泥漿質量,g/200 mL;
W——泥漿的含水量,%。
3.3.3 泥漿粒度
用鏡頭紙將鏡頭輕輕擦拭干凈,用清水充分清洗樣品池。首先打開所對應的文件,儀器自檢后,將XY軸的數據都調至100以內。先測量標準泥漿粒度,獲取樣品值將攪拌均勻的待測泥漿加入樣品池,以計算機顯示加入量40%~60%為宜。開啟超聲按鈕,測量完畢儀器即自動出現(xiàn)測量結果。
4 實驗過程
首先將泥漿配方原料的種類及比例固定,具體配方如表2所示,以下的實驗均是在此配方基礎上進行的。

表2 泥漿配方(質量%)
方案一,當球磨介質為鵝卵石時,改變鵝卵石在30 kg球磨機中的比例,其它外部因素保持不變,統(tǒng)計此時的球磨效率,具體數據見表3。

表3 研磨介質為鵝卵石的加入量對球磨效率的影響

3# 30 60 9.7 33.27 4 353.7 60 80 4# 30 75 9.9 31.52 5.2 353.5 62 80 5# 30 90 10.2 30.28 8 353.5 63 80
方案二,改變研磨介質的材質(用中鋁球為研磨介質),保持其它外部因素不變,用方案一中的研磨介質的同等比例來檢驗球磨材質對球磨效率的影響。具體情況見表4。

表4 研磨介質為中鋁質球石的加入量對球磨效率的影響
方案三,其它外部因素保持一致,取不同直徑的中鋁質研磨介質,以同樣的總質量與相同的球磨時間按不同的比例加入到球磨機中,來尋求球磨效率最高的配比組合。具體情況見表5。
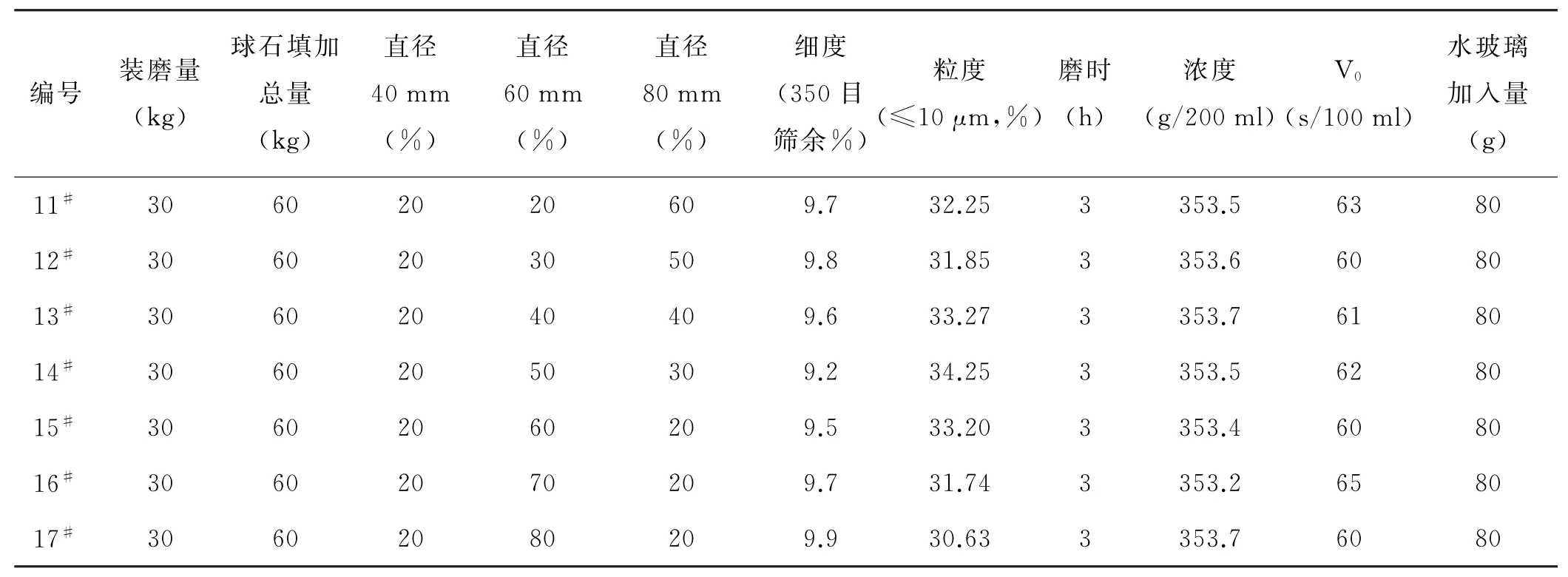
表5 中鋁質球石不同比例配比對球磨效率的影響
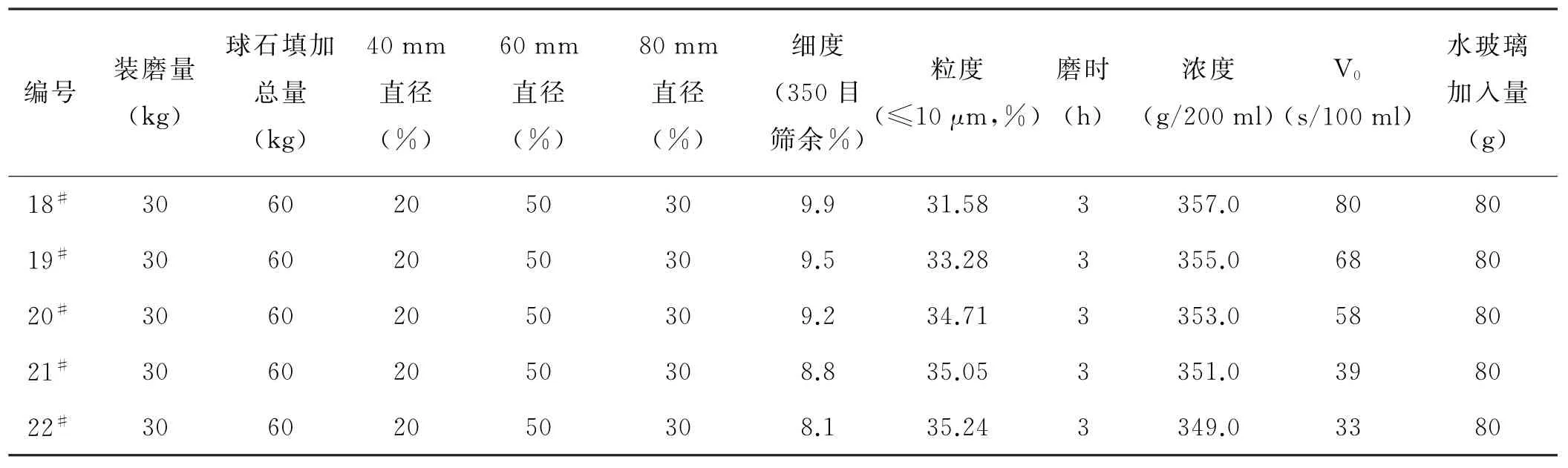
表6 不同泥漿濃度對研磨效率的影響
方案四,按方案三中研磨效率最高的研磨介質配 比,單獨改變泥漿的濃度,保持其它外部因素一致,驗證泥漿濃度的高低對釉漿研磨效率的影響。具體數據見表6。
5 實驗結果討論與分析
1)由方案一可知,球磨的泥漿濃度、流動性、解膠劑加入量等外界因素都是一致的,這就保證對實驗結果的影響只有同種材質球石的質量。研磨體的質量從30 kg增加到60 kg時,同一濃度下的研磨間由6 h縮短到4 h,整體上縮短了2 h,可見在這一區(qū)間內研磨體的增加大大提高了研磨效率,充分發(fā)揮研磨體的撞擊及摩擦的作用。當研磨體的質量增加到75 kg時,研磨時間為12 h。結果顯示,研磨介質的繼續(xù)增加沒有減少研磨時間,反而增加了研磨時間,說明過多的球磨介質只是增加了介質之間的相互碰撞,降低了球磨效率,當研磨介質繼續(xù)增加到90 kg時,球磨時間達到8 h,但是球磨的細度為10.2%,粒度為30.28%,還沒有到達與上述幾種情況一樣細的粒度及細度,表中數據說明,當加入90 kg研磨介質時,球磨機內的空間已經非常狹小,研磨介質之間的空隙則非常的大,然而研磨介質已經失去了應有撞擊及摩擦的作用,從而導致研磨效率非常之低,同時還不能將坯料完全粉碎。
2)方案二中中鋁質研磨介質由30 kg增加到90 kg時,縱向比較,也就是與鵝卵石的研磨介質比較,表現(xiàn)研磨效率的趨勢與表1中完全一致。研磨介質添加量為60 kg時,研磨效率最高,同樣達到10μm下34.28%的粒度,鵝卵石的研磨時間為4 h,而同等質量的中鋁質研磨介質的研磨時間分別為3 h,也就是說,在更換中鋁球研磨介質后,球磨機研磨時間進一步縮短。
3)由方案三可知,在直徑小的中鋁球石不變的前提下,按不同比例配置球石級配,球磨時間固定,可以發(fā)現(xiàn)在直徑為40 mm、60 mm、80 mm的比例在20%、50%、30%時球磨機的球磨效果最為理想。
4)由方案四可知,釉漿的濃度由357 g/200 ml到349 g/200 ml逐漸上升,隨之而來的效應就是泥漿的流動性大幅的降低,球磨時間減少。在衛(wèi)生陶瓷成形注漿過程之需要一定的泥漿粘度,不是泥漿流動性越低越好,根據大部分陶瓷廠對泥漿粘性的要求一般在50 s為最佳。泥漿經過一段時間的陳腐以后粘性會略有下降,所以經過推斷出磨粘性在60 s左右,由方案四可知,實驗濃度應該控制在353~355 g/200 ml之間,最后確認據實驗濃度在353 g/200 ml時球磨機研磨效率最高。
6 結論
通過對影響球磨機濕法球磨效率諸方面因素的討論并經過大量的實驗驗證,得知要提高其球磨效率必須注意如下幾點:
1)首先要根據實際的裝料量選取合理的研磨介質裝載量,這是保證球磨效率的關鍵因素,實驗球磨效率最高的研磨介質與實際裝磨量的質量比為2∶1。
2)確定研磨介質的材質,實驗中鋁球研磨介質的研磨效率明顯高于鵝卵石研磨介質,所以建議采用中鋁質研磨介質。
3)根據實際的裝料量,選用不同直徑的中鋁質研磨介質,采用不同的添加比例,經過大量的實驗驗證后,最為合理的不同直徑中鋁質研磨介質質量比為40 mm∶60 mm∶80 mm=2∶5∶3。
4)由實驗可知,泥漿濃度的高低對研磨效率也會有一定的影響作用,為了提高研磨效率,縮短球磨時間,還得滿足下一道工序成形對泥漿流動性的要求,必須對泥漿的濃度進行嚴格的規(guī)定。實驗泥漿濃度控制在353 g/200 ml為宜。
總之,從產品的質量、材料的經濟性及泥漿的穩(wěn)定性來看,中鋁質球石在衛(wèi)浴生產工藝濕法球磨中的配套使用能給用戶提供最經濟的技術特性和最先進的球磨工藝,顯然球磨工藝效果不佳很少是由于原料的低劣引起的,而是由于球磨過程中各工藝參數的不協(xié)調造成的。影響球磨效率因素還有很多,如球磨機速度、原料本身特性等。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
甘肅教育(2020年14期)2020-09-11 07:57:42
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
設備管理與維修(2015年11期)2015-03-16 05:57:40
時代英語·高二(2015年1期)2015-03-16 00:08:11