造孔劑對(duì)陶瓷cBN磨具結(jié)構(gòu)與性能的影響
2019-09-06 02:12:20呂升東劉宏偉鄭師光姜濱
超硬材料工程 2019年3期
呂升東,劉宏偉* ,鄭師光,姜濱*
(1.沈陽(yáng)中科超硬磨具磨削研究所,遼寧沈陽(yáng) 110179;2.沈陽(yáng)海默數(shù)控機(jī)床有限公司,遼寧 沈陽(yáng) 110179)
磨具通常包括普通磨具和超硬材料磨具兩大類(lèi), 超硬材料磨具是以金剛石、立方氮化硼(cBN)等超硬材料為磨料制成的磨具[1]。金剛石的硬度高于cBN,但cBN的熱穩(wěn)定性(1200℃)和化學(xué)穩(wěn)定性比金剛石的熱穩(wěn)定性(900℃)和化學(xué)穩(wěn)定性好,cBN不易與鐵元素發(fā)生作用,并且陶瓷cBN磨具具有磨削鋒利、磨削力小、生產(chǎn)效率高、使用壽命長(zhǎng)、保形性好等優(yōu)點(diǎn)[2-4],是理想的高速、高效和高精度的磨削工具[5],因此非常適合用來(lái)加工各種金屬和合金材料。陶瓷磨具的三要素是磨料、結(jié)合劑、氣孔。氣孔在磨削時(shí)對(duì)陶瓷cBN磨具起容屑和排屑作用,并可容納冷卻液,有助于磨削熱量的散逸。為滿(mǎn)足某些特殊加工要求,氣孔內(nèi)還可以浸漬某些填充劑,如硫磺和石蠟等,以改善磨具的使用性能[6],因此氣孔對(duì)磨具結(jié)構(gòu)與性能具有非常重要的影響。
陶瓷cBN磨具一般是模壓成型,在成型和燒結(jié)過(guò)程中可以形成小的天然氣孔,但這些氣孔是隨機(jī)的,數(shù)量、形狀、大小與分布都是不可控的,因此需要在配料混料過(guò)程中加入適量的造孔劑,實(shí)現(xiàn)氣孔的人為調(diào)控。典型的造孔劑為軟木粉、核桃殼粉、焦炭粒和聚合物材料等,這些物質(zhì)可以在低溫下通過(guò)受熱揮發(fā)、升華或在較高溫燃燒的生胚中除去,形成氣孔。陶瓷cBN磨具常用的造孔劑是萘,其可通過(guò)在約80℃的低溫下升華而被去除。但萘是致癌物質(zhì),而且具有強(qiáng)烈的刺激性氣味,這意味著生產(chǎn)場(chǎng)所的員工及附近的居民都會(huì)受到影響,身體健康會(huì)受到侵害。盡管采取了相應(yīng)復(fù)雜且昂貴的保護(hù)設(shè)施,但仍然不能完全去除萘造成的污染及危害。國(guó)內(nèi)外曾多次尋找萘的替代產(chǎn)品,然而這種嘗試經(jīng)常以失敗而告終,因?yàn)檫@些替代材料常常出現(xiàn)各種問(wèn)題,不具有造孔劑需要的特性,成型后低回彈。為了得到混料時(shí)易均勻分散,與液體潤(rùn)濕體系相匹配的低膨脹傾向,在配方體系中穩(wěn)定,以及在焚燒時(shí)發(fā)出的熱量少,焚燒后無(wú)殘留[7]的聚合物作為造孔劑,本實(shí)驗(yàn)選取了四種聚合物,標(biāo)記為A、B、C、D作為造孔劑,其中A是一種新型生物降解材料,具有良好的生物可降解性,使用后能被自然界中的微生物完全降解,最終生成二氧化碳和水;B是一種無(wú)毒環(huán)保的材料,有質(zhì)輕、價(jià)廉、易于成型等優(yōu)點(diǎn);C常用于制作農(nóng)用、食品及工業(yè)包裝用薄膜、電線(xiàn)電纜包覆及涂層、合成紙張等;D是一種安全無(wú)毒、用途廣、效果好、用量少的理想食品添加劑。這幾種聚合物在完全燃燒時(shí)只生成二氧化碳和水,無(wú)刺激性氣味,不產(chǎn)生有害氣體,在燒結(jié)后的陶瓷cBN磨具中無(wú)殘留。A、B、C、D的焚燒分解溫度各不相同:D<B<A<C,相互之間相差至少 20℃,C 的分解溫度低于750℃,A、B、C、D混合使用會(huì)增加聚合物焚燒分解的溫度區(qū)間,實(shí)現(xiàn)聚合物在較大時(shí)間的間隔焚燒分解,緩和聚合物分解時(shí)產(chǎn)生氣體對(duì)生胚造成損壞。因此,本實(shí)驗(yàn)使用聚合物A、B、C、D及以上聚合物的混合物記為ABCD作為造孔劑,研究造孔劑種類(lèi)和含量對(duì)陶瓷cBN磨具結(jié)構(gòu)與性能的影響規(guī)律。
1 實(shí)驗(yàn)
1.1 原料
實(shí)驗(yàn)所用原料有四類(lèi):cBN磨料、陶瓷結(jié)合劑、輔助材料和造孔劑。
(1)磨料:cBN。
(2)陶瓷結(jié)合劑:分析純的氧化硅、氧化鋁、硼酸、碳酸鈣、氫氧化鋰、碳酸鈉、碳酸鉀。
(3)輔助材料:糊精液,環(huán)氧樹(shù)脂膠。(4)造孔劑:聚合物 A、B、C、D。
1.2 樣品制備
將分析純的氧化硅、氧化鋁、硼酸、碳酸鈣、氫氧化鋰、碳酸鈉、碳酸鉀按照一定比例混合均勻,在1400℃高溫下預(yù)熔,然后經(jīng)水淬、干燥、破碎、球磨后過(guò)篩,制成具有一定粒度的低溫陶瓷結(jié)合劑玻璃粉料。將該玻璃料與cBN磨料、造孔劑、糊精液混合均勻。彎曲試樣壓制成35mm×6mm×6mm長(zhǎng)方體試驗(yàn)樣條(c),干燥后,按照設(shè)定的溫度曲線(xiàn)進(jìn)行燒成。拉伸試樣壓制成斷裂寬度9mm的8字形樣條(a),干燥后,按照設(shè)定的溫度曲線(xiàn)進(jìn)行燒成。陶瓷cBN磨具(b)壓制成 Φ305mm×Φ205mm×5mm圓環(huán),干燥后,按照設(shè)定的溫度曲線(xiàn)進(jìn)行燒成,用環(huán)氧樹(shù)脂將該圓環(huán)粘接在基體上,放入干燥箱中烘干后修整備用。
1.3 結(jié)構(gòu)與性能檢測(cè)
用阿基米德排水法測(cè)定試樣的顯氣孔率。采用CMT4304型電子多功能試驗(yàn)機(jī)測(cè)定試驗(yàn)樣條的三點(diǎn)彎曲強(qiáng)度。采用日立S-4800掃描電鏡觀察試驗(yàn)樣條斷面形貌。以機(jī)器人零件為試件,采用沈陽(yáng)海默數(shù)控機(jī)床有限公司生產(chǎn)的雙端面磨床進(jìn)行磨削實(shí)驗(yàn),測(cè)定磨具磨削性能,采用泰勒接觸式Surtronic25型粗糙度儀觀測(cè)磨削后機(jī)器人零件的表面形貌。

圖1 試樣及磨具簡(jiǎn)圖Fig.1 Sample and abrasive tools
2 結(jié)果與討論
2.1 造孔劑對(duì)試驗(yàn)樣條氣孔率的影響
圖2為不同種類(lèi)聚合物造孔劑加入不同質(zhì)量分?jǐn)?shù)時(shí)的氣孔率。

圖2 不同種類(lèi)聚合物造孔劑加入不同質(zhì)量分?jǐn)?shù)時(shí)試樣的氣孔率Fig.2 Porosity of the sample when different kinds of polymer pore formers were added with different mass fractions
由圖2可以看出:隨著加入聚合物造孔劑質(zhì)量分?jǐn)?shù)的增加,試樣的氣孔率逐漸增大。不同種類(lèi)聚合物
2.2 造孔劑對(duì)試驗(yàn)樣條力學(xué)性能的影響
圖3為不同種類(lèi)聚合物造孔劑加入不同質(zhì)量分?jǐn)?shù)時(shí)試樣的拉伸強(qiáng)度。

圖3 不同種類(lèi)聚合物造孔劑加入不同質(zhì)量分?jǐn)?shù)時(shí)試樣的拉伸強(qiáng)度Fig.3 Tensile strength of the sample when different kinds of polymer pore formers were added with different mass fractions
由圖3可以看出:隨著加入聚合物造孔劑質(zhì)量分?jǐn)?shù)的增加,試樣的拉伸強(qiáng)度逐漸減小。不同種類(lèi)聚合物造孔劑在加入相同質(zhì)量分?jǐn)?shù)時(shí),試驗(yàn)樣條拉伸強(qiáng)度不同,在加入相同質(zhì)量聚合物造孔劑時(shí)試驗(yàn)樣條拉伸強(qiáng)度C>ABCD>A>D>B。C對(duì)試樣拉伸強(qiáng)度的降低最小,當(dāng)C的質(zhì)量分?jǐn)?shù)從0%增加到8%時(shí),試樣拉伸強(qiáng)度由 22.5MPa 下降到 20.5MPa,下降 2MPa。ABCD對(duì)試樣的拉伸強(qiáng)度降低幅度略大于聚合物C,當(dāng)ABCD的質(zhì)量分?jǐn)?shù)從0%增加到8%時(shí),試樣的拉伸強(qiáng)度由 22.5MPa 下降到 20MPa,下降 2.5MPa。聚合物 A對(duì)試樣的拉伸強(qiáng)度影響較為明顯,當(dāng)A的質(zhì)量分?jǐn)?shù)從0%增加到8%時(shí),試樣的拉伸強(qiáng)度由22.5MPa下降到19MPa,下降3.5MPa。聚合物D對(duì)試樣拉伸強(qiáng)度降低明顯,當(dāng)D的質(zhì)量分?jǐn)?shù)從0%增加到8%時(shí),試樣的拉伸強(qiáng)度由22.5MPa下降到 16.25MPa,下降 6.25MPa。聚合物B對(duì)試樣拉伸強(qiáng)度的降低最為明顯,當(dāng)B的質(zhì)量分?jǐn)?shù)從0%增加到8%時(shí),試樣的拉伸強(qiáng)度由 22.5MPa 下降到 15.5MPa,下降 7MPa。總體來(lái)看試樣在加入相同質(zhì)量造孔劑時(shí),C對(duì)試樣伸強(qiáng)度降低最小,ABCD混合物對(duì)試樣拉伸強(qiáng)度降低與C相差不大,A、B、D對(duì)試樣拉伸強(qiáng)度降低較為明顯。
2.3 試驗(yàn)樣條斷面形貌分析
圖4為不同種類(lèi)聚合物在加入質(zhì)量分?jǐn)?shù)為6%時(shí)試樣的斷面形貌,圖4中顏色較暗的黑色部分為氣孔。

圖4 不同聚合物在加入6%質(zhì)量分?jǐn)?shù)時(shí)試驗(yàn)樣條的斷面形貌Fig.4 Sectional morphology of test strips when different polymers were added at 6%by mass
從圖4中可以看出,聚合物D的造孔效果最為顯著,但氣孔孔徑分布分散,有個(gè)別較大氣孔存在,聚合物ABCD造孔效果較為顯著,氣孔孔徑分布均勻,氣孔位置分布均勻,聚合物C的造孔效果最差,有個(gè)別較小氣孔存在,聚合物B造孔效果較差,但氣孔位置分布比較均勻,聚合物A造孔效果也較差,氣孔分布不均勻且有個(gè)別小氣孔存在,聚合物C造孔效果也較差,氣孔孔徑分布不均,有較多小氣孔存在。因此,聚合物ABCD的造孔效果最佳。
2.4 磨削實(shí)驗(yàn)結(jié)果分析
試驗(yàn)所用機(jī)床為沈陽(yáng)海默數(shù)控機(jī)床有限公司生產(chǎn)的雙端面磨床;以機(jī)器人零件為加工對(duì)象,磨削方式采用順磨。冷卻液采用5%水基乳化液,磨削工藝參數(shù)選取磨具轉(zhuǎn)速為1200r/min,工件進(jìn)給速度為3mm/min,切深采用 0.2mm。
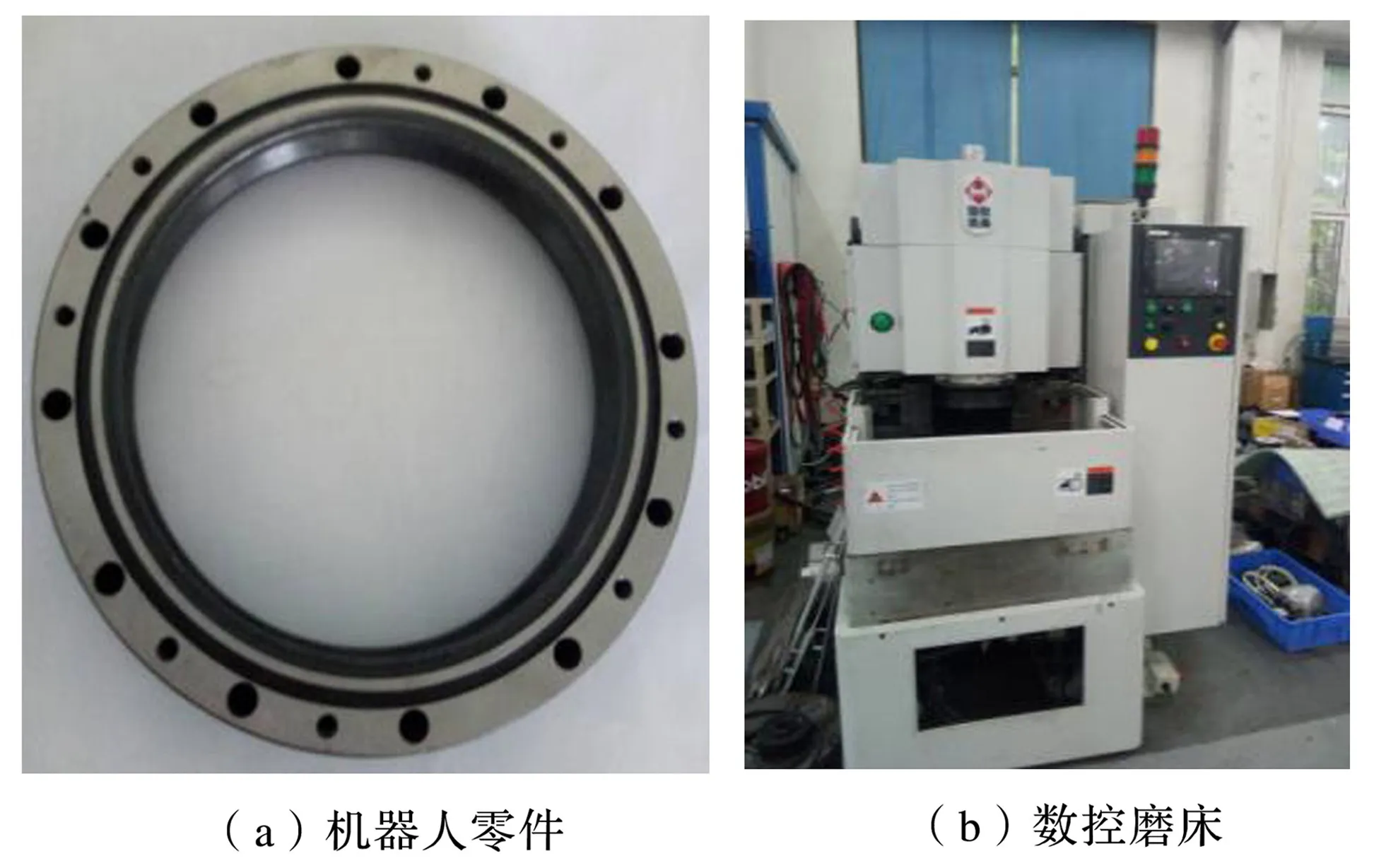
圖5 機(jī)器人零件及海默數(shù)控機(jī)床雙端面磨床Fig.5 Robot parts and the Haimo CNC machine tool double end grinding machine
表1是不同聚合物在加入6%質(zhì)量分?jǐn)?shù)時(shí)磨具加工檢測(cè)參數(shù),由表1可知,磨具A的平行度較差,為0.004μm,平面度較差,為0.003μm,磨削節(jié)拍較慢,為每件15秒,修整周期較長(zhǎng),為1250件,工件表面粗糙度較大,Ra為0.1760μm。磨具B的平行度較差,為0.005μm,平面度較差,為0.004μm,磨削節(jié)拍較慢,為每件14秒,修整周期較短,為800件,工件表面粗糙度Ra較大,為0.1846μm。磨具C的平行度較好,為0.003μm,平面度較差,為0.002μm,磨削節(jié)拍較慢,為每件17秒,修整周期較長(zhǎng),為1400件,工件表面粗糙度Ra較小,為0.1611μm。磨具D的平行度較差,為0.004μm,平面度較差,為 0.003μm,磨削節(jié)拍最快為每件11秒,修整周期較短,為980件,工件表面粗糙度Ra較大,為0.1774μm。磨具 ABCD的平行度較好,為 0.002μm,平面度較好,為0.001μm,磨削節(jié)拍較塊,為每件12秒,修整周期較長(zhǎng),為1500件,工件表面粗糙度Ra較小,為0.1584μm。

表1 不同聚合物在加入6%質(zhì)量分?jǐn)?shù)時(shí)磨具加工檢測(cè)參數(shù)Table 1 Abrasive tool processing parameters of different polymers when adding 6%mass fraction
圖6為不同聚合物在加入6%質(zhì)量分?jǐn)?shù)時(shí)磨具磨削機(jī)器人零件表面效果。

圖6 不同聚合物在加入6%質(zhì)量分?jǐn)?shù)時(shí)磨具磨削機(jī)器人零件表面效果(×50)Fig.6 Surface effect of grinding grinding robot parts with adding 6%mass fraction for different polymers(×50)
由圖6可以看出磨具A磨削后的機(jī)器人零件粗糙度較大,表面沒(méi)有刀花,磨具B磨削后的機(jī)器人零件粗糙度較大,表面刀花較多,磨削紋路雜亂,磨具C磨削后的機(jī)器人零件粗糙度較小,表面刀花較少,磨具D磨削后的機(jī)器人零件粗糙度較大,表面有輕微刀花,磨具ABCD磨削后的機(jī)器人零件粗糙度較小,表面刀花較少。
3 結(jié)論
(1)聚合物D的造孔效果最為顯著,但試樣拉伸強(qiáng)度降低較明顯;聚合物C對(duì)試樣的拉伸強(qiáng)度降低最小,但造孔效果不明顯;聚合物B對(duì)試樣拉伸強(qiáng)度度降低最大,造孔效果不明顯;聚合物A對(duì)試樣拉伸強(qiáng)度降低較小,造孔效果不明顯;聚合物ABCD的混合物對(duì)試樣拉伸強(qiáng)度降低較小,造孔效果顯著,是理想的造孔劑。
(2)聚合物D試樣氣孔較大,氣孔孔徑及分布不均;聚合物A、C試樣氣孔較小,氣孔位置不均,存在個(gè)別小氣孔;聚合物B試樣氣孔較小,孔徑分布均勻;聚合物ABCD試樣氣孔較大,氣孔孔徑均勻,氣孔分布均勻。
(3)磨具A磨削后的工件平行度較差,平面度較差,磨削節(jié)拍較慢,修整周期較長(zhǎng),工件表面粗糙度較大。磨具B磨削后的工件平行度較差,平面度較差,磨削節(jié)拍較慢,修整周期較短,工件表面粗糙度較大。磨具C磨削后的工件平行度較好,平面度較差,磨削節(jié)拍較慢,修整周期較長(zhǎng),工件表面粗糙度較小。磨具D磨削后的工件平行度較差,平面度也較差,磨削節(jié)拍最快,修整周期較短,工件表面粗糙度較大。磨具ABCD的平行度較好,平面度也較好,磨削節(jié)拍較快,修整周期較長(zhǎng),工件表面粗糙度較小。
