一種適用于弧面鍵槽加工的定位夾具
2019-09-07 02:35:16張國慶
冶金與材料 2019年4期
張國慶
(河北鋼鐵集團宣工公司技術中心,河北 張家口 075100)
在機加工領域中,夾具是機床中不可缺少的輔助裝置。僅僅靠機床本身來定位裝夾工件是不可能完成的,這就需要額外增加一些輔助裝置來協調和配合機床來實現工件的裝夾。工件的裝夾定位,往往離不開夾具的輔助這個功能,零部件通過夾具的定位,進而控制其加工的位置精度和尺寸精度,通過夾具可大大縮短零部件加工的時間和成本。從而實現低精度機床加工高精度工件。
1 工件結構
本夾具基于我公司生產的尾套是高驅系列履帶推土機重要零部件之一,是左右行走系統的重要組成部件之一。如圖1所示。此零件材質為20號無縫管,其中在其圓周面上有上下兩處深13mm,寬46±0.05mm,長293±0.2mm的鍵槽,在鍵槽的末端還有R80的過渡圓弧,且上下兩個鍵槽的對稱度要保證在0.02mm,此鍵槽即為需要加工。對于一般的圓形零件,使用銑床對工件進行加工時,首先應該將工件精確裝夾在夾具上,而且對需圓周加工的工件(例如圖1所示的工件)不同的工位重復裝夾,裝夾精度和重復定位直接影響了加工精度。
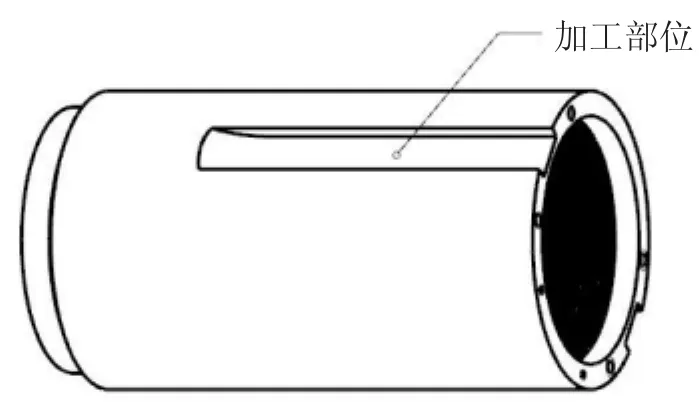
圖1 所加工工件的結構圖
傳統的銑床夾具一般采用劃線定位,不同工位需要重新裝夾,這樣很難保證工件的位置精度,而且嚴重影響了加工效率,操作也很復雜。傳統夾具對于圓周不同工位的加工效率低,重復定位尺寸精度和位置精度低,影響了加工質量,增加了成本。為保證加工精度、提高加工效率、設計了簡易夾具,通過夾具利用普通銑床,加工該零件尾套上兩個深13mm,寬46±0.05mm,長293±0.2mm的鍵槽.此外此夾具還適用于對不同圓形工件快速定位、裝夾,圓周方向不同弧形部位加工的夾具,具有范圍廣,實用性強等特點。
2 夾具結構
參看圖2,此定位夾具,構成中主要包括底座、左支撐、右支撐、定位銷、壓板、壓緊螺栓、定位銷、軸、第二螺母、第一螺母、第一環形壓蓋和第二環形壓蓋,左支撐和右支撐通過螺栓精確的裝配在底座上并通過定位銷精確定位,第一環形壓蓋和第二環形壓蓋通過第一螺母和第二螺母緊固在定位軸上,并且第一環形壓蓋和第二環形壓蓋外圓尺寸均為mm,直徑220(-0.015,-0.044)剛好和工件的兩端止口配合定位。定位軸的中部位于工件的中心孔內,其兩端安裝在左支撐和右支撐上。兩個環形壓蓋均套裝在定位軸上并分別旋轉定位軸上的兩個螺母壓在工件的兩個端面上,定位插銷位于一個支撐的插銷孔內,其一端插入相鄰環形壓蓋的分度定位孔內,通過壓板壓緊固定,壓板上設有壓緊螺1.底座;2.右支撐;3.左支撐;4.塞尺;5.第一環形壓蓋;6.第二環形壓蓋;7.對刀塊座;8.對刀塊;9.定位軸;10.彈簧;11.定位塊;12.手柄;13.定位插銷;14.套;15.導套;16.第二螺母;17.第一螺母 栓,松開壓緊螺栓后,由第一環形壓蓋、第二環形壓蓋、第一螺母、第二螺母和定位軸構成組件能自由轉動,以便調整工件的加工工位。

圖2 銑夾具的正向視圖
此定位銑夾具,在底座上設有對刀塊座、對刀塊和塞尺組成的對刀裝置。對刀塊座通過螺栓鏈接到底座通過定位銷精確定位。對刀塊通過螺栓鏈接到對刀塊座上通過定位銷精確定位,塞尺安裝在對刀塊座上。此定位銑夾具,定位插銷、彈簧、導套和手柄構成了分度旋轉定位機構組成。該旋轉定位機構安裝在右支撐上并且定位插銷與第一環形壓蓋上各分度銷孔對應。
3 工作原理
使用本夾具加工高驅系列推土機尾套的上下兩個弧形面的鍵槽時,首先將夾具安裝在銑床上,然后利用工件已加工過的內孔兩端止口定位將工件套裝在夾具上通過第一環形壓蓋和第二環形壓蓋一端與之配合,并采用第一螺母和第二螺母在兩外端壓緊。然后通過第一環形壓蓋上的兩個定位銷孔定位,此時工件完全被約束住。銑刀在開始銑工件時先與對刀塊找正,然后開始第一個弧形鍵槽的加工,加工的深度直接和塞尺平齊。當第一個弧形鍵槽加工完后,松第一螺母和第二螺母,轉動工件到適當的位置,開始第二個弧形鍵槽的加工。(在整個加工過程中工件與第一環形壓蓋和第二環形壓蓋均無相對運動),如此則兩個弧形鍵槽完全被加工完。最后卸下工件。
4 結語
采用對刀塊對加工位置快速對刀,具有操作簡單、定位精度高、速度快,實現各工位無需重新裝夾即快速切換定位等優點。此銑夾具投入使用后大大節省了加工時間提高了工作效率,有利于產品的批量化生產。