
數控車床加工刀具的改進設計
2019-09-10 04:01:17周偉
河南科技 2019年11期
周偉
摘 要:數控車床是一種自動化機床,具有高效率和高精度的特點。相比普通車床,數控車床有明顯的優勢,能夠保證產品的生產質量,控制生產成本,實現經濟效益目標。數控車床的質量具有可控性,配備動力刀塔,或者多工位刀塔,加工工藝性能更加廣泛。通過數控車床能夠加工各種復雜工件,如蝸桿、槽、螺紋、圓弧、斜線圓柱以及直線圓柱等。同時,數控車床具有圓弧插補、直線插補等各種補償功能。批量生產中,數控車床發揮了重要作用。但是數控車床加工刀具也會影響加工的精確度,使資本投入增加,工件質量缺乏規范性。因此,要及時改進數控車床的加工刀具,提高加工精度和加工質量。
關鍵詞:數控車床;加工刀具;設計
中圖分類號:TG519.1文獻標識碼:A文章編號:1003-5168(2019)11-0056-03
Abstract: CNC lathe is an automatic machine tool with high efficiency and high precision. It has obvious advantages compared with ordinary lathes, can guarantee the production quality of products, control production costs and achieve economic benefits. The quality of CNC lathes is controllable, equipped with power turrets or multi-station turrets, and the processing technology is more extensive. Through CNC lathes, it can process a variety of complex workpieces, such as worms, grooves, threads, etc., as well as arcs, slanted cylinders, linear cylinders, etc., with various interpolation functions such as circular interpolation and linear interpolation. In mass production, CNC lathes play an important role. At the same time, CNC lathe machining tools will also affect the accuracy of machining, increase capital investment, and lack of standardization of workpiece quality. Therefore, it is necessary to improve the machining tools of the CNC lathe in time to improve the machining accuracy and processing quality.
Keywords: CNC lathe;machining tool;design
數控車床是現代使用比較廣泛的一種機床,主要切削加工任意椎角的內外圓錐面、盤類零件或者軸類零件的內外圓柱面、復雜回轉內外曲面等,可以擴孔、鉆孔及切槽等,并根據事先編制的加工程序,自動加工零件。數控車床實際生產中,加工刀具會影響產品的質量以及生產效率。數控車床的加工刀具,根據車床性能和實際加工零件進行選擇,并調整相關參數,保證加工的精度。目前,大部分車床使用焊接式合金車刀,由于輪軸蓋零件材質屬于鑄鐵,表面堅硬,會磨損刀尖,影響零件的表面精度。如果使用兩把車刀,換刀增加時間,容易出現崩刀的問題,增加使用成本。本文選取GSK980T數控車床,分析GSK980T數控車床加工刀具的問題,并提出改進設計措施。
1 原刀具存在的問題
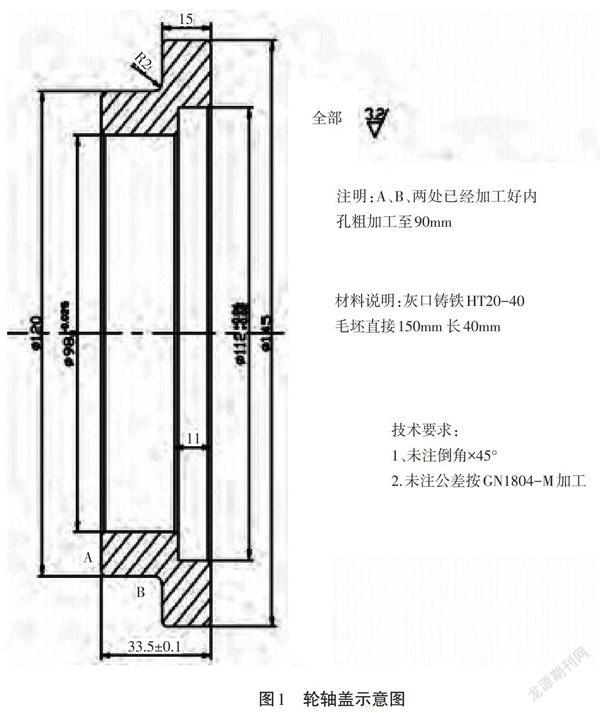
生產加工時使用兩把焊接式合金車刀,加工方面包括內孔、端面、粗車及精車外圓。使用焊接式合金車刀在加工中存在多方面的問題。首先,使用兩把刀,加工時反復換刀,延長時間;如果出現崩刀,需要調換整刀。不能按照加工要求,車床刀架自動進行裝刀和卸刀,GSK980T數控車床需要人工裝刀和卸刀[1]。其次,輪軸蓋零件材料是鑄鐵,堅硬的表皮容易磨損刀尖,降低被加工零件的表面精度。再次,頻繁進行旋轉刀架換刀,容易磨損刀架,影響精度,且容易導致故障發生,增加維修費用[2]。最后,換刀后,增加調試、試車等輔助時間,增加空運行程時間、刀架自動換刀時間等,使加工效率降低。圖1為輪軸蓋示意圖。
2 數控車床加工刀具的改進設計
2.1 改進依據
改進使用刀具時,要使用標準化刀具。數控車刀要使用機夾可轉位車刀,具有較高的可靠性、精度,且刀具成本比較低。刀片重復定位精度高,有利于定位。如果出現刀尖磨損,只需要更換刀片,不需要對整刀進行更換[3]。采用復合式夾緊結構,車刀結構可靠,與刀架的快速換位和移動相適應,自動切削過程中不會發生松動情況。對于不同形式的切削部件,能夠快速更換,生產效率提升,快速完成多種切削加工。刀片可以更換,并能批量生產,不會增加刀具成本,保證耐用。
對刀具結構進行優化,使用盡可能少的加工出工件,獲得最大化的待加工表面,提升加工表面的位置精度,降低裝夾誤差[4]。如果將兩把刀合成一把刀加工,可以保護定位銷釘,并且不旋轉刀架。定位“一把刀”,需要的定位銷釘只有一組;使用標準化刀具,只在刀尖松緊定位螺絲進行換刀,不會損壞刀架的定位銷釘。只有“一把刀”加工,不需要旋轉刀架,不會磨損刀架,能夠有效減少故障。
2.2 改進后的刀具
依據工藝處理、刀具結構設計等改進加工刀具,解決加工刀具的使用問題。兩把機夾可轉位車刀,將其合成一把。熱處理刀桿。使用螺絲將刀尖固定,原來兩把刀的工作,由“一把刀”完成,裝刀和卸刀更加節省時間。使用改進后的刀具,在加工時不需要將刀架轉換,能夠減少空行程問題,減少故障和維修[5,6]。發生磨損刀具問題,更換不重磨刀片,或者轉過適當角度即可,簡單補刀可以繼續加工,從而提升加工效率。位置補償包括絕對補償和相對補償,由程序段內代碼進行。要結合刀具的性能、生產需求等,合理進行設置調整。圖2為改進刀具。
2.3 注意事項
要保證兩刀片尖處于同一個平面上,不重磨刀片固定在兩邊。進行程序編寫時,設立兩組刀補,以兩個刀尖作為兩個獨立的刀位點。為防止工件和刀具碰撞,需要刀具離開工件一定距離時,再轉換刀尖。加工刀具安裝不牢固,或者位置不恰當,切削時會發生振動,損壞刀具。安裝加工刀具時,需要刀工件軸線、刀具刀尖處于等高水平。粗加工時,刀尖可以比工件軸線略高,精加工時可以略低[7-9]。控制車刀探出長度,避免車刀探出長度過長,降低剛度,導致出現扎刀等問題。刀桿墊片前端需要對齊,底部平整。為保證車刀安裝的穩固性,使用兩個螺釘交替擰緊。更換加工對象時,注意刀具的有效補償,防止影響加工零件的質量,使機床功效減少。提高加工效率和質量的基礎是編制加工程序時,調整刀具補償。通常是對理論位置和實際安裝位置的偏差補償,只需要更換刀具改變補償值,不需要改變加工程序[10]。補償刀具位置有絕對補償、相對補償,通過程序段內的T代碼,可以進行補償。根據刀具的性能和實際生產需求等,合理設置調整參數。
數控車床使用的加工刀具有許多種類,通常使用標準化和通用化的刀具,使車床和刀具能夠取得良好的適應。選擇刀具刃磨方便,刀具安裝和調整方便,有較高的排屑性、精度以及剛度。通用化和規格化刀具有利于管理,可轉位刀具使刀具的互換性增強。焊接式車刀,通常采取焊接緊固的形式,使硬質的合金刀片在刀體上固定。需要選擇制造方便、剛性良好以及結構簡單的車刀[11]。本次研究中使用的數控車床是GSK980T,可以使用可選擇機夾可轉位車刀,定位方便,可以重復定位刀片,有較高的精確度,同時避免刀尖磨損。可以使用復合式夾緊結構進行改進,方便快速切削不同的部件,更好地適應刀架的換位、移動[12]。盡量少用結構復雜的刀具,保證加工精度。
總之,改進數控車床的加工刀具,有利于提高產品質量,提升生產效率,解決批量生產時加工刀具存在的問題。改進加工刀具結構,可以提高相互位置精度以及加工表面精度,方便維修,減少刀具換刀時間、調試時間及停產待修時間等,降低操作者的工作強度,節約成本。
參考文獻:
[1]李聰波,萬騰,陳行政,等.基于切削功率的數控車削批量加工刀具磨損在線監測[J].計算機集成制造系統,2018(8):28-37.
[2]盧明揚.利用刀具裝置在數控車床上加工鍵槽方法的探索[J].中國設備工程,2018(13):189-191.
[3]王國富.芻議數控車削中刀具的選用及其對加工質量的影響[J].工業設計,2017(1):175.
[4]羅文深.數控車床加工刀具的優化改進探析[J].中國新技術新產品,2017(11):55-56.
[5]李占超,潘小新.論數控加工工藝對刀具優化設計的影響[J].中國戰略新興產業,2018(24):229.
[6]靳小海.深孔梯形內螺紋刀具設計及車削工藝改進[J].金屬加工:冷加工,2017(20):49-50.
[7]余新軍.小數控車床加工大模具工件的刀具改進[J].制造技術與機床,2012(5):47-51.
[8]宋紹修.淺述數控車削加工中刀具和切削液的選擇[J].中國新技術新產品,2011(15):101-102.
[9]李進東,邱永成,陳鵬,等.數控車床刀具系統研究與設計[J].四川職業技術學院學報,2016(6):132-134.
[10]盧明揚.利用刀具裝置在數控車床上加工鍵槽方法的探索[J].中國設備工程,2018(13):189-191.
[11]戴葉萍.刀具用拉釘組件數控車削加工工藝設計[J].中小企業管理與科技(中旬刊),2014(1):256-257.
[12]李占超,潘小新.論數控加工工藝對刀具優化設計的影響[J].中國戰略新興產業,2018(24):229.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
制造技術與機床(2019年12期)2020-01-06 03:17:48
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
制造技術與機床(2017年4期)2017-06-22 11:18:05
Coco薇(2017年5期)2017-06-05 08:53:16
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18
