加氫反應器12Cr2Mo1V鋼焊接工藝制定
2019-09-10 15:27:53牛翰卿
裝備維修技術 2019年3期
牛翰卿

摘要:12Cr2Mo1V鋼主要用于高溫、高壓和高氫分壓的加氫裝置中,是大型壓力容器鍛件的理想材料。為保證焊后焊接接頭安全性,必須要進行焊接工藝評定。在對12Cr2Mo1V鋼焊接性進行理論分析的基礎上,制定了12Cr2Mo1V鋼的焊接工藝方案,并按照ASME? IX鋼卷標準進行了焊接工藝評定試驗。結果表明,所制定的焊接工藝方案其焊接接頭性能符合TSG21–2016《固定式壓力容器安全技術檢測規程》有關技術要求。
關鍵詞:12Cr2Mo1V;焊接工藝;焊接接頭
隨著加氫工藝技術的提高、特別是渣油加氫改質和煤加氫液化工藝的不斷發展,加氫裝置規模趨于大型化,加氫設備使用條件趨于更高溫。目前12Cr2Mo1V鋼因加入釩和微量合金元素提高鋼的淬透性和鋼的強度等級;具有較高的抗高溫蠕變性能、抗回火脆化能力、抗氫侵蝕、氫脆和氫致裂紋的能力,是大型壓力容器鍛件的理想材料[1]。因12Cr2Mo1V鋼使用要求及服役環境的特殊性,為確保焊后產品的安全性,合理評價焊接工藝,保證焊接工藝的合理性,使焊接接頭符合技術要求,具有非常重要意義。
試驗試板材料
焊接試板規格及坡口形式
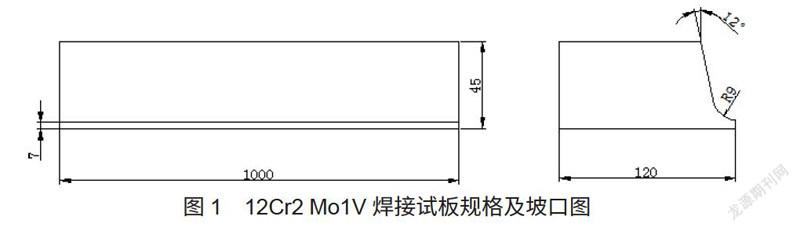
12Cr2Mo1V鋼焊接試驗所用鍛件試板規格為1000×120×45,4塊(2對),坡口加工圖如圖1所示:
12Cr2Mo1V焊接試板化學成分如表 1 所示。12Cr2Mo1V鋼碳和合金元素含量高,根據公式CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15可得,12Cr2Mo1V鋼CE≥0.6%,焊接性較差,屬難焊材料。一方面,焊接過程中存在著一定程度的硬化傾向,另一方面,在焊接熱循環所決定的冷卻速率條件下,焊縫和熱影響區可能形成對冷裂紋敏感的顯微組織,可能會生成Cr、Mo和V碳化物,容易引起接頭過熱區的再熱裂紋。因此在焊接時需采用較高的預熱溫度和嚴格的工藝方法。
力學性能要求
12Cr2Mo1V鋼鍛件試板焊接后經過最大(Max.PWHT)和最小(Min.PWHT)焊后模擬熱處理后檢測力學性能。要求室溫拉伸強度590–760MPa;454℃、540℃高溫屈服強度Rp0.2≥350;夏比沖擊功–30℃(V型缺口)平均值≥60J,允許一個試樣≥54J,HV(10)硬度≤247,側彎無裂紋;顯微組織為貝氏體組織;回火脆性敏感性試驗vTr54+3△vTr54≤0℃。
焊接工藝制定
焊前預熱溫度制定
由于母材的碳當量大于0.6%,容易產生焊接冷裂紋和再熱裂紋,因此選擇了焊前預熱的方法。根據Ito–Bessyo和Seferiau[2]提出的預熱溫度公式,預熱溫度范圍為200℃–300℃。焊接前預熱溫度定為220℃。
焊前工藝參數制定
采用手工電弧焊方法進行多層多道焊接;
打底層選擇φ5.0mm 的CM–A106HD 焊條,填充層選擇φ5.0mm的 CM–A106HD 焊條施焊,側層間溫度230℃–300℃。
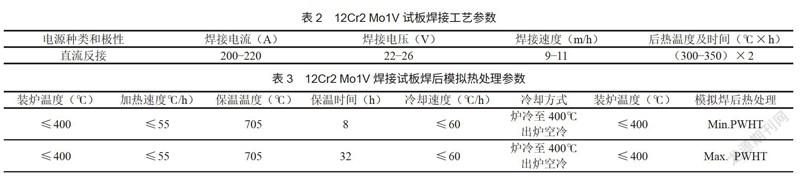
坡口形式及尺寸見圖 1,焊接時焊接工藝參數見表 2所示。
焊后熱處理參數如表3所示。
焊接試板性能結果
對Min.PWHT和Max. PWHT后的焊接試板均進行了對應的試驗,其中Min.PWHT試板編號為SMAW–1,Max. PWHT試板編號為SMAW–2,試驗結果如下:
拉伸試驗
焊接試板按照GB/T228.1–2010進行室溫拉伸試驗,作接頭板拉2件;按照GB/T 228.2–2015進行高溫拉伸試驗,分別作454℃、540℃拉伸各1件,試驗結果見表4所示。
焊接試板按照GB/T229–2007 進行母材區、焊縫區和熱影響區3區–30℃沖擊試驗,取樣位置在試板厚度方向的距上下表面1.6mm、T/2處取樣,–30℃KV2沖擊吸收功均大于等于60J,試驗結果見表5所示。
彎曲試驗
焊接試板按照GB/T232–2010進行側彎試驗,試板SMAW–1與SMAW–2全焊縫各做側彎2件,彎心直徑d=4a,試樣厚度a=10.0mm,彎曲角度α=180°。經過試驗,冷彎后4件側彎均未出現裂紋,結果合格。
硬度試驗
焊接試板按照GB/T231.1 –2009進行硬度試驗,分別取焊縫2點、熱影響區6點、母材2點(上、下表面1.6mm處及T/2處)進行硬度測量,HV(10)硬度測量值均小于等于247,符合要求,檢測結果見表6所示。
金相組織
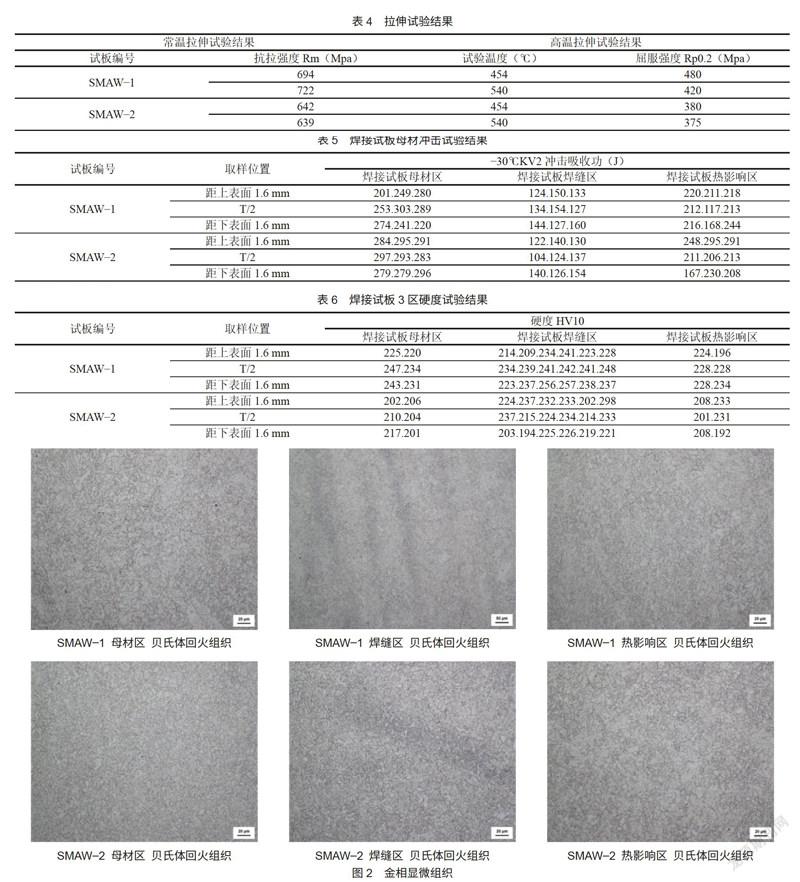
焊接試板按照GB/T13298–2015進行顯微組織檢驗,在母材區、焊縫區、熱影響區進行檢測,顯微組織均為貝氏體回火組織,試驗結果見圖2所示。
模擬焊后熱處理焊接接頭進行回火脆性敏感性試驗,實驗結果熱影響區vTr54+3△vTr54=–91.0℃;焊縫金屬vTr54+3△vTr54=–83.0℃,結果均低于規定溫度,符合標準要求。
結論
本試驗針對規格為1000×120×45焊接試板,制定了焊接和熱處理規范,并進行焊接工藝評定實驗,得出以下結論:(1)對12cr2mo1v焊接試驗板的焊接接頭進行分析后,得到焊接試板經Min.PWHT和Max. PWHT焊后模擬熱處理后其焊接接頭室溫抗拉強度、高溫屈服強度、–30℃夏比沖擊功、彎曲實驗、HV(10)硬度、顯微組織、回火脆性敏感性試驗結果,均符合要求。(2) 評定結果表明,本文所制定的焊接工藝方案其焊接接頭性能符合TSG21–2016《固定式壓力容器安全技術檢測規程》有關技術要求[3]。
參考文獻
趙猛.加氫裂化反應器全面檢驗及缺陷處理[J].石油和化工設備,2013.
周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1998:301–323.
TSG21–2016.定式壓力容器安全技術檢測規程[S].
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
