新型基于柔性薄壁材料的自動定心夾具研究
2019-09-10 03:51:55康淇鈞李德震周威龍雷相國陳楊
河南科技 2019年25期
康淇鈞 李德震 周威龍 雷相國 陳楊


摘 要:針對易變形柔性薄壁材料,本文設計了一種內錐形自動定心夾具。經受力分析和精度檢測可知,該夾具能在較高定位精度下極大減少對柔性薄壁材料的破壞,大大提高生產質量和生產效率。希望本文的研究能為同類型柔性薄壁材料夾具設計提供研究方向。
關鍵詞:柔性薄壁材料;自動定心;高定位精度
中圖分類號:TG751 文獻標識碼:A 文章編號:1003-5168(2019)25-0060-03
A New Type of Automatic Centering Fixture Based on Floatation Material
KANG Qijun LI Dezhen ZHOU Weilong LEI Xiangguo CHEN Yang
(Northeastern University at Qinhuangdao,Qinhuangdao Hebei 066000)
Abstract: A cone-shaped automatic centering fixture was designed for flexible thin-walled materials with easy deformation. Through force analysis and precision testing, the fixture can greatly reduce the damage to the flexible thin-walled materials with high positioning accuracy, and greatly improve the production quality and efficiency. It is hoped that the research of this paper can provide research direction for the design of the same type of flexible thin-walled material fixture.
Keywords: flexible thin-wall material;automatic centering;high positioning accuracy
1 柔性薄壁材料夾具行業現狀
隨著生活水平日益提高,人們在滿足基本物質需要的同時,對休閑活動的要求也不斷高,釣魚便是一項參與度較高的運動。魚漂在漁釣活動中扮演著不可或缺的角色。在眾多魚漂材料中,皮薄、有韌性而且自重輕的蘆葦成為大多數垂釣者的首選。市面上60%的魚漂都采用蘆葦作為原材料。本文以蘆葦材料為基礎研究針對柔性薄壁材料的夾具。
隨著我國工業化水平逐步提高,自動化生產逐漸代替傳統的手工業生產,魚漂行業同樣如此。在利用機器自動化生產魚漂時,一般先將材料一側裝夾進與電機同軸轉動的夾具中,然后將材料另一側裝夾進單獨的夾具中,通過雙側裝夾來實現夾緊的效果。雖然這樣生產出的魚漂規格較為統一,但由于蘆葦類材料柔性大、壁薄,在被傳統機器夾具夾持加工時,夾具很有可能會對其內部的纖維組織造成破壞,致使同等材質和大小的魚漂與手工加工的魚漂相比浮力要略微小一些。除此之外,由于蘆葦是自然產物,形狀并不是標準圓柱形,易衍生定心誤差,造成魚漂質量不佳。因此,市面上缺少一款能良好夾持蘆葦這一類柔性薄壁材料的夾具。
2 新型柔性薄壁材料夾具
2.1 設計原理
在夾持柔性薄壁材料時,關鍵是要盡可能減少對材料本身的破壞。因此,設計的出發點是保護材料。采用增加受力點以使受力更加均勻的方法實現這一點。增加受力點不可避免地要增加夾持爪數量,同時要實現自動定心,故本夾具設計思路為雙側固定,可同時達到保護材料和自動定心的目的。
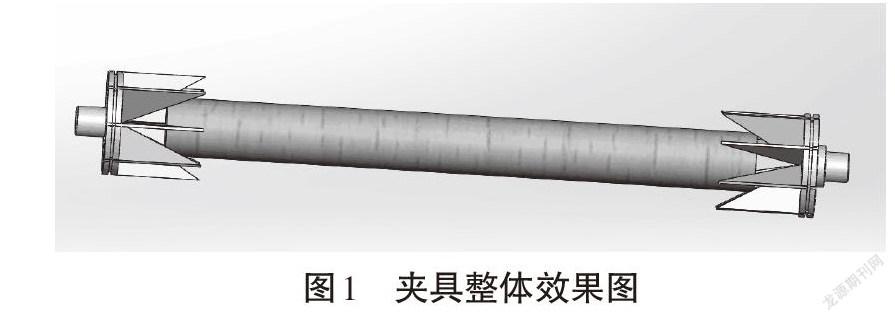
新型柔性薄壁夾具為兼顧材料性能和加工成本,所有部件均采用45鋼制作。整體夾具由夾片、卡盤和卡簧三部分組成。卡盤通過數銑加工制作,夾片通過電火花線切割制作,共8片,整體呈內錐形,均勻分布在卡盤上。通過對卡盤進行開槽處理,將夾片嵌入卡盤內定位,最后用卡簧將二者固定。卡盤分為主動卡盤和從動卡盤,其中主動卡盤與電機直接相連并提供動力,帶動材料旋轉;從動卡盤只與支撐座相連,起到固定和輔助定位作用。夾具整體效果圖如圖1所示。
2.2 卡盤設計
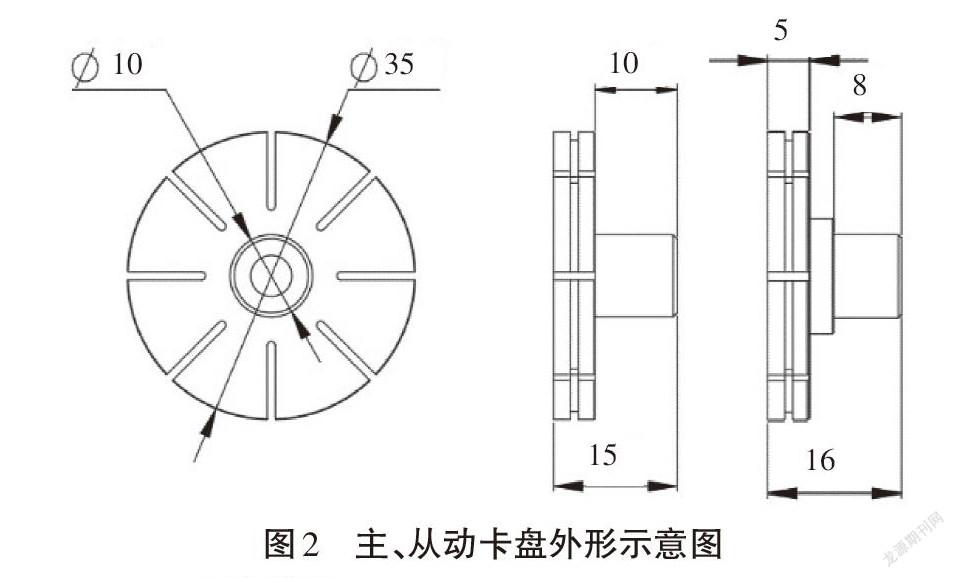
夾具的卡盤采用圓盤設計,分為主動和從動卡盤兩種。卡盤均垂直于盤面,均勻開出8道溝槽,用于和夾片相連。中間軸為滾動支撐軸,通過軸承與支撐座相配合。卡盤沿側面圓周中線開出寬1mm、深1mm的卡簧槽,用于和卡簧相配合。
主動卡盤需要與電機連接,形成過盈配合,故滾動支撐軸設計有開孔,孔徑應根據選取的ZD6209-V2的39步進電機定為5mm。
從動卡盤只與支撐座相連,故在滾動支撐軸上設計一階梯軸,用于支撐座定位。主、從動卡盤階梯軸末端均設計2mm倒角。主、從動卡盤外形如圖2所示。
2.3 夾片設計
為了達到自動定心的效果,把夾片組設計成倒錐形,單個夾片設計成類三角形。采用增加受力面積的辦法來解決對被夾材料的損傷,從傳統的三片式改為八片式。同時,為使自動定心的范圍更大,夾片夾持端的傾斜角設計為60°,可夾持直徑在0~34mm內的材料。
3 新型柔性薄壁材料夾具優勢
為保證同一批柔性薄壁材料與刀具、床身的相對位置固定,常采用夾具定位與夾緊材料等工藝步驟來實現,新型柔性薄壁夾具不僅可以實現上述基本功能,較傳統夾具還具有以下優點。
3.1 自動定心
柔性薄壁材料在自由狀態下可通過夾具的倒錐形實現自動定心與夾緊的效果,通過控制卡槽相對于夾具卡盤的同軸度,以及夾片和卡盤兩者各自的垂直度來確保較高的定心精度。
3.2 精度誤差較低
夾具的精度誤差由四方面引起,分別為定位誤差、夾緊誤差、磨損造成的加工誤差和夾具相對刀具位置誤差。本文主要研究的是新型柔性薄壁材料夾具的設計,后三項誤差由于主要受材料以及加工機床的實際操作數據影響,與夾具本身無關,不予考慮。而定位誤差是最主要的誤差來源,同軸度與垂直度共同影響。
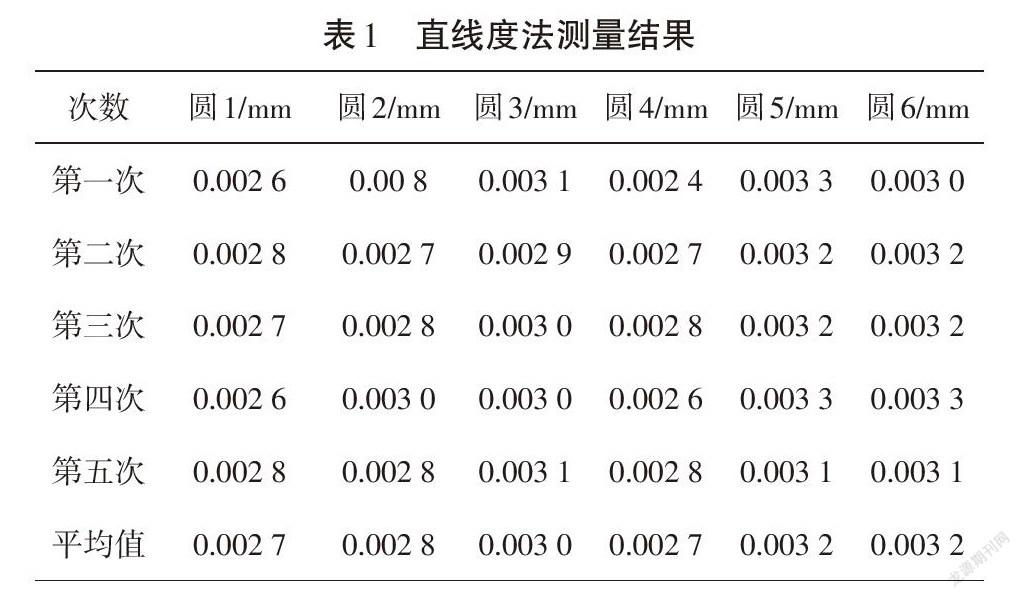
3.2.1 同軸度誤差分析。同軸度誤差是指在直徑為[Φt]的圓柱面內,被測軸線與基準軸線的同軸程度[1]。本文考慮的是夾具上放置各夾片的卡槽相對于夾具卡盤的同軸度。由于被測工作截面很短,因此,用改測直線度替代同軸度的方法進行測量。在這種情況下,卡盤軸的傾斜對裝夾影響較小,而軸心偏移影響較大,測量軸心偏移實際上就是測量軸心連線的直線度[2]。具體實現方法為:分別在連接電機轉軸的夾具卡盤孔的圓柱體與8個卡槽頂部圍成的虛擬圓柱體上測量6個截面圓,對每個截面圓分別測量5次,得到當前截面圓的均值圓心,然后選取這6個圓的均值圓心擬合一條三維直線,該直線的直線度的2倍可近似替代同軸度。直線度法測量結果如表1所示。
根據公式(1)求得各截面圓處直線度均值,確定直線度誤差值為0.003 2mm,因此同軸度誤差為0.006 4mm。
[x=x1+x2+…+xnn=i=1nxin]? ? ? ? ? ? ? ? ? ? ? ? ? (1)
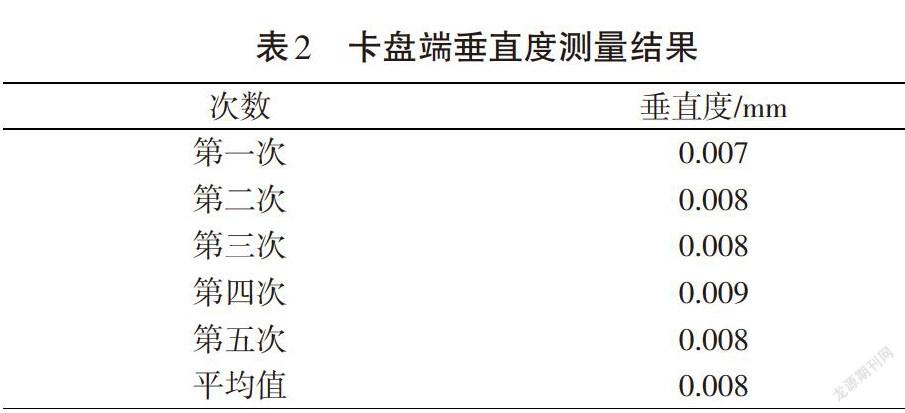
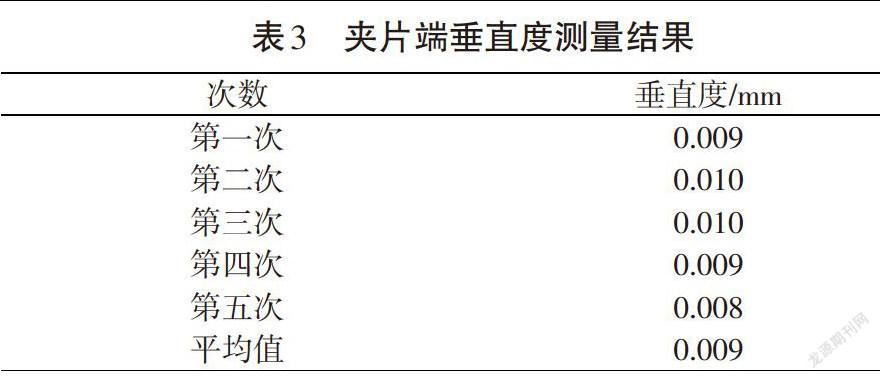
3.2.2 垂直度誤差分析。垂直度(面對面)誤差是指垂直于基準平面距離為公差值[t]的兩平行平面之間的區域。本文考慮的有兩方面:一是夾具卡槽相對于卡盤表面的垂直度;二是夾具夾片(與卡盤面配合的部位)的垂直度。測量時,用一個工作面安裝在卡盤與夾片基準面上,并把相應的測量定位觸頭推頂到垂直面上,分別進行5次記錄器劃線和測量,求取平均值作為實際垂直度誤差[3]。測量結果如表2和表3所示。
根據公式(1)求得卡盤端與夾片端的垂直度誤差值0.008mm/0.009mm,滿足精度要求。
綜上所述,同軸度與垂直度誤差控制在較小范圍內,因此該夾具可以達到較高的定心精度,在實際使用中可以較好地完成自動定心。
3.3 減少對柔性薄壁材料的破壞
對于薄壁且材質偏軟的柔性材料的加工,因為傳統裝夾方式的夾緊力不易控制,易產生變形,對材料本身造成破壞,新型夾具由于分集在各夾片上的變形量相同,使受力較為均勻,對材料的外表面支承性能好,減少對材料本身的破壞。
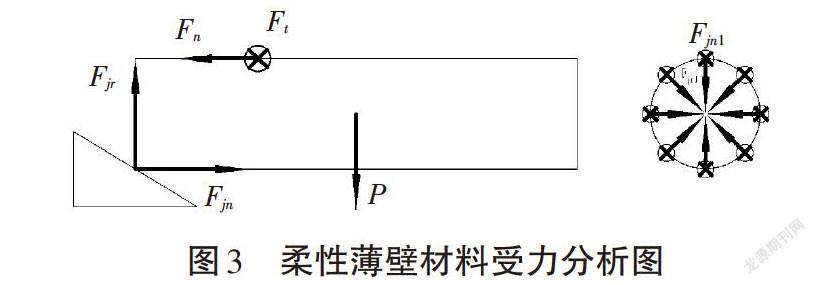
3.3.1 夾緊力分析。選擇夾緊力需要確定三個要素:夾緊力方向、作用點的選擇以及夾緊力的大小。夾緊力方向與夾具上定位表面的位置、夾持材料的重力方向及刀具切削力方向有關。夾緊力作用點的選擇是指在夾緊力方向已知的情況下,確定夾緊力作用點的位置和數目。本文采用的是柔性薄壁材料的專用夾具,因此夾緊力的方向應盡可能與材料重力和刀具切削力方向重合,并采用多點夾持使夾緊點分散,從而減小加工所需的夾緊力[4]。柔性薄壁材料受力分析如圖3所示。
[Fjn]與[Fjr]是夾緊力的軸向與徑向分力,[Fn]與[Ft]是切削力的軸向與周向分力,[P]是材料的重力。圖中右視圖為八個夾片分別形成的夾緊力。
3.3.2 夾緊力大小的計算與校核。夾緊力需要與材料重力和刀具切削力平衡。
[F=KMLμ]? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (2)
[K=K0K1K2K3K4]? ? ? ? ? ? ? ? ? ? ? ? ? ? (3)
式中:[F]為夾具總夾緊力;[K]為夾緊力裕度系數;[M]為刀具切削力與材料重力合成的綜合力矩;[L]為夾持材料的長度;[μ]為接觸面的摩擦因數;[K0]為基本安全系數;[K1]為動力源波動系數;[K2]為復合加工系數;[K3]為切削狀況及刀具鈍化系數;[K4]為加工性質系數。
本文選用電機型號為ZD6209-V2的39步進電機,因此刀具的切削扭矩為0.8N·m,最終綜合力矩[M]經測算約為1N·m;夾持的柔性薄壁材料長度[L]約為0.2m;摩擦系數[μ]取0.3;[K0]取2.0;[K1]取1.5;[K2]、[K3]、[K4]都取1;最終夾緊力裕度系數[K]為3。
根據公式(2)求得夾緊力為50N。
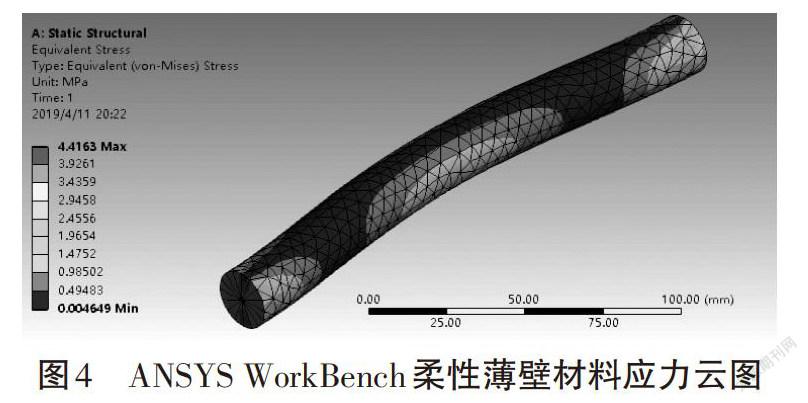
用ANSYS繪制材料裝夾應力云圖,如圖4所示。
分析圖4可知,應力主要分布在材料與八個夾片點的接觸區域以及刀具在材料上的切削區域,其中最大應力在夾片與材料的接觸點,而切削區域受力遠小于此力,因此只需要校核夾緊力的大小即可確定材料是否會發生破壞。
經過查驗,材料的彈性模量[E]為9.49GPa,泊松比[μ]為0.35。夾緊力如式(4)所示,擠壓應力如式(5)所示。
[Fj=F8sin30°°]? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (4)
[σj=FjA]? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (5)
經過式(4)計算得,單個夾片夾緊力[Fj]為12.48N,其軸向分力[Fjn]為6.25N,徑向分力[Fjr]為10.8N,最終由式(5)求得擠壓應力[σj]為4.4MPa。查驗得材料許用擠壓應力[σ]為20MPa,遠大于求得的擠壓應力,因此材料不會發生破壞。
綜上所述,在50N夾緊力的作用下,材料既可以被夾緊,不會發生自行旋轉,又能防止材料發生擠壓變形,減少對材料本身的破壞。
3.4 結構簡單,工藝成本低
與傳統定心夾具相比,該夾具可分步加工,然后通過卡簧將各部分組裝起來,成本低廉,是一種可批量生產的通用型夾具。
4 結語
本文研究了一種新型的柔性薄壁材料夾具,在保持定位高精度的同時可以很好地自動定心、保護材料。新型夾具應該得到廣泛關注,通過不斷改進,有效提高生產效率,降低生產成本,促進機械行業長足發展。
參考文獻:
[1]易亞星,安郁虹,李忠科.同軸度測量的原理與方法[J].儀器儀表學報,2002(S1):39-41.
[2]葉宗茂.用三坐標測量機正確測量同軸度誤差[J].工具技術,2007(3):77-80.
[3]朱正德.螺孔垂直度測量原理及誤差分析[J].汽車工藝與材料,1992(3):39-41.
[4]晉華升.圓筒形薄壁零件夾持變形問題的分析研究[D].合肥:合肥工業大學,2011.