如何解決彩紙涂布過程中大軸收卷問題
2019-09-11 03:05:22許立鵬殷競碩
文化產(chǎn)業(yè) 2019年6期
◎許立鵬 殷競碩
(樂凱膠片股份有限公司 河北 保定 071000)
收卷是彩色相紙涂布大軸寬片生產(chǎn)中的最后一道工序,而生產(chǎn)中會由于某種因素影響造成涂布大軸收卷不齊,尤其是光面相紙。收卷不齊造成后需裁切上片困難、容易發(fā)生斷片、裁切跑偏問題。由于現(xiàn)在各片種的涂布車速都很快——相紙車速達到135m/min,所以收卷不齊現(xiàn)象一經(jīng)出現(xiàn),便會影響多軸大軸。這些不齊的寬片不符合出庫標準的,只能等待涂布結(jié)束后再重新復(fù)卷,甚至有些收卷嚴重不齊的寬片,在卸軸時極易造成磕碰傷,如果復(fù)卷時處理不好極易造成斷片。所有這些無形中就增大了能耗、物耗,大大抬高了生產(chǎn)成本。為了解決生產(chǎn)中遇到的這一實際問題,在多年生產(chǎn)實踐中,通過向有經(jīng)驗的技術(shù)人員、一線操作工請教,同時查閱相關(guān)資料,分析、總結(jié)出生產(chǎn)中遇到收卷異常情況,并提出解決措施。
一、收卷情況介紹
(一)彩色相紙大軸收卷流程
彩色相紙的大軸收卷是支持體在涂布嘴涂布完成后,首先進入冷凝段、水平段定型,再進入低溫、中溫、高溫干燥段三個過程,寬片完全干燥后,經(jīng)歷恒溫恒濕的一個平衡回潮階段,最后經(jīng)糾偏調(diào)整,整齊收成大軸的過程[1]。
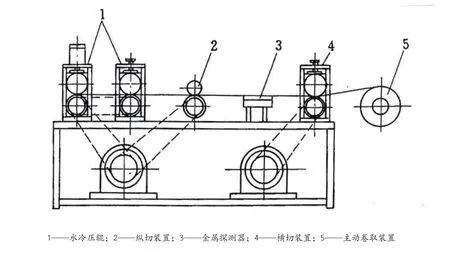
收卷設(shè)備示意圖
(二)收卷不齊對彩紙的影響
在收卷過程中收卷軸的直徑是變化的,直徑的變化會引起收卷材料張力的變化。張力過小,導(dǎo)致大軸收卷松弛起皺,在橫向上也會走偏;張力過大,彩紙會產(chǎn)生灰霧[2],更嚴重時導(dǎo)致彩紙收卷拉伸過度,在縱向上會出現(xiàn)張力線,即平常所說的排骨印,甚至會使彩紙變形斷裂。所以,在大軸收卷的過程中,為保證生產(chǎn)的效率和收卷的質(zhì)量,我們采用變張力錐度收卷,變張力收卷的好處是隨收卷直徑變大,彩紙張力逐漸變小,保持力矩穩(wěn)定,從而可以克服恒張力收卷時內(nèi)松外緊的缺點。但在實際生產(chǎn)中由于各方面因素的影響時常會出現(xiàn)收卷不齊,過緊或過松現(xiàn)象,這時需調(diào)整收卷參數(shù)或檢查設(shè)備等相關(guān)方面的運行情況。
收卷異常情況主要有以下幾種:
1.初始張力過大,易造成收卷大軸在剛啟動時打滑,出現(xiàn)“飛車”現(xiàn)象。
2.收卷內(nèi)松外緊或內(nèi)緊外松現(xiàn)象。
3.收卷跑偏現(xiàn)象。
4.收卷不齊,大軸側(cè)面呈“波浪”形狀或“窩頭”形狀。
二、影響收卷的原因分析及應(yīng)對措施
(一)收片設(shè)備原因
收片區(qū)設(shè)備主要包括收片機、浮動輥、調(diào)偏裝置、儲片裝置。
1.收片機
收片機部分影響因素主要是收卷機的兩個收卷軸與收片機前方的導(dǎo)軸是否在同一中心線上,如果出現(xiàn)偏差就會造成收卷跑偏現(xiàn)象。此種情況主要采取預(yù)防性維護即可避免。
2.浮動輥
浮動輥是一個力平衡系統(tǒng),當支持體的力向一個方向時,浮動輥就向另一個方向去平衡這個力。浮動輥能夠發(fā)揮儲片的作用以使由于加速、減速、收卷或放卷所造成的瞬時作用降到最低。收卷處的浮動輥必須有很大的補償力以控制從核心處到最大輥直徑的驅(qū)動。在收卷過程中我們需要浮動輥提供給收卷機一個穩(wěn)定的控制系統(tǒng),能使收卷張力在衰減過程中保持一個穩(wěn)定的值就可以了,如果浮動輥的調(diào)節(jié)能力不足或調(diào)節(jié)效果差,使收卷張力出現(xiàn)大的波動就會使大軸收卷質(zhì)量受到影響。浮動輥主要采用預(yù)防性維修,加強設(shè)備檢修工作來避免此種情況發(fā)生。
3.調(diào)偏裝置
調(diào)偏裝置的調(diào)偏效果也直接影響收卷質(zhì)量,調(diào)偏靈敏度過高、調(diào)偏經(jīng)常性的調(diào)整都會導(dǎo)致大軸收卷成“波浪”形;而調(diào)偏靈敏度過低時就會造成調(diào)偏不起作用,造成收卷跑偏。調(diào)偏裝置的靈敏度需要根據(jù)生產(chǎn)收卷情況逐漸摸索調(diào)整確定最佳參數(shù)。
4.儲片裝置
在收片區(qū)必須有一個儲片裝置。如果大軸在開始收卷時出現(xiàn)異常,儲片裝置儲存靠近收片的支持體。當一個沒有卷片的軸轉(zhuǎn)換完成后,重新啟動收片。儲片停止儲存支持體并且返回到初始位置為下一次轉(zhuǎn)換做好準備。
(二)收卷參數(shù)的影響
收卷張力控制方法,收片張力控制上采用的是張力控制器+浮動輥+直流馬達方案,其中張力控制器接受張力設(shè)定值和來自張力檢測器的實際值。根據(jù)二者偏差的大小向浮動輥磁粉離合器線圈輸出一相應(yīng)的電流值,以電流的改變調(diào)整浮動輥位置從而進一步進行紙基或膠片張力的改變,直到實際張力與設(shè)定張力相同為止,即通過浮動輥位置的變化來調(diào)節(jié)收片張力。錐度控制方法:錐度簡單來說就是收卷張力衰減的速率,用來調(diào)整片子內(nèi)外松緊的,相對來說,錐度大內(nèi)緊外松,錐度小內(nèi)松外緊。
因為我們收卷的大軸是感光的,所以收卷張力在設(shè)定時要考慮張力對感光材料的影響。同時也要考慮到下道工序——大軸裁切,比如剛收卷完成時大軸收卷情況很好,但放置一段時間后就容易跑偏等情況在設(shè)定或調(diào)整收卷參數(shù)時也要考慮到。下面介紹一下生產(chǎn)過程中遇到的一些收卷異常情況及如何進行相應(yīng)收卷參數(shù)的調(diào)整,具體如下表1:
收卷張力及錐度的具體調(diào)節(jié)情況,要根據(jù)不同的涂布片種的具體要求進行調(diào)節(jié),不能簡單的調(diào)節(jié)一個參數(shù),有時要兩個參數(shù)相互配合著進行調(diào)節(jié)才能取得理想的效果。
其它影響因素
1.干燥點[3]:大軸寬片在干燥過早時會造成收卷大軸跑偏,主要出現(xiàn)在彩紙收卷過程中,這是由于彩紙干燥過早導(dǎo)致表面過于光滑,使大軸收卷過程中或收卷完成后在極小的外力作用下也容易出現(xiàn)跑偏現(xiàn)象。出現(xiàn)此種情況可在不影響正常干燥的情況下將干燥點控制稍晚一些,這樣收卷情況通常會好轉(zhuǎn)。
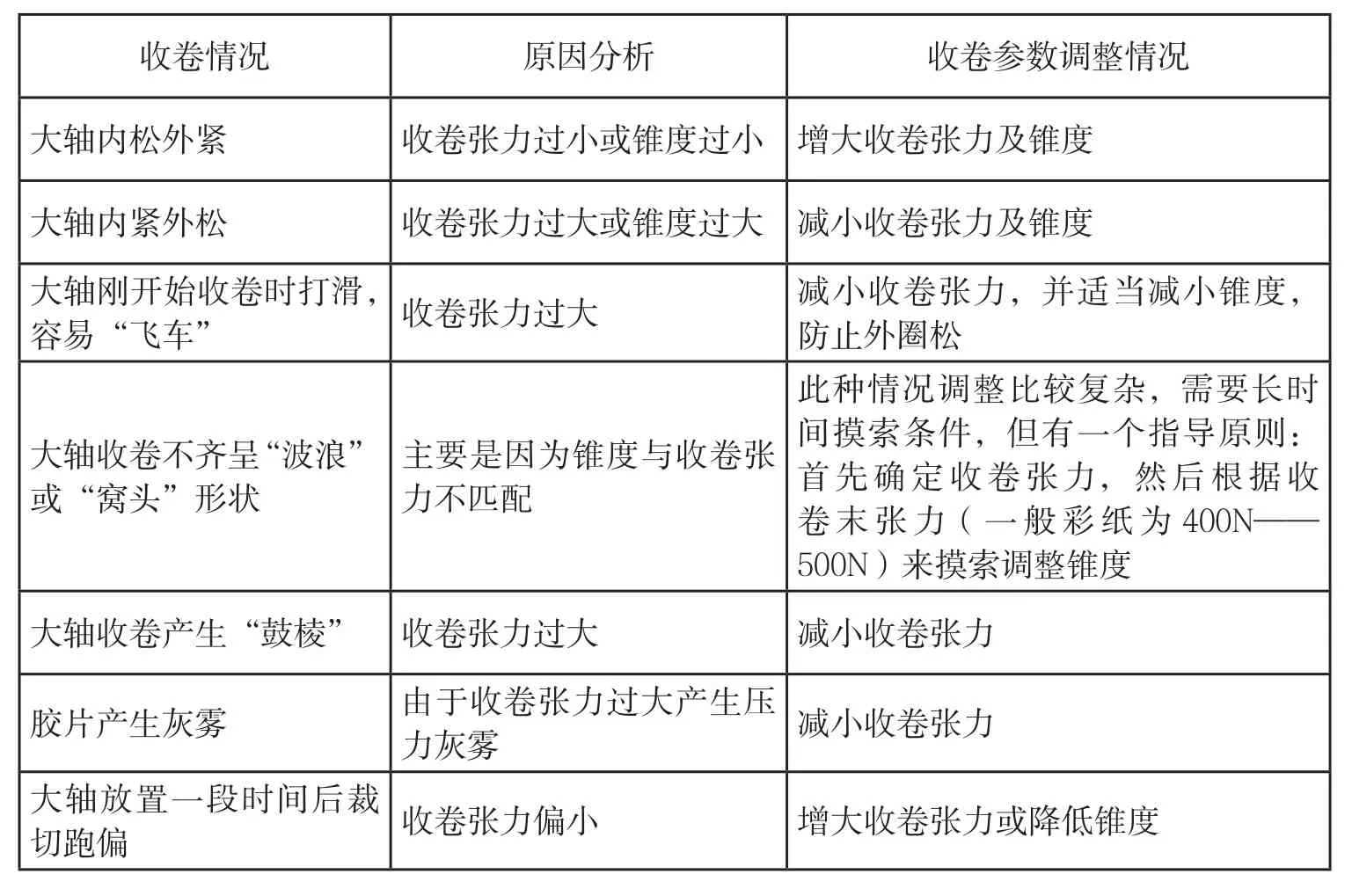
表1 收卷異常情況與收卷參數(shù)調(diào)整
2.片邊厚邊:若紙基涂塑邊較厚或者涂布嘴壓板、塞片不匹配會造成彩紙兩側(cè)或一側(cè)片邊厚邊,使大軸收卷過程中片邊偏厚,當收卷到一定程度時片邊偏厚部分會出現(xiàn)偏移,造成收卷跑偏。由于厚邊造成收卷不齊時重點解決涂布厚邊問題,收卷會自然好轉(zhuǎn)。若單獨調(diào)整收卷張力及錐度很難達到理想狀態(tài)。
根據(jù)相關(guān)資料,在生產(chǎn)過程中不斷摸索,逐步總結(jié)出一套應(yīng)對收卷異常情況的解決措施。但在實際生產(chǎn)過程中,由于各種條件的限制調(diào)整情況比較復(fù)雜,收卷參數(shù)要不斷完善,以適應(yīng)不同涂布產(chǎn)品、不同支持體的收卷。