
基于Minitab軟件的測厚儀測量系統分析
2019-09-12 13:03:34項秀明劉秀華
設備管理與維修 2019年8期
項秀明,劉秀華
(首鋼京唐鋼鐵聯合有限責任公司,河北唐山 063200)
0 引言
測厚儀(thickness gauge)是測量物體厚度的儀器儀表,在工業(yè)生產中常用于連續(xù)或抽樣測量產品厚度(如鋼板等)。在鋼鐵制造行業(yè),測厚儀主要用來測量鋼板涂層或鍍層厚度,測量結果的準確性對產品的性能起著重要作用,因此,為檢驗測厚儀的準確性,快速排查測厚儀故障,運用Minitab 軟件對測厚儀測量系統進行評價分析,根據測量系統分析的評價標準檢驗結果,得到測厚儀的測量水平和改進測厚儀測量質量的方案。
1 測量系統分析
測量系統是一種用來獲得測量結果的過程,同時對測量進行量化或對被測物的特性進行評估,主要由測量儀器、標準、人員、環(huán)境等組成[1]。理想狀態(tài)下,每次測量只產生正確的測量結果,并且與一個標準值相對應,但實際上這種情況幾乎不存在。
測量系統的好壞通常由測量數據的統計特性決定,且測量系統必須處于統計控制中。總體來說,測量系統產生的偏差只能由普通原因引起,而不該由特殊原因引起。測量系統分析量具的評判標準是重復性和再現性誤差<10%,測量系統可接受;重復性和再現性誤差在10%~30%的,根據應用的重要性、量具成本、維修費用等,判定系統是否可接受;誤差>30%,測量系統不能接受需要改進。
系統可區(qū)別的分類數≥5,該測量系統可接受[2-4]。通常用5個指標評價測量系統的統計特點,分別是偏倚、線性、穩(wěn)定性、重復性和再現性。其中重復性指同一個評價人,使用同一種測量儀器,對同一零件的同一特性進行測量時測量數據的偏差。再現性指由不同的評價人,使用相同的測量儀器,對同一零件的同一特性進行測量時平均值的偏差[5,6]。
2 實驗方法及結果分析
2.1 實驗方法
選擇某公司10 臺不同廠家測厚儀,測量標準厚度模板數據進行分析研究,標準模板厚度為105.15 μm。試驗由A,B 兩位試驗員對同一厚度測厚儀標準模板進行測量,同一測量設備每人各測2 次,測量結果允許公差范圍±0.2 μm,測量結果見表1。
2.2 用MINITAB 進行分析
MINITAB 軟件是六西格瑪管理中數據統計分析軟件,可以進行方差分析、試驗設計、測量系統分析等,還可以畫排列圖、因果效應圖、曲線圖、直方圖等。軟件使用方法:將測量數據導入,然后根據相應命令執(zhí)行,獲得分析結果。MINITAB 提供3 種測量系統精確性分析方法,量具運行圖、量具R&R 研究(嵌套)、屬性量具研究(分析法)。選擇質量工具中量具R&R 研究(交叉)進行分析,操作步驟:①在MINITAB 電子表格內輸入測量數據;②執(zhí)行MSA 分析命令。統計—質量工具—量具R&R 研究(交叉);③量具R&R 研究(交叉)功能菜單提供Xbar and R 法和方差分析法兩種分析方法,可以根據需求選擇。本文采用方差分析法對不同測厚儀同一標準模塊的測量結果進行測量系統分析。
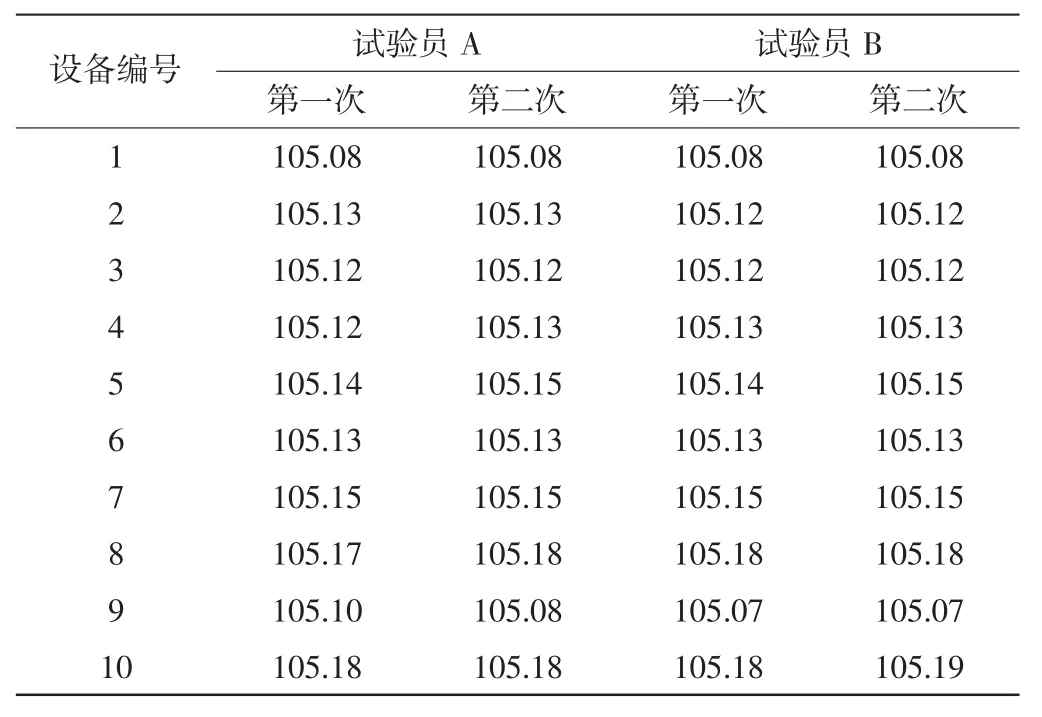
表1 標準厚度模板測量結果 μm
2.3 結果分析
如圖1 所示,2 名操作工對測厚儀檢測標準模塊厚度的測試結果都在極差控制限內,說明他們試驗方式一致。均值圖顯示,只有一點在控制限外,97.5%的測量結果在控制界限內,說明測量系統能檢測測厚儀的準確性,交互作用曲線基本平行,說明操作者與測量設備之間沒有顯著的交互作用。
由表2 可知,測量系統的合計量具R&R 與%公差(SV/Toler)的值為9.71%,說明測厚儀的測量能力可以接受;測量系統合計量具R&R 與%研究變異(%SV)值為18.54<30%,說明測厚儀的標準模塊對于檢測測厚儀準確性的測量能力可接受;可區(qū)別分類數為7,說明測量系統能準確可靠地對測厚儀測量結果準確性進行分級。綜上所述,用測厚儀測量標準模塊驗證測厚儀準確性的測量系統可以接受。
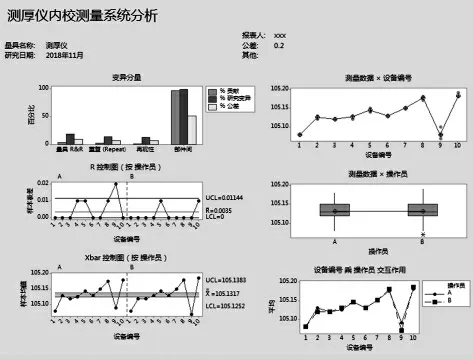
圖1 測量系統分析結果
3 結論
Minitab 是一種數據統計分析專業(yè)軟件,使用該軟件對測厚儀測量準確性進行驗證,可以作為測厚儀內部校驗的一種快速有效的方式。測厚儀測量厚度的準確性關系到公司的產品質量標準,提高產品質量,滿足客戶要求,減少客戶及生產制造企業(yè)的經濟損失,可以為企業(yè)帶來更高的經濟效益。
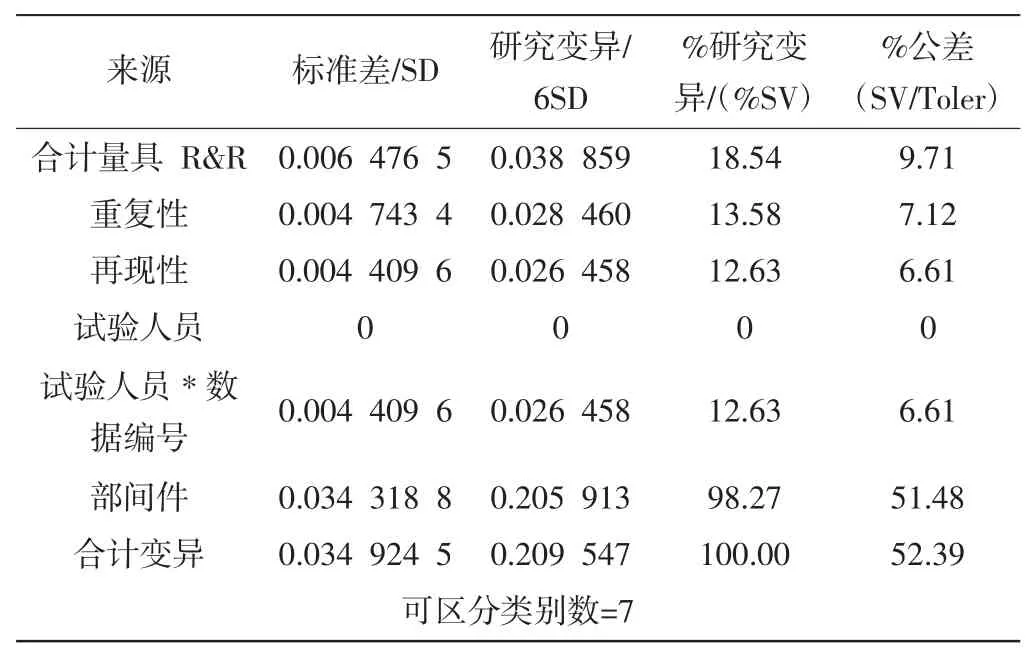
表2 測量系統分析結果統計
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年8期)2019-05-09 02:22:48
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
