一種基于馬爾可夫鏈的零件尺寸誤差預(yù)測(cè)方法
2019-09-17 08:33:00周敏,潘桓
上海電氣技術(shù) 2019年3期
周 敏, 潘 桓
上海電氣自動(dòng)化集團(tuán) 產(chǎn)業(yè)發(fā)展部 上海 200070
1 研究背景
隨著科學(xué)技術(shù)的不斷發(fā)展,零件加工精度的要求也越來越高,加工過程中的尺寸檢測(cè)問題引起了人們的重視。應(yīng)用傳統(tǒng)的檢測(cè)技術(shù),主要依靠人工使用檢測(cè)儀器完成對(duì)零件的檢測(cè)。傳統(tǒng)檢測(cè)技術(shù)具有方法簡(jiǎn)便、成本低廉的優(yōu)點(diǎn),但是速度慢,檢測(cè)數(shù)據(jù)無法及時(shí)處理,尤其是當(dāng)數(shù)據(jù)量非常大的時(shí)候,進(jìn)行人工檢測(cè)無法保證實(shí)時(shí)性,會(huì)嚴(yán)重阻礙生產(chǎn)的進(jìn)度[1]。機(jī)器視覺在產(chǎn)品自動(dòng)檢測(cè)方面有不可替代的作用,具有精度高、性能穩(wěn)定、實(shí)時(shí)在線等優(yōu)勢(shì)[2]。筆者應(yīng)用機(jī)器視覺,提出一種基于馬爾可夫鏈的零件尺寸誤差預(yù)測(cè)方法。
2 零件尺寸檢測(cè)系統(tǒng)
筆者主要研究冰箱零件,采用數(shù)字圖像處理技術(shù),開發(fā)一套零件尺寸檢測(cè)系統(tǒng),通過工業(yè)相機(jī)將待檢測(cè)零件轉(zhuǎn)換為數(shù)字圖像信號(hào),通過千兆以太網(wǎng)傳送至零件尺寸檢測(cè)系統(tǒng),然后在零件尺寸檢測(cè)系統(tǒng)中通過一系列圖像預(yù)處理算法,提取待檢測(cè)零件的特征,計(jì)算其尺寸,與給定的標(biāo)準(zhǔn)零件尺寸進(jìn)行對(duì)比,判斷待檢測(cè)零件是否為正品,同時(shí)分揀出次品。
零件尺寸檢測(cè)系統(tǒng)如圖1所示,具有圖像采集、圖像處理分析、結(jié)果輸出等功能[3]。
工業(yè)攝像機(jī)是零件尺寸檢測(cè)系統(tǒng)的重要組成部分,功能是通過電荷耦合元件或互補(bǔ)金屬氧化物半導(dǎo)體成像傳感器,將鏡頭拍攝的圖像轉(zhuǎn)換為對(duì)應(yīng)的模擬或數(shù)字信號(hào),并將這些信號(hào)由攝像機(jī)的接口傳送至計(jì)算機(jī)主機(jī)。在系統(tǒng)中,鏡頭是重要的組件,對(duì)成像質(zhì)量有關(guān)鍵性的影響[4],而成像質(zhì)量則直接影響機(jī)器視覺系統(tǒng)的性能。其中,對(duì)比度、像差、景深及分辨率等指標(biāo)對(duì)成像質(zhì)量影響很大,從而直接影響對(duì)零件尺寸誤差的判斷。
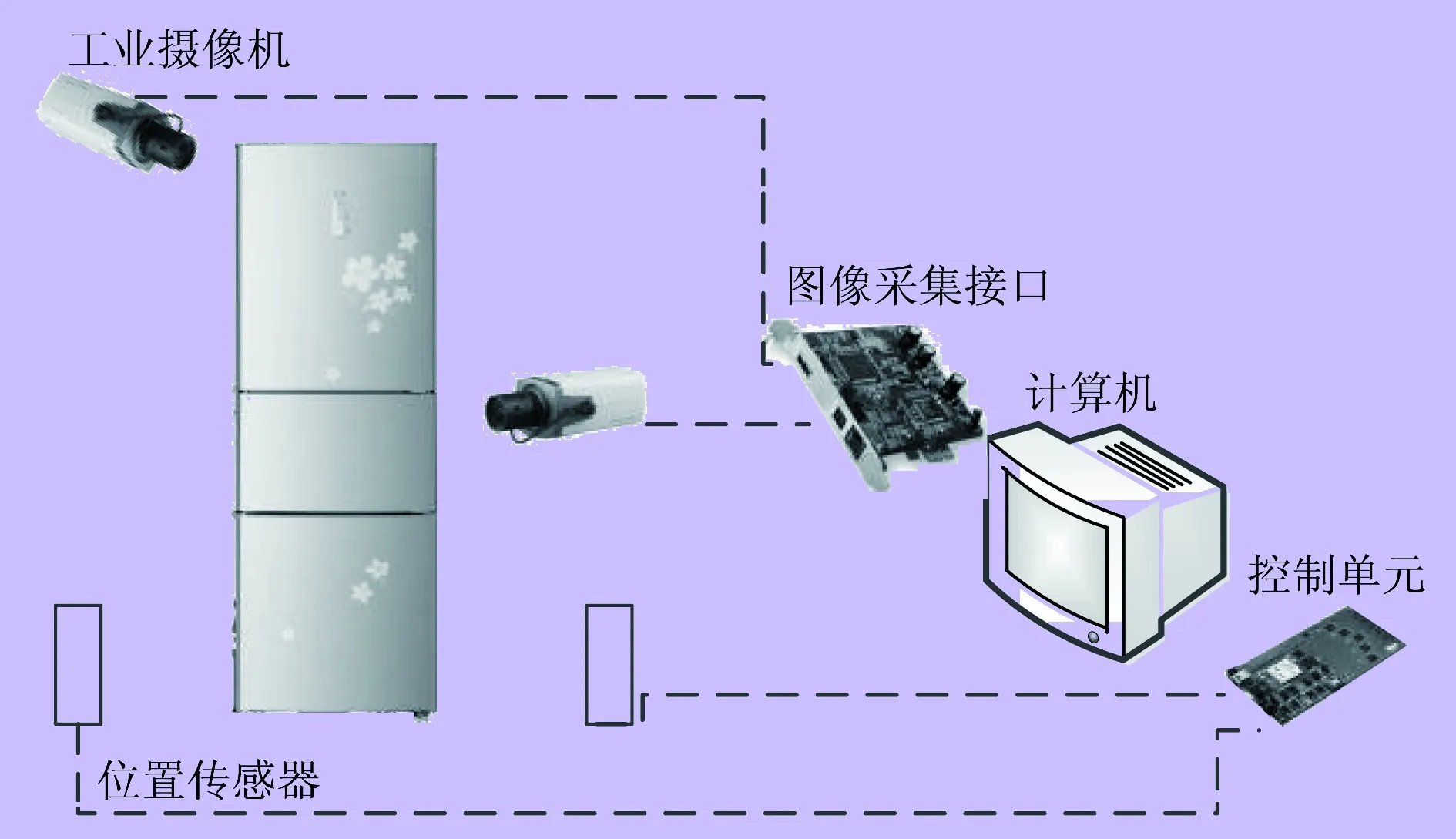
圖1 零件尺寸檢測(cè)系統(tǒng)
圖像采集接口將工業(yè)攝像機(jī)的數(shù)字輸出信號(hào)采集至計(jì)算機(jī),通過計(jì)算機(jī)對(duì)工業(yè)攝像機(jī)拍攝到的現(xiàn)場(chǎng)圖像進(jìn)行實(shí)時(shí)處理、存儲(chǔ)和顯示。
計(jì)算機(jī)完成絕大部分的邏輯控制和圖像數(shù)據(jù)處理,采用較高頻率的中央處理器,可以減少處理的時(shí)間。計(jì)算機(jī)中安裝視覺處理軟件,對(duì)采集到的圖像數(shù)據(jù)進(jìn)行處理和解讀,并利用專家?guī)爝M(jìn)行對(duì)比、分析,實(shí)現(xiàn)對(duì)零件尺寸的檢測(cè)。
控制單元包括電平或脈沖轉(zhuǎn)換單元、運(yùn)動(dòng)控制單元、輸入輸出單元等。在視覺處理軟件完成圖像采集和分析工作后,需要與外部控制單元進(jìn)行通信,以此來控制生產(chǎn)過程。
位置傳感器用于觸發(fā)工業(yè)攝像機(jī),進(jìn)而完成拍攝任務(wù)。
3 基于馬爾可夫鏈的零件尺寸誤差預(yù)測(cè)
考慮到檢測(cè)過程中機(jī)械抖動(dòng)、鏡頭畸變等問題,筆者提出了一種基于馬爾可夫鏈的零件尺寸誤差預(yù)測(cè)方法,預(yù)測(cè)零件尺寸檢測(cè)過程中的誤差,以減小檢測(cè)結(jié)果與實(shí)際值的誤差,提高零件尺寸的檢測(cè)精度。
3.1 預(yù)測(cè)原理
馬爾科夫鏈?zhǔn)茄芯渴挛镌陔S機(jī)過程中不同狀態(tài)之間變化規(guī)律的一種分析方法[5],具有無后效性[6]。無后效性指在時(shí)刻tm過程所處的狀態(tài)為已知時(shí),大于tm的某時(shí)刻,過程所處狀態(tài)的概率特性只與在tm時(shí)刻過程所處的狀態(tài)有關(guān),而與在tm時(shí)刻以前過程的狀態(tài)無關(guān)[7]。
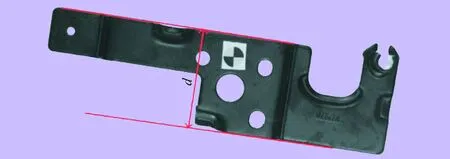
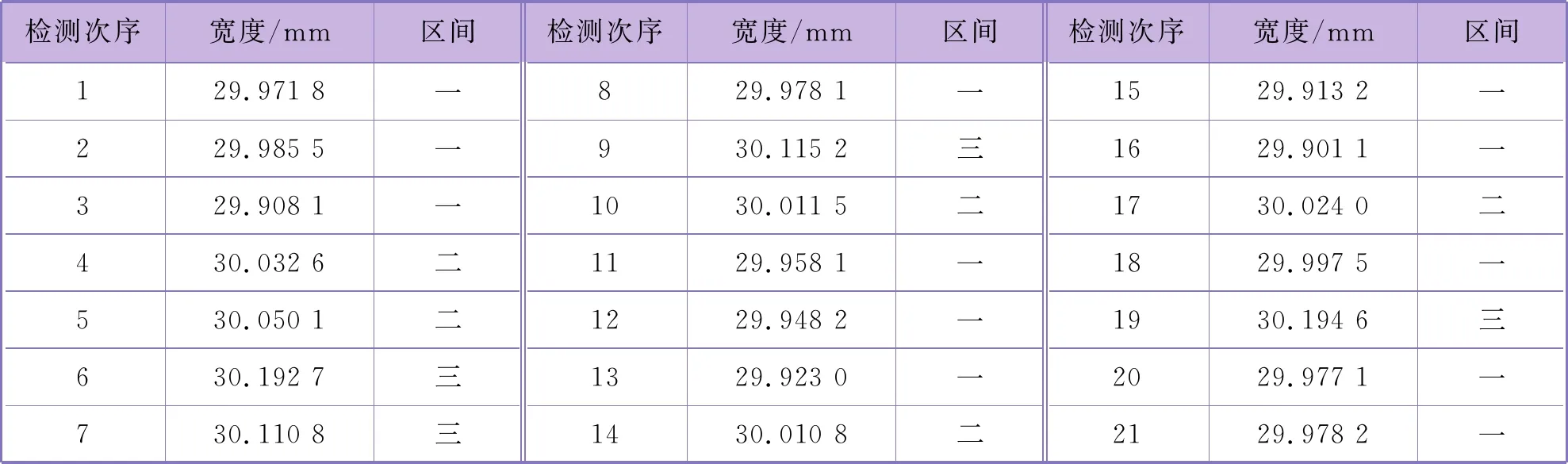
將隨機(jī)序列{X(n),n=0,1,2,…}的離散狀態(tài)空間表示為E,若對(duì)于任意m個(gè)非負(fù)整數(shù)n1、n2、n3、…、nm(0≤n1 筆者主要針對(duì)零件尺寸,如長度、寬度、孔距等進(jìn)行檢測(cè)。由于實(shí)際檢測(cè)過程中的機(jī)械抖動(dòng)等問題,引起檢測(cè)結(jié)果與真實(shí)結(jié)果不符[9-11],并且由于檢測(cè)數(shù)據(jù)的隨機(jī)性與相互獨(dú)立性,滿足馬爾可夫性質(zhì),因此提出基于馬爾可夫鏈對(duì)零件尺寸誤差進(jìn)行預(yù)測(cè)的方法,修正下一次的尺寸檢測(cè)誤差,提高檢測(cè)結(jié)果的準(zhǔn)確性。 P{X(n+k)=j|X(n1)=i},k≥1稱為馬爾可夫鏈在n時(shí)刻的k步轉(zhuǎn)移概率。轉(zhuǎn)移概率表示已知n時(shí)刻處于狀態(tài)i,經(jīng)k個(gè)單位時(shí)間后過程處于狀態(tài)j的概率。 系統(tǒng)初始狀態(tài)λ(0)=(λ1(0),λ2(0),…,λn(0)),由馬爾可夫鏈的性質(zhì)可知,λ(k+1)=λ(k)P,其狀態(tài)矩陣的形式為: (λ1(k+1),λ2(k+1),…,λn(k+1)) =(λ1(k),λ2(k),…,λn(k)) (1) 由遞推關(guān)系可得λ(k+1)=λ(0)Pk+1,這便是馬爾可夫預(yù)測(cè)模型。對(duì)于馬爾可夫鏈而言,其在任意時(shí)刻的狀態(tài)可由初始狀態(tài)及狀態(tài)矩陣得出。 基于上述分析,結(jié)合零件尺寸檢測(cè)結(jié)果,基于馬爾可夫鏈的零件尺寸誤差預(yù)測(cè)流程如下: (1) 檢測(cè)一組零件尺寸數(shù)據(jù); (2) 按照區(qū)間標(biāo)準(zhǔn)對(duì)尺寸檢測(cè)數(shù)據(jù)進(jìn)行分類,確定每個(gè)尺寸檢測(cè)數(shù)據(jù)的狀態(tài),并得到狀態(tài)序列; (3) 按照上述狀態(tài)序列,生成狀態(tài)矩陣P; (4) 通過狀態(tài)矩陣P和之前的尺寸檢測(cè)數(shù)據(jù),估算下一次的待檢測(cè)數(shù)據(jù),并與下一次的實(shí)際檢測(cè)數(shù)據(jù)進(jìn)行比較,即可預(yù)測(cè)尺寸誤差。 為了解決實(shí)際檢測(cè)過程中由于機(jī)械抖動(dòng)等引起的檢測(cè)結(jié)果與真實(shí)結(jié)果不符的問題,筆者提出基于馬爾可夫鏈的零件尺寸誤差預(yù)測(cè)方法,修正下一次尺寸檢測(cè),提高檢測(cè)結(jié)果的準(zhǔn)確性。待檢測(cè)零件如圖2所示。 圖2 待檢測(cè)零件 以待檢測(cè)零件寬度d為例,其實(shí)際檢測(cè)數(shù)據(jù)見表1。 根據(jù)21個(gè)檢測(cè)數(shù)據(jù),可以得到d的最大值為30.192 7 mm,最小值為29.901 1 mm,檢測(cè)數(shù)據(jù)可以劃分為三個(gè)區(qū)間,第一區(qū)間為29.9~30.0 mm,第二區(qū)間為30.0~30.1 mm,第三區(qū)間為30.1~30.2 mm。 表1 寬度實(shí)際檢測(cè)數(shù)據(jù) 基于上述檢測(cè)數(shù)據(jù)及區(qū)間,可以將21個(gè)檢測(cè)數(shù)據(jù)進(jìn)行等級(jí)劃分,使檢測(cè)數(shù)據(jù)落于三個(gè)區(qū)間內(nèi),劃分結(jié)果見表2。 表2 寬度實(shí)際檢測(cè)數(shù)據(jù)等級(jí)劃分 基于以上數(shù)據(jù),可以計(jì)算狀態(tài)矩陣P: 由此可以通過第19次、20次、21次檢測(cè)數(shù)據(jù),以及狀態(tài)矩陣P,計(jì)算第22次預(yù)測(cè)數(shù)據(jù): 這一預(yù)測(cè)數(shù)據(jù)可以用于比較并修正第22次實(shí)際檢測(cè)數(shù)據(jù),減小實(shí)際檢測(cè)數(shù)據(jù)與真實(shí)數(shù)據(jù)之間的誤差。 筆者采用機(jī)器視覺搭建了零件尺寸檢測(cè)系統(tǒng),針對(duì)檢測(cè)過程中的機(jī)械抖動(dòng)、鏡頭畸變等問題,提出了一種基于馬爾可夫鏈的零件尺寸誤差預(yù)測(cè)方法,預(yù)測(cè)檢測(cè)過程中的誤差,以減小檢測(cè)結(jié)果與實(shí)際值的誤差,提高檢測(cè)系統(tǒng)的精度。所做研究可以提高零件尺寸檢測(cè)的自動(dòng)化水平和檢測(cè)系統(tǒng)的智能水平,降低檢測(cè)成本。通過深入研究零件尺寸檢測(cè)過程中所涉及的算法和關(guān)鍵技術(shù),還可以促進(jìn)機(jī)器視覺相關(guān)理論的發(fā)展。3.2 預(yù)測(cè)流程
4 案例分析

5 結(jié)束語
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34