無刷雙饋電機(jī)轉(zhuǎn)子線圈及工裝的設(shè)計
2019-09-17 08:38:18竺東杰
上海電氣技術(shù) 2019年3期
竺東杰, 智 剛
武漢揚(yáng)華電氣股份有限公司 武漢 430205
1 設(shè)計背景
無刷雙饋電機(jī)轉(zhuǎn)子的特點(diǎn)之一是無需配套刷握和滑環(huán)等裝置,這一優(yōu)勢使系統(tǒng)具有較高的可靠性。目前,無刷雙饋電機(jī)正逐步應(yīng)用于各個領(lǐng)域[1-6]。對于無刷雙饋電機(jī)轉(zhuǎn)子的硬繞組成型線圈[7],在試制或小批量生產(chǎn)階段一般通過簡易工裝來制作。筆者以YWS560L-8型630 kW無刷雙饋電機(jī)轉(zhuǎn)子為例,設(shè)計了兩種轉(zhuǎn)子線圈和相應(yīng)的工裝。
2 轉(zhuǎn)子線圈特點(diǎn)
按照技術(shù)任務(wù)書給定的技術(shù)數(shù)據(jù)及結(jié)構(gòu)形式,無刷雙饋電機(jī)轉(zhuǎn)子采用硬繞組成型線圈。考慮轉(zhuǎn)子大電流及諧波的影響,同時考慮制造設(shè)備條件,制訂了雙單匝混合成型轉(zhuǎn)子線圈方案,這樣可以大大降低匝間絕緣的風(fēng)險。通過對YWS560L-8型630 kW無刷雙饋電機(jī)電磁方案、繞組形式進(jìn)行分析,設(shè)計了同心式和疊繞式轉(zhuǎn)子線圈。兩種結(jié)構(gòu)轉(zhuǎn)子線圈的優(yōu)缺點(diǎn)見表1。
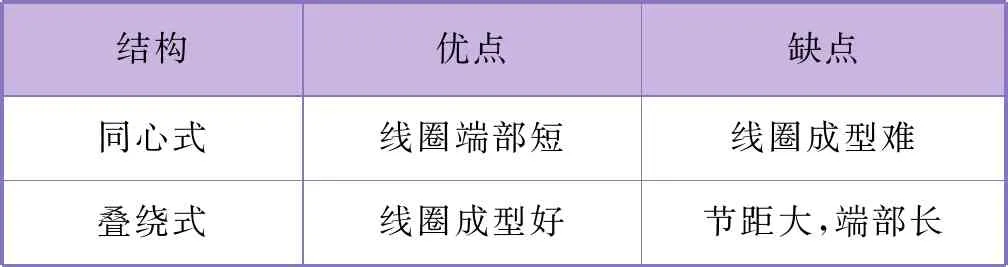
表1 兩種轉(zhuǎn)子線圈優(yōu)缺點(diǎn)
3 轉(zhuǎn)子線圈制作流程
轉(zhuǎn)子線圈在制作時,首先要確保線圈的成型質(zhì)量,以便于順利嵌線。為了減小銅線的內(nèi)應(yīng)力,克服線圈的硬化變形,轉(zhuǎn)子線圈制作的基本流程為:先進(jìn)行扁銅線退火處理,轉(zhuǎn)送拉直下料機(jī)校直,然后利用轉(zhuǎn)子敲型工裝使線圈成型,最后對成型線圈包繞絕緣[8]。
4 同心式轉(zhuǎn)子線圈設(shè)計
4.1 結(jié)構(gòu)
同心式轉(zhuǎn)子線圈無層間絕緣,槽的利用率高,散熱好,便于嵌線,能節(jié)省端部的接線空間[9]。同心式轉(zhuǎn)子線圈的結(jié)構(gòu)如圖1所示,其直線段處于鐵心槽同一層,互相之間不需要上下?lián)Q位,因此端部所占空間小且排布規(guī)整。
4.2 相應(yīng)工裝
通過分析同心式轉(zhuǎn)子線圈,設(shè)計了一套相應(yīng)的工裝。工裝結(jié)構(gòu)如圖2所示,主要包括機(jī)架、圓筒、內(nèi)撐板、定位胎板等。從人體工程學(xué)的角度考慮,為了方便人工操作,將工裝整體高度控制在900~950 mm之間。

圖2 同心式轉(zhuǎn)子線圈工裝結(jié)構(gòu)
工裝的機(jī)架由槽鋼和角鋼拼焊而成。圓筒由鋼板輥圓后按內(nèi)撐板外圓整圓,并與內(nèi)撐板焊為一體,然后車外圓至所需尺寸。在圓筒頂端劃圓筒母線,使定位鍵中心線與之對齊。焊接定位鍵兩端,注意離定位鍵兩端100 mm內(nèi)不得施焊,使卡板可按定位鍵兩端定位。定位胎板使用標(biāo)準(zhǔn)鍵鋼,依靠卡板定位,其中窄邊貼圓筒,使敲型時扁銅線略微高出。在內(nèi)側(cè)合適位置點(diǎn)焊兩側(cè)直線段定位胎板,點(diǎn)焊間隔為100~150 mm。直線段定位胎板點(diǎn)焊完畢后,分別從左右兩端脫開卡板。
端部鍵鋼按圓筒外圓尺寸彎弧,然后在其內(nèi)側(cè)點(diǎn)焊、固定。按同樣方法從內(nèi)向外在每層胎板內(nèi)側(cè)點(diǎn)焊完畢,將不平整處打磨平整。最后,機(jī)架與圓筒部分按要求焊接牢固。
4.3 成型及絕緣處理
扁銅線經(jīng)拉直下料機(jī)校直備用,線圈成型以胎板定位,從內(nèi)側(cè)小圈開始向外側(cè)大圈敲型,邊敲邊用夾鉗夾在合適位置,起固定和防止回彈的作用。在直線段與端部過渡處,轉(zhuǎn)動工裝,使用專用工具將扁銅線沿寬邊扳折。
線圈敲型后表面可能有利邊和毛刺,必須提前處理再包絕緣。將線圈放置在專用擱線架上,先半疊包一層少膠云母帶,再半疊包一層亞胺薄膜[10-11]。為了增加線圈掛漆量,并且避免在嵌線時擦破絕緣,從端部出鐵心10 mm處開始半疊包一層聚酯纖維帶。
5 疊繞式轉(zhuǎn)子線圈設(shè)計
5.1 結(jié)構(gòu)
疊繞式轉(zhuǎn)子線圈制作簡單,嵌線方便,電氣強(qiáng)度高,破壓、擊穿事故少。如圖3所示,線圈的頭線位于下層,頭線側(cè)線圈出鐵心槽口后的走勢為徑向向下稍下沉,然后向上抬起,這需要依靠敲型墊塊來保證。在非接線端,線圈的頭線和尾線全部一次彎弧成型。在接線端,除每組線圈首尾兩處外,其余同樣使用接頭。
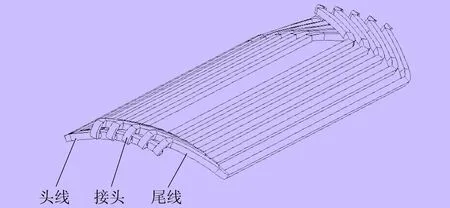
圖3 疊繞式轉(zhuǎn)子線圈結(jié)構(gòu)
根據(jù)嵌線分析情況,設(shè)定上下層線圈的位置。結(jié)合直線段的位置,可用描點(diǎn)法初步繪制出線圈樣線模型。按照轉(zhuǎn)子接線圖陣列樣線,檢查有無干涉。若干涉明顯或間距小于5 mm,則考慮重設(shè)接頭的位置,或調(diào)整修改樣線描點(diǎn)值,直至滿足要求[12]。
5.2 相應(yīng)工裝
疊繞式轉(zhuǎn)子線圈相應(yīng)工裝如圖4所示,可用于制作疊繞式轉(zhuǎn)子線圈。跨距定位板和角鋼用于確定線圈的跨距和高度差。敲型墊塊用于確定線圈的角度和端部弧形。敲型墊塊是由線圈端部三維模型倒放出來的,高度還原底邊形狀,因此無需反復(fù)修整,加快了工裝的制作進(jìn)度,節(jié)省了試線時間。為了更好地定位線圈,敲型墊塊上焊有弧形擋板。工裝實(shí)物如圖5所示,增加了四塊擱擋片,焊接在角鋼上,便于壓鐵放置和壓緊線圈快速就位。
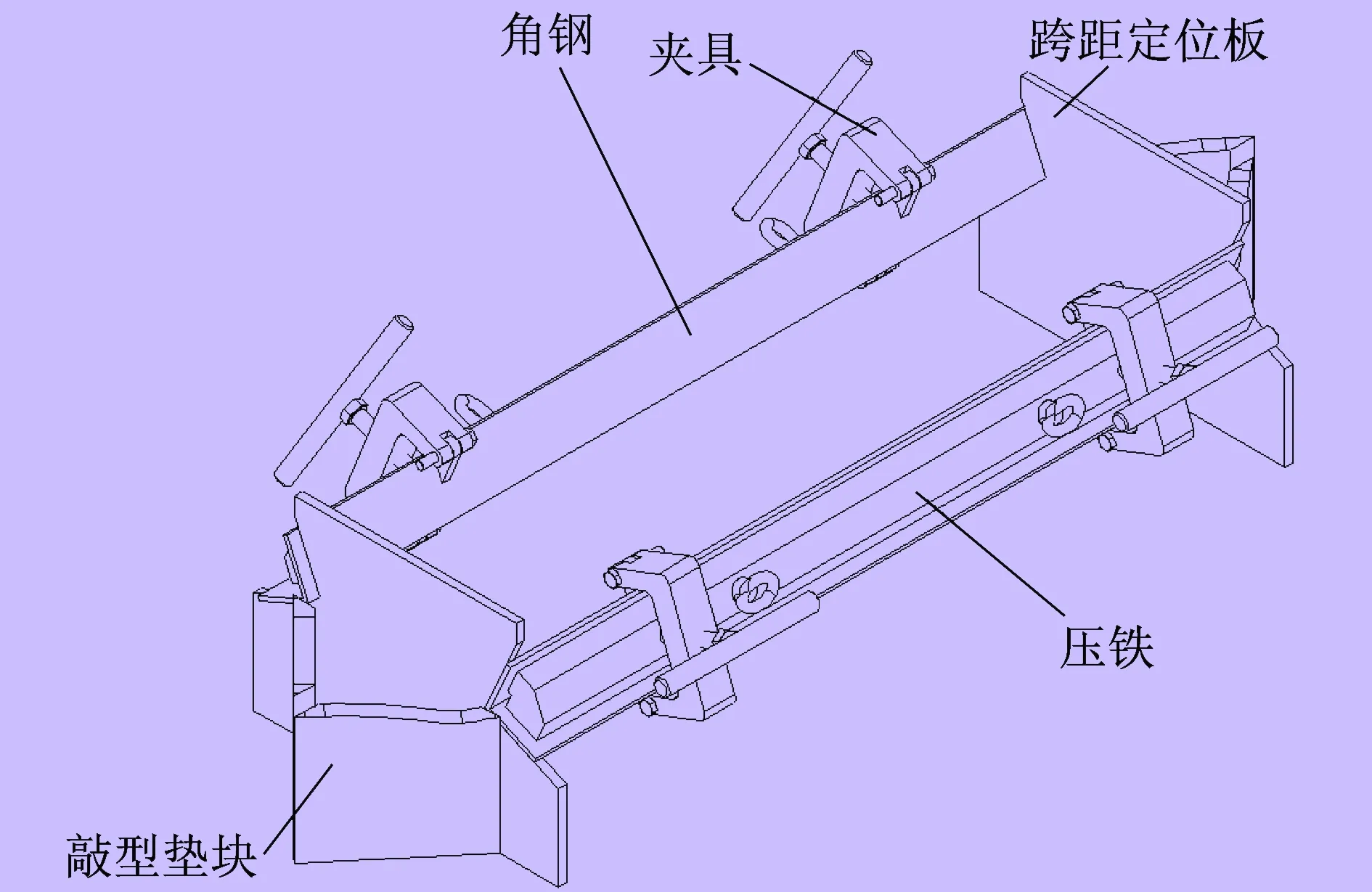
圖4 疊繞式轉(zhuǎn)子線圈工裝結(jié)構(gòu)
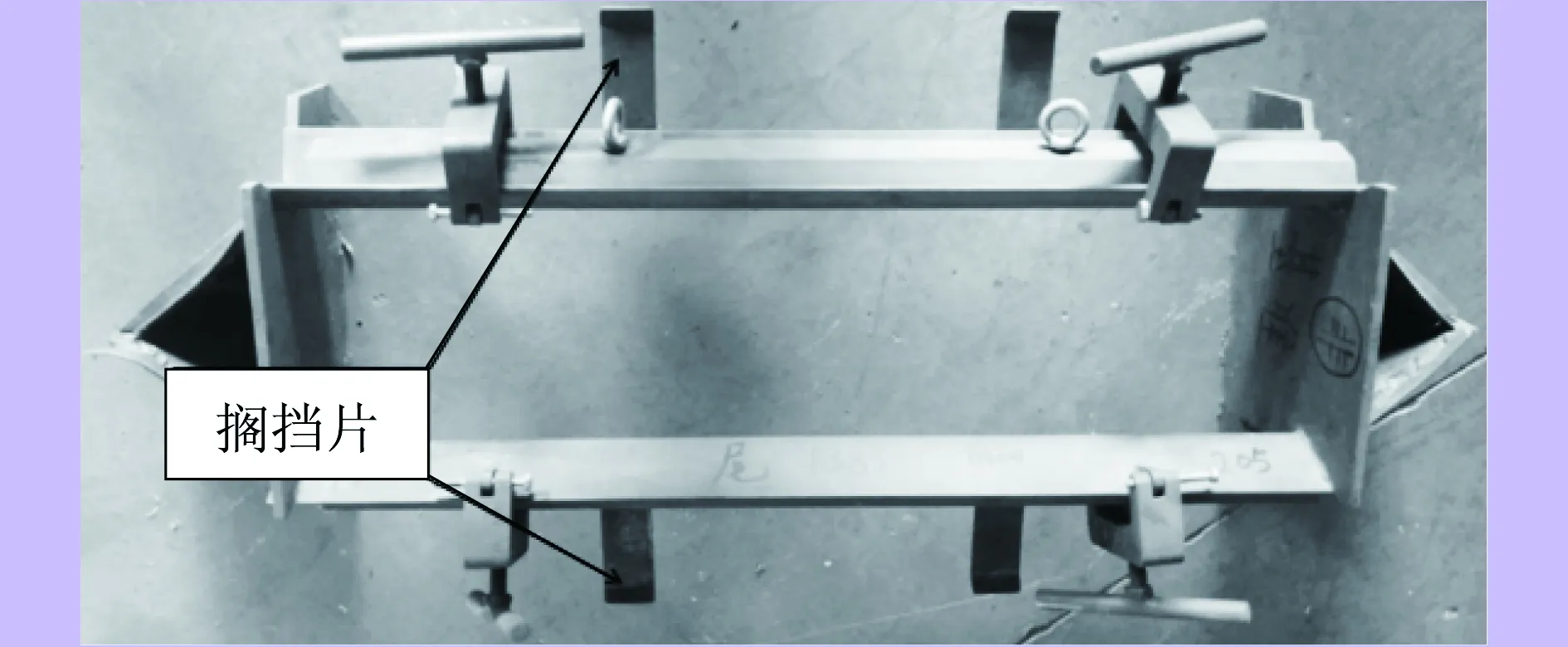
圖5 疊繞式轉(zhuǎn)子線圈工裝實(shí)物
制作工裝時,將兩塊跨距定位板與兩根角鋼焊接成為整體,注意兩根角鋼的長度并不相同。焊接時以短角鋼為基準(zhǔn),與定位板的外表面齊平。長角鋼以中心面對稱分布,使焊后左右兩端伸出板面長度相等。焊接時,先點(diǎn)焊定位、校正,然后滿焊加固,再校正。
切割出敲型墊塊的弧面,銑出兩端斜邊,以設(shè)計的線圈端部角度確定斜邊的角度。其中,兩頭線敲型墊塊的弧面一致,但斜邊角度相反,兩尾線敲型墊塊的弧面和斜邊角度則均不相同。在跨距定位板上劃線,確定各敲型墊塊與其接觸的位置,然后借助直角尺等輔助工具將焊后的敲型墊塊校正。
吊耳事先焊接在角鋼上的相應(yīng)位置,每套夾具配有兩個吊耳。操作時,一個吊耳處用螺栓螺母與夾具擰緊,作為旋轉(zhuǎn)支點(diǎn)。另一個吊耳處僅配螺栓,插入即可鎖緊壓鐵,拔出即可翻轉(zhuǎn)夾具,卸下壓鐵后取出成型線圈。
5.3 成型及絕緣處理
以非接線端為基準(zhǔn),將扁銅線分別裝夾在頭線側(cè)和尾線側(cè),按模具敲型后試嵌入轉(zhuǎn)子鐵心,由此可得頭線和尾線的裝夾尺寸、下料尺寸。
將拉直下料的扁銅線放置于疊繞式轉(zhuǎn)子線圈工裝兩旁的專用托盤上備用。對成型后的線圈逐一檢查,如發(fā)現(xiàn)有毛刺,則需要提前處理,再進(jìn)行包繞絕緣。絕緣包繞工藝與同心式轉(zhuǎn)子線圈相同。
6 結(jié)束語
針對YWS560L-8型630 kW無刷雙饋電機(jī)轉(zhuǎn)子,設(shè)計了兩種結(jié)構(gòu)轉(zhuǎn)子線圈和相應(yīng)的工裝,并對線圈制作和絕緣處理進(jìn)行了介紹。通過合理、簡單的工藝,提高了轉(zhuǎn)子線圈制作的效率和一致性。所設(shè)計和制作的轉(zhuǎn)子線圈通過測試全部合格,并應(yīng)用于多臺無刷雙饋電機(jī),均滿足使用要求。