5600mm紙機上漿管道安裝技術(shù)研究
2019-09-17 10:25:47王建生
居業(yè) 2019年4期
王建生
[摘要]隨著高速紙機的研發(fā)和應(yīng)用,對紙機上漿系統(tǒng)安裝質(zhì)量提出了更高的要求。上漿系統(tǒng)是現(xiàn)代造紙技術(shù)的重要工序,包括漿料的混合,凈化,篩選,除氣,循環(huán)和流送等工藝,是多段除砂,篩選,真空除氣等流程的組合。上漿管是上漿系統(tǒng)的重要組成部分,如果安裝質(zhì)量控制不到位,就會造成紙漿上料帶有空氣,形成針眼,小孔洞,污點等問題,直接影響紙張質(zhì)量。文章以5600mm紙機安裝工程為例,對上漿管安裝技術(shù)及質(zhì)量控制要點進行研究,以期提高紙機整體安裝質(zhì)量。
[關(guān)鍵詞]紙機;上漿管;管道安裝
文章編號:2095 - 4085( 2019) 04 - 0119 - 02
當前,隨著紙機生產(chǎn)技術(shù)的發(fā)展與更新,紙機精密度日益提高,對安裝質(zhì)量的要求不斷提升,例如,漿料洗滌欠佳,纖維潤脹不完全,紙料含有過量的水溶性物質(zhì),導(dǎo)致漿料帶入空氣,導(dǎo)致紙頁縱向定量變化,由此造成的定量變化可達8%一l0%,甚至產(chǎn)生針眼,小孔洞,陰離子膠粘物污點等問題,對紙張紙料造成極大的影響。再如,由于上漿管安裝質(zhì)量不到位,漿料在管道內(nèi)流速過低,小于2. 7m/s,漿液內(nèi)游離的空氣在上漿管與漿液分離形成氣泡,聚集成為氣室,進而影響紙頁定量。因此,在紙機安裝時,必須加強上漿系統(tǒng)安裝質(zhì)量控制,防止因上漿管安裝不到位而影響紙頁質(zhì)量。
1 紙機安裝工程概況
本工程為某造紙企業(yè)衛(wèi)生紙機設(shè)備和儀電設(shè)備及配套設(shè)備安裝工程,包括4臺5. 6m衛(wèi)生紙機安裝工程,單臺紙機年生產(chǎn)能力為6萬t/年。本工程安裝內(nèi)容包括紙機及相關(guān)配套設(shè)備安裝,桶槽制作與安裝,管道安裝,風(fēng)管制作安裝,防腐保溫,電氣安裝等。限于文章篇幅,本文重點分析上漿管安裝工藝及注意事項。
2上漿管設(shè)計原則
上漿管切割,焊接及管道安裝質(zhì)量直接影響紙頁質(zhì)量,尤其是對整幅頁紙的影響較大。因此,為了降低上漿管因素對紙頁質(zhì)量的影響,上漿管設(shè)計與安裝必須遵循一定的原則。首先,為了上漿管內(nèi)的阻力作用,避免因管道焊縫,不光滑等問題而產(chǎn)生掛漿及沉漿等問題,安裝時必須重視上漿管焊接質(zhì)量的控制,上漿管管路轉(zhuǎn)彎處應(yīng)設(shè)計為較大的彎曲半徑,以免形成渦流而引起壓力脈動。同時,為了確保漿料流速,避免因漿料流速下降而引起空氣積聚問題,設(shè)計時應(yīng)盡量縮短管線長度,確保漿料始終無湍流狀態(tài),漿料在水平管內(nèi)的流速不應(yīng)小于3 m/s,避免形成氣室而產(chǎn)生壓力波動。
3 上漿管安裝技術(shù)及工藝
在上漿管安裝前,安裝單位必須做好準備工作.包括上漿管的質(zhì)量檢查,搬運,吊裝,清洗,切割及焊接,并加強各環(huán)節(jié)質(zhì)量控制與管理,避免因管道質(zhì)量不合格而返工。
3.1上漿管質(zhì)量檢驗
在管道安裝前,安裝單位應(yīng)對上漿管進行開箱檢驗,加強對管道表面平滑度,長度及相關(guān)合格資質(zhì)證明的檢驗,提高上漿管質(zhì)量檢查力度,避免使用不合格的管道,確保管道安裝工程一次性完成。
3.2管道搬運與吊裝
由于上漿管屬于特殊管道,如其表面存在損傷將直接影響漿料輸送質(zhì)量,因此,在管道搬運,吊裝時,安裝單位應(yīng)盡量采取措施加以預(yù)防,采用軟性的搬運,吊裝材料進行施工,避免使用鋼索,鋼絲繩等材料,如確需使用時,應(yīng)在吊裝材料之間增加墊層,以免劃傷或碰撞問題引起管道損傷。
3.3管道清洗
在管道安裝前,安裝單位必須對上漿管進行徹底的清洗,首先,使用高壓清水沖洗上漿管內(nèi)壁,清除內(nèi)壁上的污物及塵埃顆粒,防止污物沉積。其次,為了促使?jié){管干燥,避免留下水漬,安裝單位應(yīng)使用壓縮空氣對管道進行吹掃,確保管道內(nèi)壁干燥,無雜物。在吹掃之后,安裝單位可使用燈光,對管道內(nèi)壁進行檢查,確認管道內(nèi)壁光潔,無劃傷。針對未能吹掃干凈的水漬殘留,安裝人員應(yīng)使用軟質(zhì)毛巾進行擦拭,避免使用硬質(zhì),粗糙的布條擦拭,以免留下劃痕。
3.4管道切割
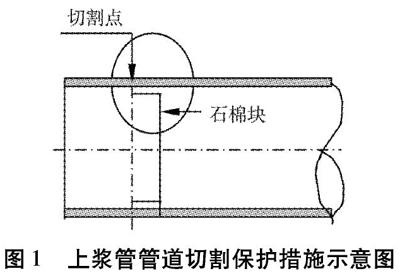
在管道切割前,應(yīng)根據(jù)設(shè)備距離及管道安裝設(shè)計方案,確定各段管道設(shè)計長度,并精確測量管道實際長度,以此確定管道切割位置及切割寬度。為了確保切割精度,安裝單位應(yīng)安排技術(shù)專業(yè)的工人進行切割。在管道切割時,為了避免管道切割中因火花飛濺而造成內(nèi)壁鏡面損傷,安裝工人應(yīng)在管道內(nèi)填充石棉,橡膠石棉板,密封布條等其他阻燃保護性材料(如圖1所示)。同時,為了防止管道切割出現(xiàn)偏離,不對稱,熱變形等問題,施工時應(yīng)安排兩名工人使用磨光機同步切割,禁止使用等離子切割機切割上漿管,其原因在于,等離子切割機加工精度低,切割面較為粗糙,需要安裝工人對毛刺進行處理,不僅切割精度難以控制,而且可能損傷管道內(nèi)壁鏡面,因此,施工時避免使用等離子切割機,優(yōu)先選擇磨光機進行切割作業(yè)。
3.5上漿管焊接坡口處理
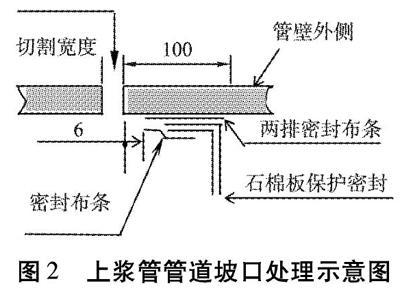
在上漿管焊接施工前,安裝人員須對管道焊接坡口進行處理,使用角向磨光機將管道坡口打磨成圖2型式,坡口兩側(cè)(管外壁)lOmm范圍內(nèi)用磨光機將毛刺等雜物清除干凈,坡口組對時,間隙應(yīng)保持一致,內(nèi)壁應(yīng)保持平齊,確保坡口坡和尺寸滿足焊接要求,坡口表面光滑無毛刺。
3.6上漿管焊接
為了保證焊接質(zhì)量,在焊接前,應(yīng)組織開展管道焊接技術(shù)交底,強調(diào)焊接技術(shù)要求及焊接標準,強化焊接工人責(zé)任意識及質(zhì)量控制意識。在焊接時,安裝工人應(yīng)使用氬弧焊進行打底焊接,經(jīng)技術(shù)人員檢查合格后,方可使用手工電弧焊進行蓋面處理。
3.7表面焊縫打磨拋光
針對已經(jīng)焊接完成的上漿管,安裝單位應(yīng)組織開展焊縫表面拋光處理,并遵循分段處理原則,先在上漿管表面涂抹打磨膏,再使用砂輪磨光機進行粗磨、中磨和細磨,將焊縫余高磨除,然后,使用不同型號的水砂紙進行拋光處理,確保上漿管表面光滑。在使用水砂紙打磨時,分別使用粒度為80,120,180,240,300的水砂紙進行依次打磨,直至滿足驗收要求方可結(jié)束。在驗收時,以棉花劃過管道內(nèi)壁不掛棉絲為眼熟標準,如未達到驗收標準,應(yīng)繼續(xù)打磨直至合格。
3.8上漿管清洗及吊裝
在焊縫處理滿足驗收要求后,安裝單位應(yīng)對管道內(nèi)部進行清洗,拆除管道內(nèi)填充物和密封布條,使用高壓清水進行沖洗處理,再使用高壓空氣對管道內(nèi)部進行吹掃,確保管道內(nèi)部干燥,無水澤。在管道清洗結(jié)束后,技術(shù)人員應(yīng)對焊縫進行復(fù)核,確認管道焊接滿足安裝要求。在管道吊裝時,避免在吊裝過程中劃傷管道鏡面,安裝單位應(yīng)采用軟質(zhì)吊帶吊裝管道,并根據(jù)裝配圖定位安裝上漿管。
4上漿管安裝注意問題
為了有效控制上漿管安裝質(zhì)量,施工單位應(yīng)加強安裝過程中各環(huán)節(jié)管理工作,確保管道焊接、安裝一次成功,避免因焊接、拋光、安裝管理不到位而造成管道材料浪費、返工等問題。首先,在管道吊裝時,安裝單位應(yīng)選派經(jīng)驗豐富的起重工進行操作,并檢查操作人員相關(guān)資質(zhì),確保持證上崗,在吊裝前,安裝單位應(yīng)加強技術(shù)交底,確保起重工掌握相關(guān)操作標準及要求,避免在吊裝過程中出現(xiàn)碰撞,損傷的問題。其次,在管道沖洗、吹掃過程中,應(yīng)避免使用硬質(zhì)材料擦拭、接觸管道內(nèi)壁,防止刮傷鏡面。為此安裝單位應(yīng)劃定專門的區(qū)域平放上漿管,并使用軟質(zhì)材料作為墊料,避免堆放管道,避免出現(xiàn)滾落,碰撞等問題。在管道存放過程中,安裝單位應(yīng)以軟質(zhì)材料對管道兩端進行封堵,避免灰塵,沙石,泥土等雜物進入管道內(nèi)壁,進而影響管道鏡面拋光和焊接質(zhì)量。在切割時,安裝單位應(yīng)加強對切割精度的控制,在切割前應(yīng)對切割位置、精度、機械進行復(fù)核和校準,同時注意管道法蘭面定位銷孔的位置,防止出現(xiàn)下料錯誤等問題,造成管道材料的浪費。在焊接時,應(yīng)安排兩個經(jīng)驗豐富的焊接工人同時進行,避免管道出現(xiàn)熱變形問題。管道焊接應(yīng)遵循無應(yīng)力安裝為原則,禁止將管道固定設(shè)備上再進行焊接。最后,在管道焊縫拋光時,確需進入管道內(nèi)部進行打磨處理時,工人須著軟質(zhì)面料的衣物進入管道內(nèi)部,嚴禁穿戴和攜帶硬質(zhì)的衣物或手機等進入管道內(nèi)部。
5結(jié)語
上漿管安裝質(zhì)量直接影響紙張生產(chǎn)質(zhì)量,如管道設(shè)計不合理,焊接質(zhì)量控制不到位,將引起紙頁縱向定量變化,進而影響造紙企業(yè)經(jīng)濟效益。在上漿管安裝工程中,施工單位還應(yīng)應(yīng)加強管道焊接,拋光,吊裝各環(huán)節(jié)技術(shù)管理與控制,加強技術(shù)交底,確保安裝工人掌握操作技術(shù)要點及標準要求,加強對焊縫,拋光作業(yè)的管理與驗收.確保上漿管安裝質(zhì)量滿足紙機安裝要求,為紙頁正常生產(chǎn)奠定堅實的基礎(chǔ)。
參考文獻:
[1]羅邦鋃.紙機上漿管道安裝工藝[J].山東工業(yè)技術(shù),2015,(11):23.
[2]潘紅強,大型高速文化紙機的安裝[J].湖南造紙,2011,(02):30 -34.
[3]邱志慧.現(xiàn)代大型高速紙機的安裝技術(shù)[J].中國造紙,2008,(03):66 - 71.
[4]甘遠居.新月型高速衛(wèi)生紙機的安裝[J].中華紙業(yè),2003,(09):35 - 37.