換向器運行穩定性的研究
2019-09-18 03:58:30龐紅
中國科技縱橫 2019年14期
龐紅
摘 要:本文根據直流電動機換向器的基本結構,對影響換向器運行穩定性的主要因素如換向器烘壓參數的選擇、溫度的選擇、烘焙時間進行了分析,并提出解決方法。
關鍵詞:換向器;穩定性;烘壓工藝參數
中圖分類號:TS914.5 文獻標識碼:A 文章編號:1671-2064(2019)14-0079-02
1 換向器的運行穩定性對直流電機的可靠運行至關重要
換向器是直流電動機的主要組成部分。換向器的作用是“變流”,即將電樞繞組中感應的交變電勢經電刷變為直流電勢,或把由電刷引入的外部直流電壓變為交變電壓,加到電樞繞組上。圖1為換向器在直流電動機中的結構位置。
直流電機由于“變流”而出現特有的“換向”問題,即旋轉著的電樞繞組元件被電刷短接過程中,元件內的電流方向要改變。換向不良,將出現火花,甚至發生環火、接地等故障。因此,良好的換向,是直流電機正常工作的必要條件。換向問題很復雜,影響換向的因素很多,其中換向器的運行穩定性是一個重要的因素。因此,換向器運行穩定性直接影響到直流電機的可靠運行。
2 影響換向器運行穩定性的因素分析
換向器在運行中的穩定性控制是一個復雜的過程,受到各種因素的影響。
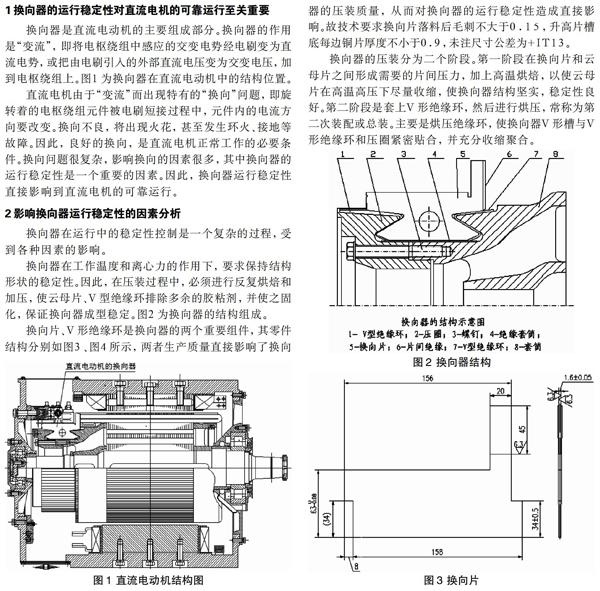
換向器在工作溫度和離心力的作用下,要求保持結構形狀的穩定性。因此,在壓裝過程中,必須進行反復烘焙和加壓,使云母片、V型絕緣環排除多余的膠粘劑,并使之固化,保證換向器成型穩定。圖2為換向器的結構組成。
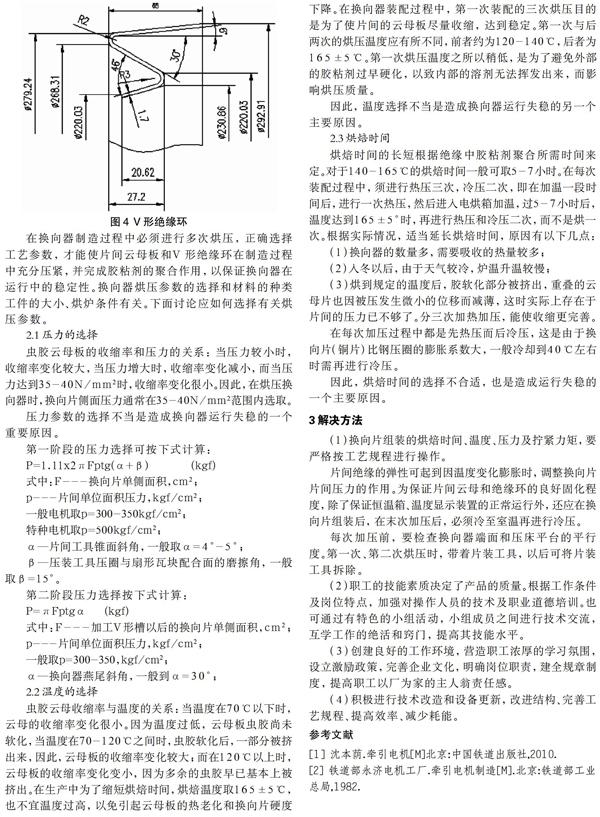
換向片、V形絕緣環是換向器的兩個重要組件,其零件結構分別如圖3、圖4所示,兩者生產質量直接影響了換向器的壓裝質量,從而對換向器的運行穩定性造成直接影響。故技術要求換向片落料后毛刺不大于0.15,升高片槽底每邊銅片厚度不小于0.9,未注尺寸公差為+IT13。
換向器的壓裝分為二個階段。第一階段在換向片和云母片之間形成需要的片間壓力,加上高溫烘焙,以使云母片在高溫高壓下盡量收縮,使換向器結構堅實,穩定性良好。第二階段是套上V形絕緣環,然后進行烘壓,常稱為第二次裝配或總裝。主要是烘壓絕緣環,使換向器V形槽與V形絕緣環和壓圈緊密貼合,并充分收縮聚合。
在換向器制造過程中必須進行多次烘壓,正確選擇工藝參數,才能使片間云母板和V形絕緣環在制造過程中充分壓緊,并完成膠粘劑的聚合作用,以保證換向器在運行中的穩定性。換向器烘壓參數的選擇和材料的種類工件的大小、烘爐條件有關。下面討論應如何選擇有關烘壓參數。
2.1 壓力的選擇
蟲膠云母板的收縮率和壓力的關系:當壓力較小時,收縮率變化較大,當壓力增大時,收縮率變化減小,而當壓力達到35-40N/mm2時,收縮率變化很小。因此,在烘壓換向器時,換向片側面壓力通常在35-40N/mm2范圍內選取。
2.2 溫度的選擇
蟲膠云母收縮率與溫度的關系:當溫度在70℃以下時,云母的收縮率變化很小。因為溫度過低,云母板蟲膠尚未軟化,當溫度在70-120℃之間時,蟲膠軟化后,一部分被擠出來,因此,云母板的收縮率變化較大;而在120℃以上時,云母板的收縮率變化變小,因為多余的蟲膠早已基本上被擠出。在生產中為了縮短烘焙時間,烘焙溫度取165±5℃,也不宜溫度過高,以免引起云母板的熱老化和換向片硬度下降。在換向器裝配過程中,第一次裝配的三次烘壓目的是為了使片間的云母板盡量收縮,達到穩定。第一次與后兩次的烘壓溫度應有所不同,前者約為120-140℃,后者為165±5℃。第一次烘壓溫度之所以稍低,是為了避免外部的膠粘劑過早硬化,以致內部的溶劑無法揮發出來,而影響烘壓質量。
因此,溫度選擇不當是造成換向器運行失穩的另一個主要原因。
2.3 烘焙時間
烘焙時間的長短根據絕緣中膠粘劑聚合所需時間來定。對于140-165℃的烘焙時間一般可取5-7小時。在每次裝配過程中,須進行熱壓三次,冷壓二次,即在加溫一段時間后,進行一次熱壓,然后進入電烘箱加溫,過5-7小時后,溫度達到165±5°時,再進行熱壓和冷壓二次,而不是烘一次。根據實際情況,適當延長烘焙時間,原因有以下幾點:
(1)換向器的數量多,需要吸收的熱量較多;
(2)入冬以后,由于天氣較冷,爐溫升溫較慢;
(3)烘到規定的溫度后,膠軟化部分被擠出,重疊的云母片也因被壓發生微小的位移而減薄,這時實際上存在于片間的壓力已不夠了。分三次加熱加壓,能使收縮更完善。
在每次加壓過程中都是先熱壓而后冷壓,這是由于換向片(銅片)比鋼壓圈的膨脹系數大,一般冷卻到40℃左右時需再進行冷壓。
因此,烘焙時間的選擇不合適,也是造成運行失穩的一個主要原因。
3 解決方法
(1)換向片組裝的烘焙時間、溫度、壓力及擰緊力矩,要嚴格按工藝規程進行操作。
片間絕緣的彈性可起到因溫度變化膨脹時,調整換向片片間壓力的作用。為保證片間云母和絕緣環的良好固化程度,除了保證恒溫箱、溫度顯示裝置的正常運行外,還應在換向片組裝后,在末次加壓后,必須冷至室溫再進行冷壓。
每次加壓前,要檢查換向器端面和壓床平臺的平行度。第一次、第二次烘壓時,帶著片裝工具,以后可將片裝工具拆除。
(2)職工的技能素質決定了產品的質量。根據工作條件及崗位特點,加強對操作人員的技術及職業道德培訓。也可通過有特色的小組活動,小組成員之間進行技術交流,互學工作的絕活和竅門,提高其技能水平。
(3)創建良好的工作環境,營造職工濃厚的學習氛圍,設立激勵政策,完善企業文化,明確崗位職責,建全規章制度,提高職工以廠為家的主人翁責任感。
(4)積極進行技術改造和設備更新,改進結構、完善工藝規程、提高效率、減少耗能。
參考文獻
[1] 沈本蔭.牽引電機[M]北京:中國鐵道出版社,2010.
[2] 鐵道部永濟電機工廠.牽引電機制造[M].北京:鐵道部工業總局,1982.