(Q235+304)中小口徑不銹鋼復(fù)合管焊接工法
2019-09-18 03:58:30陳應(yīng)波楊軍
中國科技縱橫 2019年14期
陳應(yīng)波 楊軍
摘 要:輸送流體用中小口徑不銹鋼復(fù)合管在現(xiàn)場安裝時由于無法從內(nèi)部施焊,而外部焊接又容易造成復(fù)層無法焊透,質(zhì)量難以保證,因此成為制約該復(fù)合材料推廣應(yīng)用的瓶頸。本文通過優(yōu)化焊接工藝、嚴格控制焊接參數(shù),設(shè)置輔助工裝的方法,較好地解決了問題,為同類工程施工提供了參考。
關(guān)鍵詞:口徑;不銹鋼;碳素鋼;復(fù)合管;焊接;工法
中圖分類號:TG457.6 文獻標識碼:A 文章編號:1671-2064(2019)14-0093-02
0 引言
不銹鋼復(fù)合管是由不銹鋼和碳素結(jié)構(gòu)鋼兩種金屬材料復(fù)合而成的一種管道,包括內(nèi)復(fù)合不銹鋼材料和外復(fù)合不銹鋼材料,內(nèi)復(fù)合不銹鋼材料主要用于流體輸送,外復(fù)合不銹鋼材料主要用于裝飾建材。實際工程運用中,大多以內(nèi)部復(fù)合薄壁不銹鋼材料為主,其原理是采用旋壓技術(shù)以內(nèi)壓外張的方式同步復(fù)合形成過盈配合,將兩種材料緊密地結(jié)合在一起;其中基層為普碳鋼板,復(fù)層為不銹鋼板;基層保證強度,復(fù)層耐磨、抗蝕、阻損小。這種復(fù)合材料充分發(fā)揮了碳鋼的結(jié)構(gòu)性能和不銹鋼的耐磨、耐腐蝕性能,在石油、天然氣輸送行業(yè)以及其他化學工程行業(yè)中具有廣泛的應(yīng)用前景。
目前,隨著不銹鋼復(fù)合管軋制技術(shù)的進步和新型材料的推廣使用,該材料在大型市政輸水管網(wǎng)的運用越來越廣泛,而由于管道直徑的限制無法從內(nèi)部進行施焊,容易造成管道復(fù)合層無法焊透從而使復(fù)合層的性能無法發(fā)揮,同時也降低了接頭的力學性能。另外,由于內(nèi)部復(fù)合層無法焊透,又形成了新的浸蝕點,從而大大降低了管道的使用壽命,成為制約不銹鋼復(fù)合管推廣使用的瓶頸。
因此,有必要針對小口徑不銹鋼復(fù)合管的焊接工法開展重點研究。
1 現(xiàn)有技術(shù)
不銹鋼-碳鋼復(fù)合管的焊接不同于不銹鋼-碳鋼復(fù)合板的焊接,傳統(tǒng)的不銹鋼-碳鋼復(fù)合板可以先焊厚度較大的基層,之后翻面,再焊厚度很簿的不銹鋼復(fù)合層。不銹鋼-碳鋼復(fù)合管由于受管徑的限制,只能先進行不銹鋼復(fù)合層的焊接,再焊過渡層,最后進行基層的焊接。在這種焊接條件下,很容易造成燒穿、焊瘤、未焊透、未熔合等工藝缺陷。
另外,現(xiàn)有不銹鋼復(fù)合管焊接多采用氬弧焊打底,手弧焊填充蓋面工藝或采用全不銹鋼材料進行打底、填充、蓋面的焊接工藝,然而這兩個工藝都存在工藝過于復(fù)雜,焊接成本過高,效率低的特點。因此如何克服現(xiàn)有技術(shù)的不足,降低焊接成本,提高質(zhì)量是目前不銹鋼-碳鋼復(fù)合管焊接施工技術(shù)領(lǐng)域亟需解決的一個關(guān)鍵問題。
2 失效分析
工程中常用到DN800以下不銹鋼復(fù)合管的管道,由于管徑小焊工無法進到管道內(nèi)部進行焊接,只能在外部進行焊接操作、再加上復(fù)合管的復(fù)層較薄約為1~1.5mm,長時間焊接致使熔池體積擴大、焊接溫度過高形成焊肉塌陷、焊瘤等焊接工藝缺陷,容易造成復(fù)層合金元素燒損氧化使復(fù)層的抗腐蝕作用降低或失效,從而降低整個焊接接頭的力學性能和耐腐蝕性,同時增大了管內(nèi)介質(zhì)的流動阻力。
3 工法研究
3.1 適用范圍
在市政工程輸送低壓流體介質(zhì)時,一般設(shè)計壓力不超過1.6MPa,因此對管道結(jié)構(gòu)強度要求不高,選擇基層材質(zhì)為Q235B,復(fù)層材質(zhì)為SUS304不銹鋼即可滿足要求。
3.2 工藝原理
依托焊接試驗和焊接工藝評定報告制定焊接作業(yè)指導(dǎo)書,在不銹鋼復(fù)合管接頭處組對時,輔以不銹鋼環(huán)形襯墊作為封底并進行管口對中找正,焊接時采用CO2+Ar混合氣體FCAW半自動焊接打底填充一次完成,填充層應(yīng)根據(jù)復(fù)合管基層和復(fù)層的材料特性,分別選用CHS3O2奧氏體不銹鋼焊絲或CHE422普碳鋼焊條填充,最后采用CHE422普碳鋼焊條進行封面焊接。焊后進行焊縫清理、外觀檢查,合格后進行焊縫內(nèi)部質(zhì)量探傷,最后進行水壓試驗和防腐處理。
3.3 工藝流程及操作要點
3.3.1 工藝時序
管段切割→管口制備→襯墊制作→組對→調(diào)整及固定→打底焊接→填充焊→蓋面焊→焊縫檢驗→水壓試驗→防腐處理
3.3.2 主要操作要點
(1)管段切割:采用等離子切割機進行管段切割。
(2)管口制備:采用角向磨光機打磨坡口,V形坡口單邊30°,鈍邊預(yù)留1mm,直至露出金屬光澤。為保證剖口平整度,在有條件的情況下優(yōu)先使用管口銑邊機。
(3)襯墊制作:封底襯墊材料選用與復(fù)層材質(zhì)相同的材料制作,規(guī)格為ΦD內(nèi)×(20-30)×1.5mm,要求周邊打磨成圓弧坡口狀或者30°倒角,為利于內(nèi)壁不銹鋼復(fù)層焊接熔池的有效形成,在環(huán)形封底襯墊外圈中部1/2處向下對應(yīng)處銑削一圈微小弧形凹溝,凹溝高度不超過襯墊厚度的1/3。
(4)組對:本工法實施以Φ325×5(4+1)、Φ426×5(4+1)、 Φ529×6(4.5+1.5)三種規(guī)格不銹鋼復(fù)合管的焊接為代表,要求平整度≤2mm,焊口間隙約3~4mm,錯邊量控制在2mm以內(nèi),管道平直度≤5°并且符合GB/T50235-2010工業(yè)管道要求。
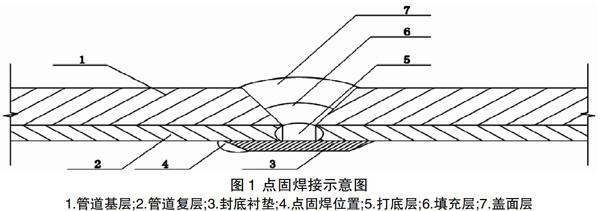
管口組對前把襯墊鑲?cè)霃?fù)合管內(nèi)壁進行點固焊接并且保證點固焊位置與管內(nèi)輸送介質(zhì)方向一致(見圖1)。
(5)調(diào)整及固定:管口以內(nèi)口對齊、對正、對圓,在管口兩端焊接2~4道熱軋等邊角鋼,角鋼規(guī)格推薦為30×30×3×(200~300)mm,根據(jù)現(xiàn)場條件也可采用熱軋圓鋼、方鋼或扁鋼等零星材料代替,點固焊接方式采用與正式焊相同的工藝參數(shù)。
(6)打底焊接:采用CO2+Ar混合氣體MIG自動焊接打底填充,焊接電流110~130A,焊接電壓19~21v,保護氣體流量15L/min,焊接速度14-21cm/min,根據(jù)平、立、仰焊的不同設(shè)定不同的電流調(diào)整值。焊接方式為直流反接法,即:管道接負極,焊槍接正極,采用飛濺較少的短路過渡焊接電弧工藝,焊接過程中幾乎沒有氧化燒損。
由于底層焊接屬于珠光體鋼+奧氏體鋼的異種鋼焊接,為降低基層母材對焊縫的稀釋作用。確保焊縫金屬組織為奧氏體+鐵素體的雙向組織,防止產(chǎn)生馬氏體提高焊縫的抗裂性,采用不銹鋼ER309L焊絲并把母材熔合比控制在40%以下防止焊接冷裂紋的產(chǎn)生。嚴格遵照焊接工藝規(guī)定的工藝參數(shù)(尤其是焊接速度控制)等進行焊接,并對現(xiàn)場風速進行測量,當風速大于2m/s不宜進行焊接。
(7)填充焊:采用CO2+Ar混合氣體保護或FCAW焊接,其中FCAW焊接與傳統(tǒng)焊條電弧焊相比焊縫成型系數(shù)大、飛濺率低、焊縫平緩圓滑,可與打底焊一并完成,可顯著提高焊口一次合格率,確保無損檢測通過率。焊條烘烤溫度250℃,保溫時間2h。
(8)蓋面焊:采用手弧焊或FCAW焊蓋面,焊縫余高2~3mm,要求焊縫與母材過渡平滑、成型美觀。
(9)水壓試驗和防腐處理按照規(guī)范和設(shè)計要求執(zhí)行。
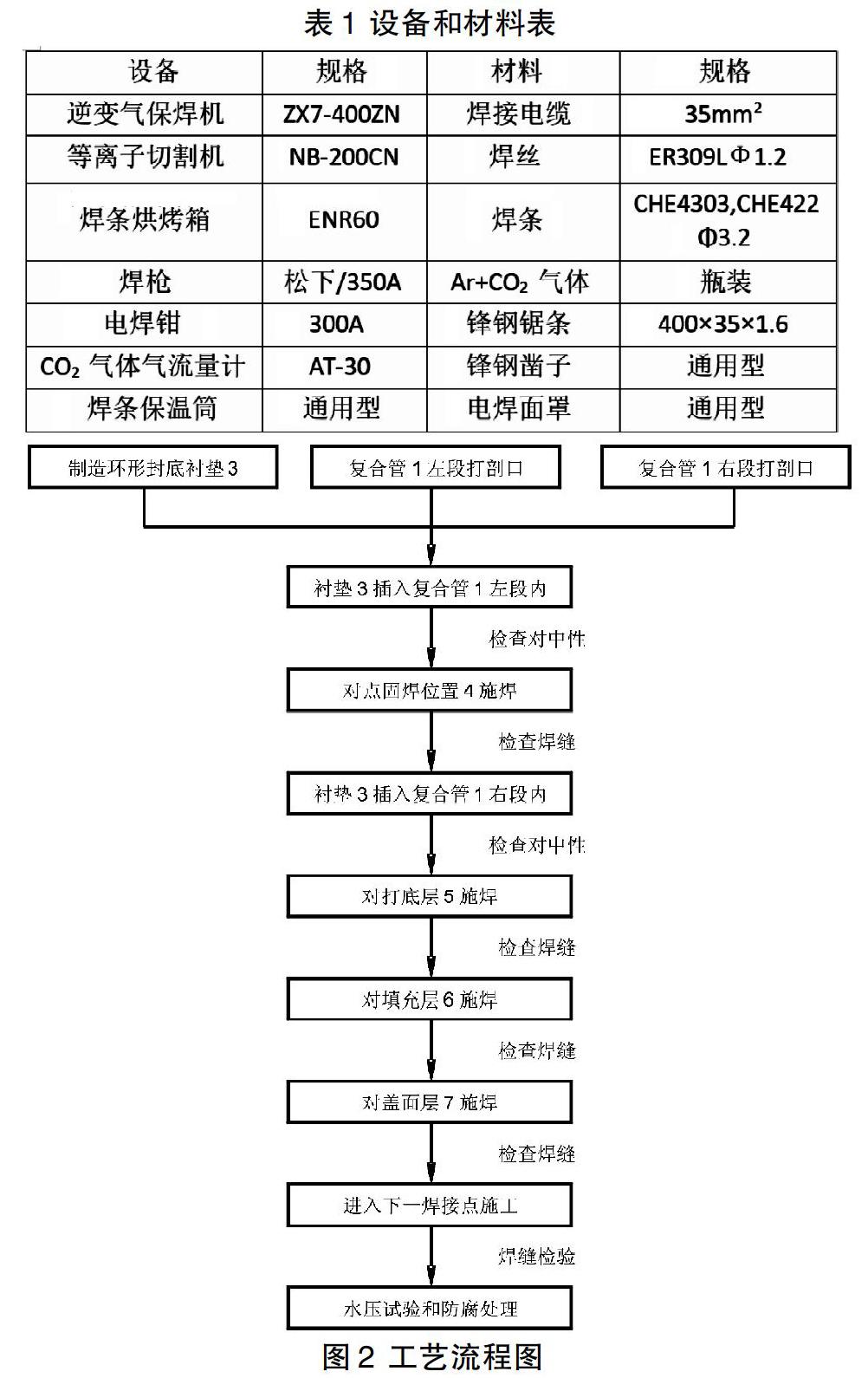
3.3.3 工藝流程圖(圖2)
3.4 設(shè)備和材料(表1)
3.5 質(zhì)量措施
焊接過程嚴格遵循GB/T50236-2011現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工規(guī)范。焊縫檢驗符合以下標準,即:外觀檢驗標準JB/T4708,無損檢驗標準JB/T4730,力學性能試驗標準GB/T228(拉伸)、GB/T232(彎曲)、GB/T229(沖擊)。焊前制定焊接工藝作業(yè)指導(dǎo)書并嚴格執(zhí)行;做好技術(shù)交底,熟悉焊接作業(yè)流程和要求;焊中應(yīng)對焊接接頭的對口情況進行檢驗,保證管口對正、間隙均勻,嚴格控制焊材的選用以及相應(yīng)的電流、電壓和焊接速度,發(fā)現(xiàn)氣孔、夾渣、咬邊裂紋等表面缺陷,應(yīng)立即剔除并修補,使表面質(zhì)量達到優(yōu)良;焊后及時跟蹤檢驗、反饋意見,及時評價、總結(jié)并加以改進。
4 項目實例效果
以某縣工業(yè)園區(qū)生活用水管道鋪設(shè)為例,共鋪設(shè)了508mm×4.0mm,全長約3.2km的不銹鋼復(fù)合管,管道焊縫外觀質(zhì)量檢驗、超聲波探傷、壓力試驗合格,工作效率提高了20%,工程成本降低了10%,項目獲得了優(yōu)質(zhì)工程獎,取得了不錯的社會效益和經(jīng)濟效益。
5 結(jié)語
針對DN800以下中小口徑不銹鋼復(fù)合管的焊接接頭處采用帶有不銹鋼環(huán)形襯墊封底的焊接方法(專利代號CN20 1611054396.3),焊口組對簡單易行,可操作性強;焊接采用CO2+Ar混合氣體MIG焊接或FCAW半自動焊接打底填充一次完成,焊縫成形美觀,焊縫背面不易產(chǎn)生燒穿,塌陷,氧化等缺陷質(zhì),焊接效率高,焊縫質(zhì)量穩(wěn)定可靠;項目實踐證明,該工法可明顯降低焊接成本,提高工效,對中小口徑內(nèi)襯不銹鋼復(fù)合管的推廣運用具有較好的參考借鑒價值。
參考文獻
[1] 趙晨光,彭清華,等.雙金屬復(fù)合管焊接技術(shù)探討[J].焊管,2013(1):28.
[2] 宋建義.內(nèi)襯不銹鋼復(fù)合管焊接工藝的改進[J].民營科技,2012(4):40.
[3] 吉章紅.不銹鋼復(fù)合鋼管的焊接工藝[J].中國特種設(shè)備安全,2010(4):30.
猜你喜歡
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業(yè)導(dǎo)報(2016年11期)2016-06-16 15:47:07
企業(yè)導(dǎo)報(2016年8期)2016-05-31 18:40:49
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16