GaAs功率芯片AuSn20共晶焊接技術研究
2019-09-24 01:08:46任衛朋劉凱羅燕陳靖余之光
科技創新與應用 2019年25期
任衛朋 劉凱 羅燕 陳靖 余之光


摘? 要:針對GaAs功率芯片共晶焊接工藝中,因焊接空洞、虛焊致使芯片燒毀的問題,對AuSn20共晶焊接技術進行研究。通過自動共晶設備,對共晶溫度曲線參數進行實驗分析。結果表明,共晶溫度曲線設置260℃、320℃的溫度梯度可以保證焊料的充分融化、浸潤,共晶熔融時間控制在15-30s可以形成適量的IMC層。對優化后的共晶焊接面進行熱阻分析,在滿負荷條件下,功率芯片最高節溫為93℃,滿足小于125℃的要求,說明共晶質量良好。
關鍵詞:功率芯片;AuSn20焊料;共晶焊接
中圖分類號:TN405 文獻標志碼:A 文章編號:2095-2945(2019)25-0109-03
Abstract: In order to solve the problem of chip burnout caused by welding cavity and virtual welding in the eutectic welding process of GaAs power chip, the technology of AuSn20 eutectic welding is studied. The parameters of eutectic temperature curve are experimentally analyzed by automatic eutectic equipment. The results show that the sufficient melting and infiltration of solder can be ensured by setting the temperature gradient of 260℃ and 320℃ in the eutectic temperature curve, and an appropriate amount of IMC layer can be formed when the eutectic melting time is controlled at 15~30s. The thermal resistance of the optimized eutectic welding surface is analyzed. Under the condition of full load, the maximum temperature saving of the power chip is 93℃, which meets the requirement of less than 125℃, indicating that the eutectic quality is good.
Keywords: power chip; AuSn20 solder; eutectic welding
1 概述
GaAs功率芯片由于具有體積小、帶寬寬、一致性高等優點,在相控陣雷達、微波通信系統等領域發揮著重要的作用,成為雷達 T/R組件的關鍵器件[1]。功率芯片與基板的焊接質量直接影響組件整體的可靠性與電學性能,因此必須要有良好的微波接地性能與散熱能力。共晶焊接由于具有焊接強度高、剪切力強、連接電阻小、傳熱效率高等優點,因此廣泛應用于高頻、大功率器件和LED等高散熱要求的器件焊接中。
共晶是指在相對較低的溫度下共晶焊料發生共晶物熔合的現象,共晶合金直接從固態變化到液態,而不經過塑性階段,其熱導率、電阻、剪切力、可靠性等均優于傳統的環氧粘接[2,3]。本文主要對微波GaAs功率芯片,AuSn20共晶焊接溫度曲線進行實驗分析,通過掃描電鏡研究合金層組織演變及界面,以此為基礎對共晶焊接工藝進行優化。
2 試驗方法
實驗設備采用自動貼片機,壓力控制為10g-250g,每次貼放均可編程控制,并具有壓力實時反饋系統,熱臺為脈沖加熱方式,具有實時溫度檢測系統。原材料清洗采用UV紫外光清洗機、BT等離子清洗機。
對于實驗材料,不同尺寸的AuSn20焊料片采用劃片機進行機械切割[4],之后進行酒精超聲清洗。墊塊采用1:2:1的Cu/Mo/Cu墊塊,表面濺射Ni、Pd、Au作為功率芯片的載體。墊塊濺射完成后,依次經過酒精超聲→烘干→紫外光清洗→等離子清洗工序后備用。芯片采用GaAs功率芯片。實驗材料備好后以華夫盒形式放入貼片機供料臺上,然后通過編程來控制溫度曲線、壓力、刮擦等參數,整個共晶過程由貼片機自動完成,減小人為因素影響。共晶完成之后測量剪切力。
3 實驗結果分析
共晶溫度曲線設定:
共晶溫度曲線主要包括三個階段:預熱階段、共晶階段、冷卻階段。預熱階段主要作用是去除器件內水汽以及減小熱失配應力;共晶階段主要作用為共晶層熔融合金的形成,是共晶焊過程最重要的階段;冷卻階段為共晶完成后器件散熱降溫過程,冷卻溫度及速率會影響器件內部殘余應力的大小。典型溫度曲線如圖1所示。
其中,T1為預熱溫度,一般比共晶溫度T2低30-60℃左右。T2為共晶溫度,T3為冷卻溫度,可設置為200-260℃。由于共晶溫度T2對共晶層質量影響最為顯著,對于T2采用單因素對比試驗進行確定。試驗結果分析可知,熱臺溫度為320℃時焊料完全熔融,可進行共晶焊接,為了增加AuSn焊料浸潤性、流動性,在金錫共晶焊時將共晶溫度設為320-330℃。
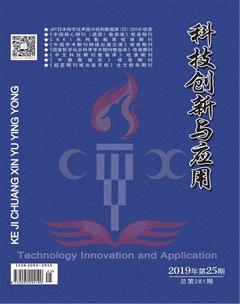
另外,對于共晶溫度T2保持時間,通過對比試驗,使用掃描電子顯微鏡(COXEM EM-30)觀察不同T2時間下共晶層組織情況,試驗結果如圖2所示。
通過對比分析發現,隨著共晶時間的增加,IMC層厚度由0.373μm逐漸增至1.370μm,共晶160s之后IMC厚度增長緩慢。通過能譜分析可知,在焊料/鎳界面處形成由(Au,Ni)Sn和(Ni,Au)3Sn2組成的IMC復合層。分析可知,在共晶過程中,合金Ni元素逐漸向AuSn合金層擴散,使合金組織中固溶了少量Ni的(Au,Ni)Sn層逐漸增大,這導致IMC層的增長[5]。(Ni,Au)3Sn2層的增長會消耗焊料中的(Au,Ni)Sn,因此到一定時間后,(Au,Ni)Sn層含量不再明顯變化而(Ni,Au)3Sn2逐漸增加。固態反應時金屬間化合物(IMC)的厚度與共晶熔融時間的平方根成正比,如下式所示,其中K為比例系數。
共晶焊接中異質金屬的連接需要IMC來實現,因此一定厚度的IMC層有助于提高焊接質量。但是IMC層為一種脆性化合物,過厚的IMC層會顯著降低焊接的剪切強度[6]。為保證形成適量厚度的IMC層,控制整體共晶時間為2-3min,其中共晶熔融時間為15-30s,此條件下IMC層厚度可控制在0.3μm-0.9μm之間,共晶芯片剪切強度超過9.15kgf,符合GJB548B-2005要求。
4 測試驗證
共晶焊接相對于環氧焊接優勢在于其熱阻更小,能滿足大功率芯片的散熱要求,因此共晶焊接的熱阻情況十分重要。對于共晶焊結構的熱阻,可通過熱阻公式進行分析[7]:
其中,R為熱阻值,h為焊料層厚度,K為AuSn20焊料熱導率,S為焊料橫截面積。
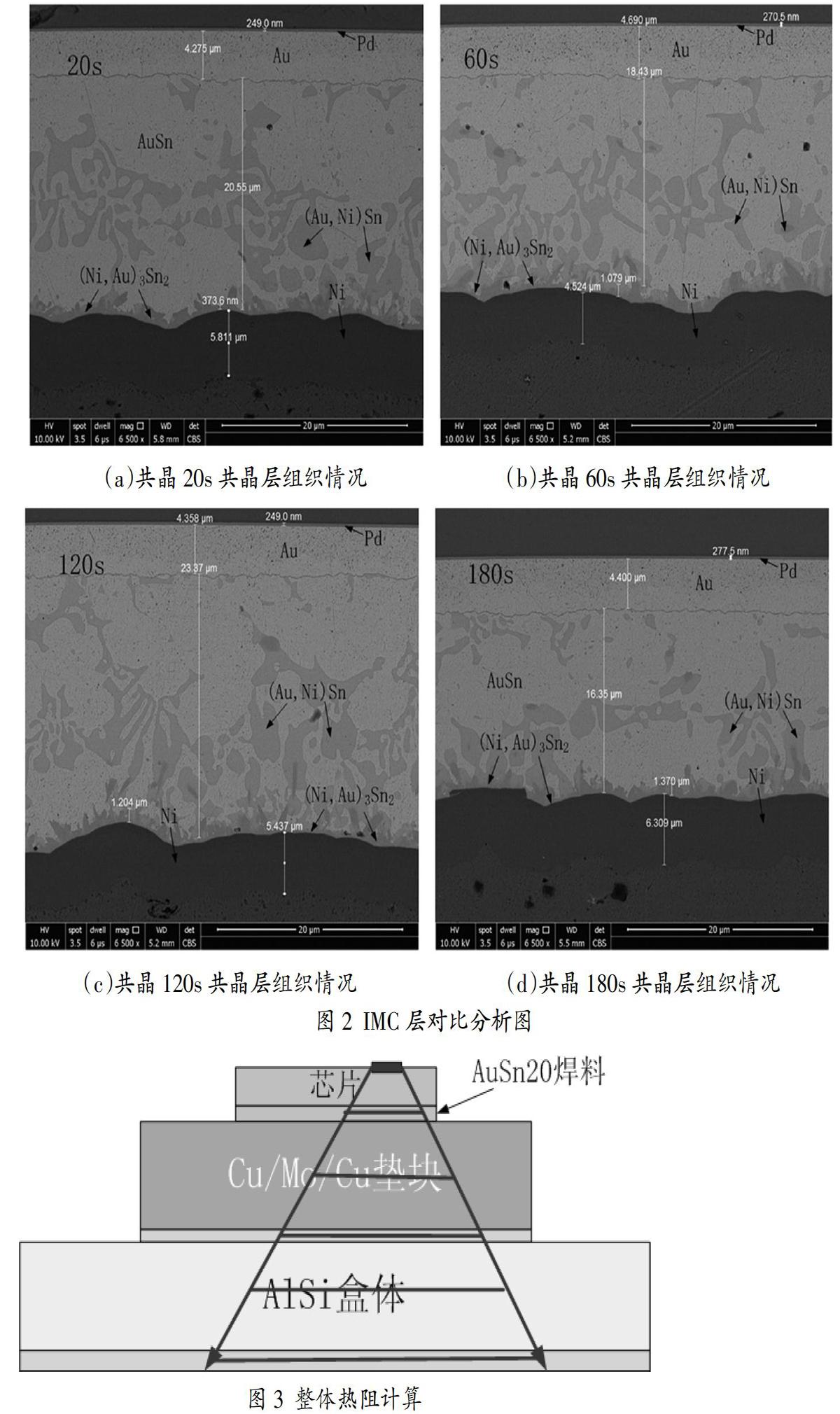
對于整體結構熱阻,其模型如圖3所示。分析過程按有源區擴散傳熱計算,按45°擴散計算,截面積按有效面積計算,即梯形面的中間剖面長寬積計算(粗實線所示),焊料面按有效面積計算,最后可得整體熱阻為3.2259℃/W,比環氧貼片熱阻減少58%。
共晶完成后,進行實際加電檢測,測量共晶結構的散熱性能。對共晶芯片進行加電檢測,通過熱成像儀測試芯片表面節溫,如圖4所示。芯片三級放大區域產熱較集中,因此此區域溫度較高。在滿負荷條件下,功率芯片最高節溫為93℃,滿足小于125℃的要求,說明共晶質量良好。
5 結論
本文針對GaAs功率芯片共晶焊接中空洞、虛焊問題,通過掃描電鏡分析合金層組織演變及界面,對共晶溫度曲線進行實驗分析,結果表明,共晶溫度曲線設置260℃、320℃的溫度梯度可以保證焊料的充分融化、浸潤,共晶熔融時間控制在15-30s可以形成適量的IMC層。對優化的共晶焊接面進行熱阻分析,在滿負荷條件下,功率芯片最高節溫為93℃,滿足小于125℃的要求,說明共晶質量良好。
參考文獻:
[1]龐婷,王輝.真空共晶焊接技術研究[J].電子工藝技術,2017,38(1):8-11.
[2]霍灼琴,楊凱駿.真空環境下的共晶焊接[J].電子與封裝,2010,10(11):11-14.
[3]夏艷.3D集成的發展現狀與趨勢[J].中國集成電路,2011,146:23-28.
[4]胡永芳,姜偉卓,丁友石,等.芯片共晶焊接焊透率測量系統改進研究[J].現代雷達,2010,32(11):97-100.
[5]賈耀平.功率芯片低空洞率真空共晶焊接工藝研究[J].中國科技信息,2013(8):125-126.
[6]張建宏,王寧,楊凱駿,等.真空共晶設備的改進對共晶焊接質量的影響[J].電子工業專用設備,2010,39(10):44-47.
[7]KELLER F,HUNTER M S,ROBINSON D L. Structural features of anodic oxide films on aluminum[J].J Electrochem Soc,1965,100:55-56.