鈦帶薄板的軋制工藝研究
2019-09-24 01:08:46李曉軍岳希星牛蓉蓉李有華陳國華鄭毅容耀
科技創新與應用 2019年25期
李曉軍 岳希星 牛蓉蓉 李有華 陳國華 鄭毅 容耀

摘? 要:測試了純鈦熱卷在不同軋制工藝下軋制薄帶的縱向、橫向同板差,板形及表面情況。結果表明,較大的入口張力是保證板形的必要條件,出口張力有助于大變形量的實現與厚度公差的穩定,變形量越大,所獲的產品表面質量越好。
關鍵詞:鈦帶;薄板;軋制工藝
中圖分類號:TG335? ? ? ? 文獻標志碼:A? ? ? ?文章編號:2095-2945(2019)25-0111-03
Abstract: The longitudinal and transverse difference, shape and surface of the strip rolled by pure titanium hot coil under different rolling processes were tested. The results show that the larger inlet tension is the necessary condition to ensure the shape of the plate, and the outlet tension is helpful to the realization of large deformation and the stability of thickness tolerance, hence the greater the deformation, the better the surface quality of the product.
Keywords: titanium strip; thin plate; rolling process
1 概述
鈦因具有比強度高、耐高溫、耐腐蝕等優點,被廣泛應用于航天、航空及船舶等領域,鈦帶有成品率高、厚度公差小、加工效率高等優點,目前在純鈦產品中鈦帶已經占很大比重。對于普通的鈦帶產品,生產工藝較為成熟,而鈦帶薄板受變形量大,軋制道次多,板形難以控制,易受抽料、斷帶等因素影響,軋制工藝比較復雜。需要在生產過程中對各項工藝參數進行微調探索,總結出各項參數對帶材軋制質量的影響規律,從而制定出最合適的軋制工藝。鈦材各向異性顯著,軋制反彈力高,因此冷軋采用森德威軋機可進行高變形阻力材料的高精度的多輥可逆式軋制。純鈦的拉伸強度與屈服強度隨加工率的增加而增大,加工率達20%以上時,強度在500MPa以上,延伸率隨加工率的增加而降低,加工率達20%以上時,伸長率降至10%以下。鈦在冷軋時,若道次壓下量大或軋制速度快,表面光潔度就降低,這就是軋輥和材料的熱粘現象,這時生成的微小磨損粉附著在軋輥或板材表面上,使板材表面粗糙,因此與相同尺寸的不銹鋼相比,壓下量、軋制速度都要低些,道次數也要多些。
國內0.5-0.7mm鈦加工制造,一直以來受到原材料和加工技術等多方面的制約,多年來一直掌握在日本、美國、法國、俄羅斯等國家的專業廠家手中。隨著國際社會對深沖成型鈦加工產品需求量的不斷增加,鈦帶卷材的用量也越來越大。特別是近年來板換用鈦帶、焊管用鈦帶、網板用鈦帶等產品應用的日益廣泛,行情看漲,國內雖已建成若干套完整的鈦帶生產線,但大多數僅停留在鈦帶產品的低端市場,0.5-0.7mm鈦帶的生產還均處于摸索階段。
2 實驗材料及設備
2.1 實驗材料
實驗所用原料是厚度為5mm的熱態帶卷,經聯合酸洗線酸洗、切邊后,在森德威20輥軋機上軋至半成品厚度,然后經脫脂、修磨、熱處理后返回森德威20輥軋機軋至成品規格。采用不同的道次變形量、軋制力、前后張力等工藝參數對大量帶卷的軋制情況進行記錄總結,探索最佳的薄板軋制工藝。
選用2兩個卷,不同Fe、O成分,進行板換料生產,執行同樣的生產工藝,對最終產品性能,成型性進行對比分析;選用8個卷,進行1.0mm,INEOS鈦帶生產,通過對比軋程變形量、最終道次變形量、軋制速度,分別進行冷軋后、退火后(相同的退火制度)、拉矯后、矯直后、平整后板形跟蹤測量,進行匯總分析;同時進行產品晶粒尺寸、成品性能的跟蹤分析。
2.2 實驗設備
實驗采用的設備是森德威四柱式二十輥軋機,采用塔形輥系布置,軋制力從工作輥通過中間輥傳到支撐輥裝置,并最終傳到上下機架上。森德威軋機具有高壓下量的軋制構造,是由外徑約60~85mm的工作輥等上下共20個輥組合而成。可以提高軋制效率,進行高品質、高強度材料的軋制。工作輥在整個長度方向有多點支撐,因此軋輥彎曲變形極小,在軋件的寬度方向上,可以獲得非常精確的厚度偏差。森德威四柱式二十輥軋機為開口機架,上機架可以和下機架產生相對傾斜,因此,具有軋輥傾斜調整功能,以適應楔形軋件的軋制。但是,由于機架是分體結構,軋制力最終由連接上下機架的4個立柱來承受,機架的整體剛性較整體機架的森吉米爾軋機稍差。
軋機的輥縫開口度大,達到150毫米。整體式軋機的開口度僅為5到7毫米。大開口度大大方便了穿帶及帶鋼尾部穿過軋機。特別是在帶鋼較厚時(4-6毫米),整體式軋機必須使用開卷機,否則穿帶極為困難。另外不使用開卷機時,可在軋制第一道次時即可使用大張力,這樣就助于壓下及控制板型,同時也節省輔助時間,提高產量。
SUNDWIG裝備了激光測速儀和張力計,速度和張力實測得到,四立柱液壓缸直接壓下,壓下位置及軋制力可直接檢測,壓下反應時間快,只有20MS,有利于厚度精度的控制。SUNDWIG采用A、D輥凸度調節,頭部錐度的第1中間輥竄動(推-推式),四立柱軋機的上半牌坊傾斜控制。SUNDWIG獨有的上半牌坊傾斜用于控制單邊浪的板形控制方法,板形控制能力強。串輥在軋制速度大于20MPM時就可開始中間輥竄動,因此SUNDWIG軋機可在軋機剛剛啟動時即進行板型調整,提高滿足板型要求成品率,而且根據生產經驗,軋機板形異常、引起斷帶的事故大部分發生在各道次剛啟動的低速狀態時,因此SUNDWIG的板形控制系統有利于生產。SUNDWIG采用包膠板形輥,并且刮油器采用3M公司的FLEECE(非金屬)精刮油器用于BA板生產,保證帶鋼表面無任何輥印、輥痕、震痕等缺陷,保證產品表面質量。SUNDWIG采用自動換輥機器人(可選項),可以避免人工換輥造成的表面缺陷,減少停機時間。SUNDWIG軋機的軋制油噴射系統噴嘴設計合理,在同等條件下可提高冷卻能力30%,有利于提高軋制速度,提高產品產量。
3 結果及分析
3.1 初期半成品軋制工藝
來料規格為5.0mm×1140mm×C,狀態R,軋至半成品厚度為1.3mm,總變形量為74%,工藝參數如圖1所示:
由圖1可以看出整個軋程道次變形量相對平穩下降,軋制力與軋制速度比較平穩,背輥凸度值比較穩定,軋后板形良好,后幾道次張力偏小所以表面產生橫紋。
3.2 初期成品軋制工藝
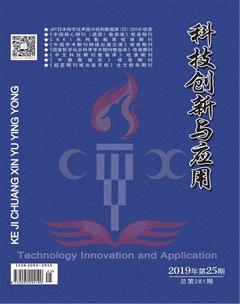
來料規格為1.3mm×1140mm×C,狀態M,有粘結,軋至成品厚度為0.4mm,總變形量為69.23%。工藝參數如圖2所示。
由圖2可以看出整個軋程道次變形量偏大,張力偏小,軋制力不穩定,背輥凸度居高不下,軋后板形不良,出現席紋(如圖3所示),且第2、5道次抽料。
3.3 后期半成品軋制工藝
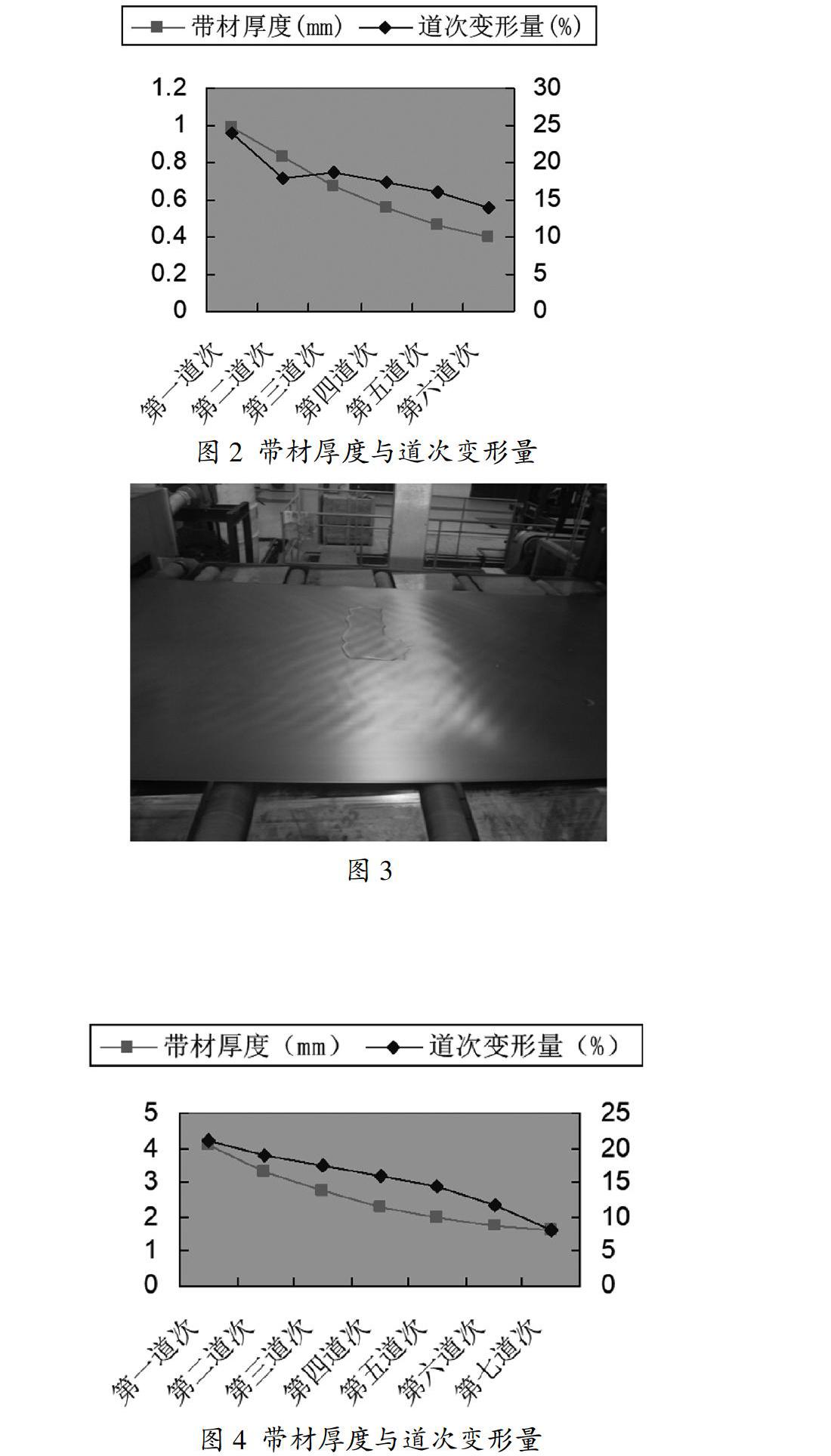
來料規格為5.0mm×1080mm×C,狀態R,軋至半成品厚度為1.6mm,總變形量為69.23%,工藝參數如圖4所示:
由圖4可以看出整個軋程道次變形量相對平穩下降,軋制力比較平穩,背輥凸度值比較穩定,張力值較適宜,軋后板形良好。
3.4 后期成品軋制工藝
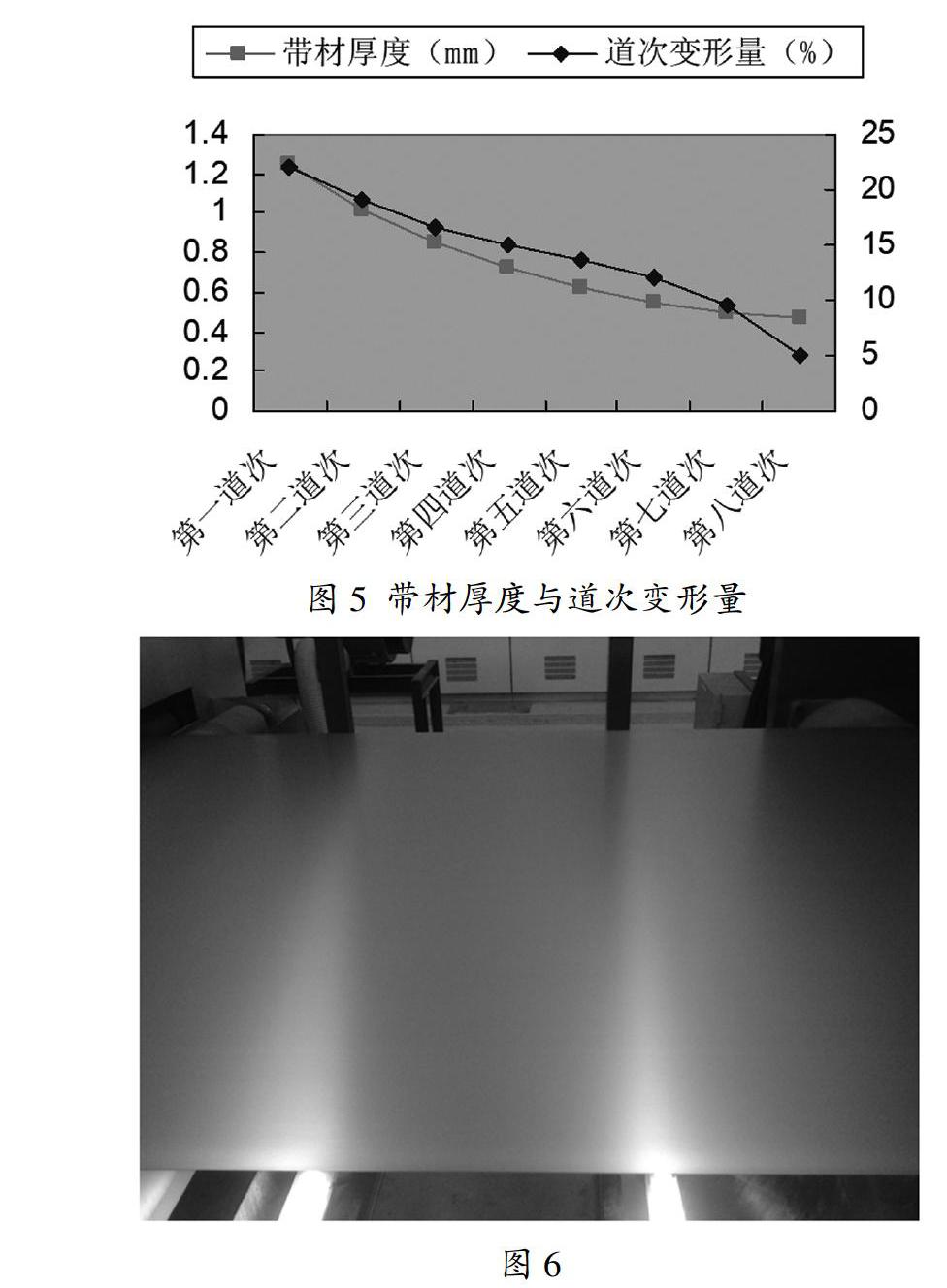
來料規格為1.6mm×1080mm×C,狀態M,局部有粘結,軋至成品厚度為0.47mm,總變形量為70.63%。工藝參數如圖5所示。
由圖5可以看出整個軋程道次變形量相對平穩下降,末道次變形量較小,軋制力與軋制速度比較平穩,背輥凸度值比較穩定,張力值比前期實驗增大,軋后板形良好(如圖6所示),表面良好。
4 結論
(1)入口張力是影響板形的重要因素,較大的入口張力能夠有效地減少席紋缺陷的產生,出口張力能夠使帶材迅速達到指定厚度,對軋制的穩定有很大影響。
(2)修磨過的帶卷成品軋程變形量越大,帶材表面質量越好。
(3)成品道次變形量過大使板形難以控制。
(4)二十輥軋機采用自動厚度控制系統,該系統測厚的優點:具有較高的測量精度;被測帶材溫度的變化、表面乳化液或油的污染、機械跳動等對測量結果影響不大;可以進行連續測量,并實時反饋測量結果。
(5)鈦帶軋制板形控制也是全自動的電腦控制,它的板形控制系統中包括了板形測量輥、信號處理裝置、帶材應力分布及板形曲線顯示器等板形檢測手段和支撐輥壓下、一間輥軸向移動、工作輥凸度、以及軋機機架傾斜等調整系統。而且都是靠計算機來實現,操作方便,板形儀反饋信息比較直觀,對操作手及其他人為因素影響較小。而且板形測量儀可以準確地控制帶材的張力達到所需要的分布;控制計算機將測量的帶材的張力分布和軋制工藝所給定的帶材張力的設定分布進行比較,通過輥形調整而修正它們的差距。
參考文獻:
[1]李耀群,佟大瑞.多輥軋機冷軋技術[M].北京:冶金工業出版社,1978.
[2]廖力清.可逆軋機最優平穩速度引導和張力控制[M].長沙:中南工業大學出版社,1993.