不同方法堆焊INCONEL 625合金焊接工藝對比與分析
2019-09-28 07:26:20
電焊機(jī) 2019年9期
關(guān)鍵詞:工藝
(青島蘭石重型機(jī)械設(shè)備有限公司,山東青島266426)
0 前言
聚酯纖維,俗稱滌綸,占我國化纖總產(chǎn)量的78%,而PTA占滌綸總用量的75%,大量的市場需求催生了PTA結(jié)晶器等化工設(shè)備的制造熱潮[1-2]。近期,青島蘭石重型機(jī)械設(shè)備有限公司為某石化三期PTA工程制造了一批PTA結(jié)晶器,PTA結(jié)晶器下半段材質(zhì)為 SA516Gr70(N)+堆焊 INCONEL 625,筒體內(nèi)徑達(dá)φ7 000 mm,該設(shè)備主要介質(zhì)為:水、對苯二甲酸、苯、醋酸、苯酸、氫氣等,設(shè)計(jì)溫度280℃,設(shè)計(jì)壓力6.0 MPa,苛刻的使用環(huán)境需要使用INCONEL 625作為內(nèi)襯。
該P(yáng)TA結(jié)晶器筒體內(nèi)壁大面積堆焊擬采用埋弧帶極堆焊和電渣帶極堆焊,局部堆焊使用焊條電弧堆焊和CO2氣體保護(hù)藥芯焊絲電弧堆焊,為考查上述焊接方法是否能滿足相關(guān)技術(shù)條件要求,本文分別使用4種焊接方法得到要求厚度的堆焊層,并對堆焊層的化學(xué)成分、力學(xué)性能及金相組織進(jìn)行分析,特別是對鎳基合金堆焊層晶間腐蝕速率進(jìn)行對比分析。
1 試驗(yàn)過程及結(jié)果分析
(1)堆焊。
取4塊(δ=50mm)Q345R鋼板分別用CO2氣體保護(hù)藥芯焊絲堆焊(FCAW)(S1)、焊條電弧堆焊(SMAW)(S2)、雙層埋弧帶極堆焊(SAW)(S3)、雙層電渣帶極堆焊(ESW)(S4)進(jìn)行INCONEL 625堆焊試驗(yàn),工藝參數(shù)如表1所示,堆焊層厚度約為7.0~7.5mm。
焊接完畢后按NB/T 47013.5-2015對堆焊層表面進(jìn)行100%PT,Ⅰ級合格。按NB/T 47013.3-2015對堆焊層與基材結(jié)合面進(jìn)行UT檢測,Ⅰ級合格。
(2)熱處理。
分別對4塊試板進(jìn)行模擬焊后熱處理,熱處理在電爐中進(jìn)行,工藝參數(shù)如表2所示。
(3)化學(xué)成分分析。
使用直讀光譜儀對4塊試板堆焊層表面以下3 mm處進(jìn)行化學(xué)成分分析,結(jié)果如表3所示。

表1 堆焊試驗(yàn)工藝參數(shù)

表2 模擬焊后熱處理工藝參數(shù)

表3 堆焊層化學(xué)成分 %
由表3可知,上述4塊試板堆焊層的元素含量基本符合SFA-5.14/SFA-5.14M中鎳及鎳合金裸焊條和焊絲規(guī)范ENiCrMo3T1-4和ERNiCrMo-3及GB/T 13814鎳及鎳合金焊條的要求,其中Cr含量均偏向20%~23%區(qū)間的下限,S3試塊Mn含量超出≤0.5%標(biāo)準(zhǔn),S4試塊Fe含量超出≤5%的要求,經(jīng)對堆焊層厚度進(jìn)行測量,試塊S4堆焊層表面被銑平后堆焊層厚度不足3 mm。結(jié)合以往焊接工藝評定的經(jīng)驗(yàn),認(rèn)為造成S4中Fe含量靠近上限的主要原因是化學(xué)成分取樣位置過于靠近基材,造成堆焊層合金元素被稀釋,F(xiàn)e含量上升,而非焊材本身不合格或者是焊接過程中造成的燒損。經(jīng)加倍取樣,保證光譜檢測部位距離堆焊層與基材結(jié)合面不小于5 mm,其成分如編號S4-1所示。
堆焊層 C、Cr、Ni、Fe 元素含量曲線如圖 1 所示。由圖1可知(S4-1不參與比較),4種焊接方法所得到的試樣中C與Fe元素含量基本呈反相關(guān)性,說明Fe元素往堆焊層中稀釋程度遠(yuǎn)較C元素明顯,而Cr、Ni元素并無明顯的相關(guān)曲線。綜合分析可知,F(xiàn)e元素隨與結(jié)合面的距離稀釋程度增加明顯。因此在產(chǎn)品堆焊過程中,均要求堆焊層厚度大于6.5 mm,其中第二層厚度≥3 mm,以保證堆焊層表層的耐蝕元素成分。
(4)晶間腐蝕試驗(yàn)。
根據(jù)GB/T 4334-2008中硫酸-硫酸鐵法的要求,加工試樣并用分析天平稱重,在沸騰的硫酸-硫酸鐵溶液中保持120 h后,再次稱重,最終結(jié)果如表4所示。
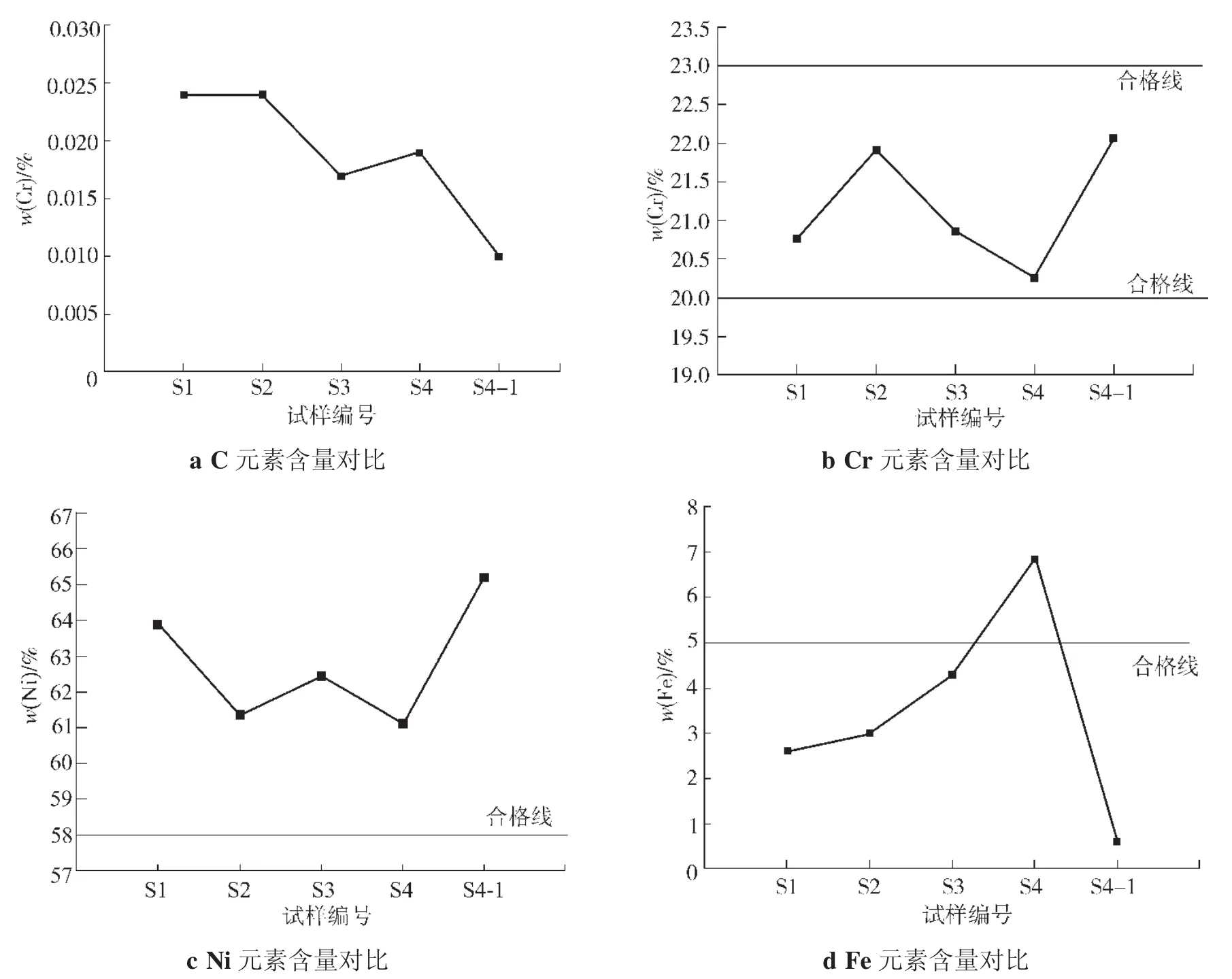
圖1 堆焊層主要成分元素含量對比

表4 堆焊層晶間腐蝕試驗(yàn)
對比4塊試樣發(fā)現(xiàn),其腐蝕速率差別較大,S2、S4的腐蝕速率大于S1、S3,對照表3可知,S1、S3成分中耐腐蝕元素Ni略低于S2、S4,說明在相同腐蝕條件下,Ni元素能有效地提高材料的耐腐蝕性能。該4塊試板的腐蝕速率均符合相關(guān)產(chǎn)品的技術(shù)條件要求。
(5)彎曲試驗(yàn)。
按照GB/T 2653-2008分別對4塊試板取大側(cè)彎(垂直和平行焊道各 2 件,D=4a,a=10 mm,α=180°)、小側(cè)彎(垂直和平行焊道各2件,D=4a,a=3 mm,α=180°)進(jìn)行彎曲試驗(yàn),彎曲后經(jīng)檢查堆焊層、堆焊層與基材結(jié)合面均無裂紋產(chǎn)生。
(6)金相組織。
分別對4塊試板的基材使用5%硝酸酒精溶液腐蝕,堆焊層使用10%草酸溶液電解浸蝕,制作金相試樣。在金相顯微鏡下進(jìn)行觀察,結(jié)果如圖2~圖5所示。
由圖可知,基材均以珠光體+鐵素體為主,堆焊層組織多為奧氏體,呈現(xiàn)嚴(yán)重枝晶化,且大范圍枝晶發(fā)展方向一致,這樣容易造成堆焊層組織各向異性,影響整體性能。鎳基合金熱傳導(dǎo)能力相對較弱,堆焊層成長為規(guī)則的枝晶組織,說明在焊接過程中存在較大過熱,且熔池冷卻速度過快,熔敷金屬成分來不及均勻化,形成枝晶,這也是焊接快速冶金過程的重要特征[3-5]。而焊后熱處理由于溫度達(dá)不到堆焊層組織再結(jié)晶溫度,對于這種由枝晶組織造成堆焊層成分偏析,進(jìn)而導(dǎo)致耐腐蝕性能下降的作用無法緩解。

圖2 S1手工CO2氣體保護(hù)藥藥芯電弧焊(FCAW)基材及堆焊層組織

圖3 S2焊條電弧焊(SMAW)基材及堆焊層組織

圖4 S3雙層埋弧帶極(SAW)基材及堆焊層組織

圖5 S4雙層電渣帶極(ESW)基材及堆焊層組織
對比4種焊接工藝得到的堆焊組織可以看出,帶極堆焊層晶粒度明顯大于手工焊堆焊層,且排列整齊,說明帶極堆焊層整體熱輸入量大,熔敷金屬晶粒生長較為規(guī)則。
2 結(jié)論
(1)CO2氣體保護(hù)藥芯焊絲堆焊、焊條電弧堆焊、雙層埋弧帶極堆焊、雙層電渣帶極堆焊4種焊接方法得到的INCONEL 625合金堆焊層均能滿足相關(guān)標(biāo)準(zhǔn)及技術(shù)條件的要求。
(2)鎳基合金堆焊層熔敷金屬熱傳導(dǎo)能力較弱,為保證耐腐蝕性能,在焊接過程中使用較小焊接電流、較高的焊接電壓以及較快的焊接速度以控制晶粒的成長及形態(tài)。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
