汽車模具鑄件生產車間電爐的選擇
2019-10-09 02:08:22孫明杰
中國鑄造裝備與技術 2019年5期
關鍵詞:生產
孫明杰
(中機第一設計研究院有限公司,安徽合肥 230601)
2017年我國汽車市場全年銷量約2894.2萬輛,2018年中國汽車全年銷量約2808萬輛,相應汽車模具鑄件需求量巨大。隨著環境污染和能源危機的日益加重,減輕車重、降低油耗成了汽車行業綠色發展的重要方向。
在保證汽車的強度和安全性能的前提下,主機廠都在尋求各種輕量化技術來降低汽車整備質量,在汽車眾多零件中,輕量化的覆蓋件正備受業內關注,覆蓋件質量的提升對鑄造模具的制造能力和技術力量提出了更高的要求,同時要求模具鑄造企業發展專業化生產。
目前國內部分汽車模具企業新上鑄造生產工廠,徹底解決現實采購鑄件帶來的質量及交貨期問題。
汽車模具鑄造工廠的工藝采用實型樹脂砂鑄造工藝。包含熔煉、造型、砂再生、清理、熱處理等工序,本文主要討論工藝設計中電爐的選擇。
以某公司新建汽車模具鑄造工廠生產綱領為基礎,生產綱領為30000t/a,最大件重量為12t。產品重量具體分配比例見表1。
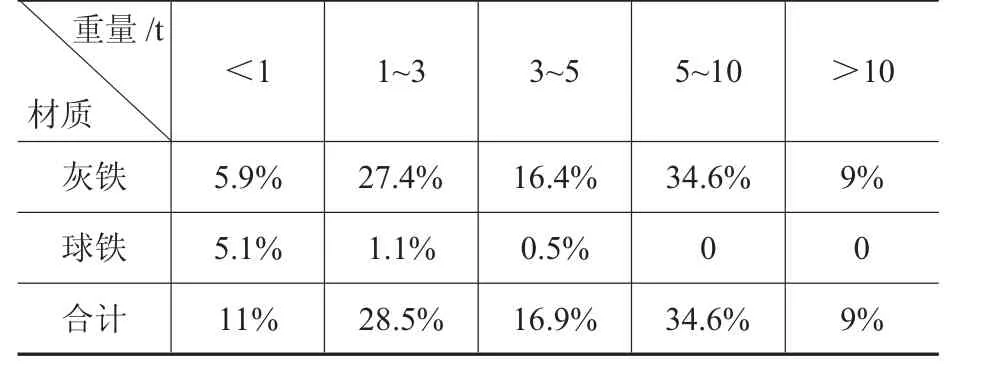
表1 產品重量分配表
1 熔煉能力計算
年時基數按4016小時,工藝出品率75%,廢品率2%,不平衡系數取1.2。
則每小時需鐵水量30000×1.2×1.02/75%/251/16=12.19(t)。
2 電爐能力的選擇
(1)考慮最大件重量12t,需鐵水12/0.75=16(t),選擇兩套8t/h電爐。
電爐負荷率為12.19/16=76%。滿足生產能力需要。
(2)電爐電源功率選擇需合適,以滿足生產需要。
電爐的工作頻率越高,其允許功率密度值越高。由于同樣容量的電爐配置高功率后,其單位時間內輸入到爐料中的有效能量增加,熔化時間降低,使得電爐的總效率得以提高,熔化單耗也降低,且具有同等生產能力的此類電爐的容量小,占有空間也小,總投資也有所減少。
從制造技術來說,配置更高的功率密度都可實現。主要受到爐襯的使用壽命和生產管理及配套設備兩個因素的限制。因為在高功率密度情況下,電爐工作的爐襯會受到強烈的熔液攪拌效應的沖刷,對爐襯的要求會有相應的提高。而目前國內的爐襯質量尚未能與之相適應。此外,由于配置高功率密度的感應熔化電爐的生產能力大,需要配置相應的自動化加料裝置,否則電爐的功率利用系數將大大降低,失去高功率密度的意義。
3 電爐型式的選擇
(1)隨著固態中頻變頻電源控制技術的快速發展以及電子開關器件的優質、低價,其電效率的轉換已逐步提高到目前的96%~97%。作為金屬保溫和熔化設備,企業對中頻電爐的選擇是高可靠性、高效率、低成本。大量的生產實踐證明,大容量、高功率、低能耗的中頻電爐越來越被人們所關注,尤其在鑄造領域中,中頻電爐能提供高質量的鐵水和鋼水,便于在熔化過程中控制溫度和化學成份。大型中頻爐,尤其是1噸以上的中頻爐,優選優質的器件和材料,可靠、高效、低成本的效果越明顯。故選擇中頻感應電爐。
(2)電爐電源、爐體配置有多種方式,有一拖一方式(一套電源對應一臺爐體),一拖二方式(一套電源對應兩臺爐體),一拖三方式(一套電源對應三臺爐體)。
一拖二作業方式基本是一臺爐體熔煉,一臺爐體保溫,此種方式很適合鑄造生產線,滿足大批量生產的鐵水需求。
一拖三方式基本以滿足生產大型鑄件時使用,兩臺小爐體+一臺大爐體,正常生產時,一或兩臺小爐體作為熔煉使用,大爐體停用;生產大型鑄件時,小爐體用來熔煉,大爐體用來保溫,熔煉后倒包進入大爐體保溫,然后澆注鑄件[2]。
一拖一方式的中頻電爐,一爐體熔清鐵水準備澆注,其變頻電源功率立即降低到保溫,另一套變頻電源帶動另一臺裝滿新爐料的爐體做滿功率熔化,中頻電爐熔化利用率達100%。這種方式可以向兩臺爐子單獨送電也可以同時送電,避免了切換開關,不必在熔煉中將電源切換到保溫爐子上以保持必要的澆注溫度。
大型爐容中頻電爐烘爐時間長,采用一拖一方式,即使在一臺爐子烘爐時,也能保證另一臺爐子正常生產,從而實現鐵液的及時連續供應,提高生產率和設備利用率,降低能耗,實現了烘爐不停產[1]。
項目產品為單件小批量生產,且鑄件最大件僅12t,所占比例很小,可作為特殊件處理,熔煉澆注合用兩臺電爐生產。項目選擇一拖一方式較為合理。
4 電爐布置的比較
(1)占地面積比較。目前電爐布置方式以爐體—電源—變壓器一字排開居多。兩套一拖二電爐占地面積比兩套一拖一電爐大近一倍,采用一拖一電爐節約了場地,有效提高廠房利用率。
(2)設備投資比較。兩套8t/h一拖二電爐比兩套8t/h一拖一價格約高出10%~15%,且多了兩臺加配料小車的費用。
5 結語
根據以上分析,汽車模具鑄件產品種類多,單件小批量,重量差距大,此類產品生產車間內的電爐盡量選擇合適的高密度功率配置,一拖一電源—爐體方式為宜。
此種選擇不僅滿足汽車模具鑄件的正常生產,有效達到節能目的,且提高了廠房利用率,節約了前期設備投資費用。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
