影響低碳高強鋼中心偏析和帶狀組織的因素及改進措施
2019-10-09 11:05:04劉永前趙江濤王立新
上海金屬 2019年5期
梁 文 劉永前 胡 俊 趙江濤 王立新
(1.寶鋼股份中央研究院武漢分院,湖北 武漢 430080;2.武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室,湖北 武漢 430081)
帶狀組織是指沿鋼材軋制方向形成的以鐵素體為主的帶與以珠光體或貝氏體、馬氏體為主的帶彼此堆疊而成的組織形態[1]。鋼帶中的帶狀組織與鑄坯中的中心偏析有密切的關聯性[2-3]。連鑄坯中心偏析是指鋼中溶質元素在凝固過程中聚集于鑄坯中心線附近,導致中心線區域的性能發生較大變化。中心偏析一旦形成,后期加工很難消除[4]。連鑄坯的中心偏析和鋼板的帶狀組織均易引起產品的質量缺陷[5-7],如影響高碳鋼的拉拔性能,影響管線鋼的低溫沖擊韌性、抗應力腐蝕、抗氫致開裂性能,以及影響船板、橋梁、容器用中厚板的韌性、焊接性能和厚度方向的力學性能,也增大了高強鋼成形開裂的風險。
現有的對中心偏析的研究主要針對中高碳鋼[8-9],對低碳鋼(w(C)≤0.12%)的研究很少[10]。目前制造行業大量使用的冷成形高強鋼基本屬于低碳鋼,如存在帶狀組織,將影響材料的加工,因此研究低碳鋼的中心偏析和帶狀組織對鋼板性能的影響具有重要的意義。本文對3種不同碳含量的高強鋼鑄坯的中心偏析和成品鋼材的帶狀組織進行了分析,探討了改進措施。
1 試驗材料及方法
試驗用鋼為某鋼廠冶煉的3爐600 MPa級高強鋼,為了彌補碳含量降低導致的強度損失,提高了碳含量最低的試驗鋼A的鈦含量,以確保其力學性能不受影響。試驗用鋼的化學成分見表1。

表1 試驗用鋼的化學成分(質量分數)
3種鋼的連鑄和軋制工藝均相同,鑄坯截面為230 mm×1 650 mm,成品鋼板截面為8 mm×1 600 mm。采用LEICA DM6000金相顯微鏡和島津EMPA-1720電子探針顯微分析儀檢測鋼板的顯微組織。
對鑄坯試樣進行熱處理,工藝為1 250 ℃×150 min,空冷至室溫,模擬鑄坯的熱軋加熱工藝。在鑄坯橫截面的邊部、1/4和1/2寬度處,沿厚度方向各取50 mm寬試樣,取樣位置見圖1(a)。距鑄坯試樣上表面10 mm處取第一個樣,然后每隔20 mm取一個樣,鑄坯厚度中心取樣密度加大,用Thermo Scientific ARL-4460直讀光譜儀線掃描測其碳含量,得出鑄坯不同寬度處沿厚度方向的碳濃度梯度,具體取樣位置見圖1(b)。采用納克OPA-100金屬原位分析儀檢測熱處理前、后鑄坯橫截面的邊部、1/4和1/2寬度處試樣厚度方向中心部位的化學成分,以研究熱軋改善鑄坯中心偏析的效果,掃描面積為24 mm×36 mm,面掃描位置如圖1(b)所示。掃描結束后用OPA軟件處理數據,得到鑄坯不同寬度處試樣厚度方向中心部位的各元素三維濃度分布。

圖1 鑄坯取樣示意圖
2 試驗結果
2.1 硫印試驗
刨、銑、打磨鑄坯的橫截面,對其進行熱酸腐蝕,偏析區域因形成硫酸鹽或硝酸鹽而呈深色,能直觀地表明鑄坯中心偏析的位置和嚴重程度,如表2、圖2所示。

表2 試驗鋼的低倍檢驗結果
由表2可知,除碳含量最高的鋼C的中心偏析略高外,鋼A、鋼B的檢驗結果均相同。
由圖2可知,中心偏析處于鑄坯厚度方向的中心,但在寬度方向上的分布不均勻,鑄坯寬度1/4處最嚴重,大量的點狀偏析連成線;1/2鑄坯寬度處次之,呈斷續的線狀或點狀;板邊部最好,特別是距邊緣15 mm以內的范圍內,幾乎觀察不到中心偏析。對比鋼A、C可知,碳含量高的鋼C鑄坯的中心偏析程度明顯比鋼A嚴重。

圖2 鋼C鑄坯邊部(a)、1/4(b)和1/2寬度(c)處及鋼A鑄坯邊部(d)、1/4(e)和1/2寬度(f)處的低倍形貌
2.2 鑄坯成分線掃描
在鑄坯橫截面的邊部、1/4和1/2寬度處試樣沿厚度方向的碳濃度分布梯度如圖3所示。
圖3顯示,鑄坯厚度中心存在嚴重的成分偏析,碳含量最高;在中心偏析兩側的狹窄區域,存在負偏析區。圖3(a)顯示,碳在鋼A的1/4寬度處偏析最嚴重,1/2寬度處次之,邊部最輕微。這種變化趨勢與硫印試驗結果相吻合。圖3(b)表明,在鑄坯的1/4寬度處,鋼C的偏析最嚴重,鋼A最輕,說明隨著碳含量的增加偏析加劇。
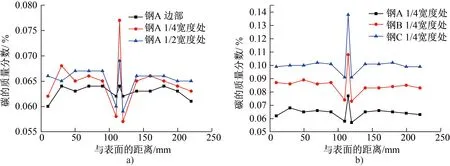
圖3 碳在鋼A鑄坯不同部位(a)和在3種鋼鑄坯1/4寬度處(b)沿厚度方向的分布
2.3 鑄坯成分面掃描
圖4為鋼C鑄坯1/4寬度處試樣厚度方向中心部位的各元素三維濃度分布圖。
圖4顯示,鋼C鑄坯中相同部位各元素的偏析程度也不同,硫的偏析最嚴重,磷和碳的偏析次之,鈮和鈦的偏析呈點狀,錳的偏析最輕。碳的整體質量分數已達0.14%,且存在一條含量更高的帶狀區域,與鑄坯厚度的中心部位重合。

圖4 鋼C中各元素在鑄坯1/4寬度處的三維濃度分布圖
鋼A和鋼B鑄坯不同部位元素的偏析規律與鋼C相同,但偏析程度較輕。這與低倍硫印試驗結果相吻合。
2.4 熱處理前后鑄坯成分面掃描
將鋼A鑄坯1/4處試樣進行1 250 ℃保溫150 min的熱處理,對熱處理前、后相同部位進行成分面掃描,對比典型元素碳和磷,并對結果繪制三維分布圖,如圖5所示。

圖5 熱處理前、后鋼A鑄坯中碳和磷濃度的三維分布圖
圖5顯示,熱處理后鑄坯中碳和磷的偏析有所減輕,碳的質量分數最高值從1.0%下降至0.4%,磷含量最高值從0.028%下降至0.026%,說明高溫加熱在一定程度上有利于減輕中心偏析的程度。
2.5 顯微組織觀察
從鋼板上取樣,取樣部位與鑄坯的取樣部位接近,以研究鑄坯中心偏析與鋼板帶狀組織之間的關系。在鋼板橫截面邊部取第一個縱向試樣,每隔100 mm取一個試樣,直至鋼板中心。對其帶狀組織按GB/T 13299—1991進行評級,結果如圖6、圖7所示。
由圖6、圖7可知,由同一種鑄坯軋制的鋼板,其寬度方向上同樣存在帶狀組織分布不均勻的現象,其中1/4寬度處最嚴重,1/2處次之,邊部最輕。由圖7(b、e、h)可知,隨著碳含量的增加,鋼中帶狀組織越來越嚴重,不僅珠光體條帶的數量增多,單條珠光體帶和整個珠光體條帶的寬度也增大,如圖7(h)所示,鋼C在1/4寬度處的帶狀組織寬度達70 μm。
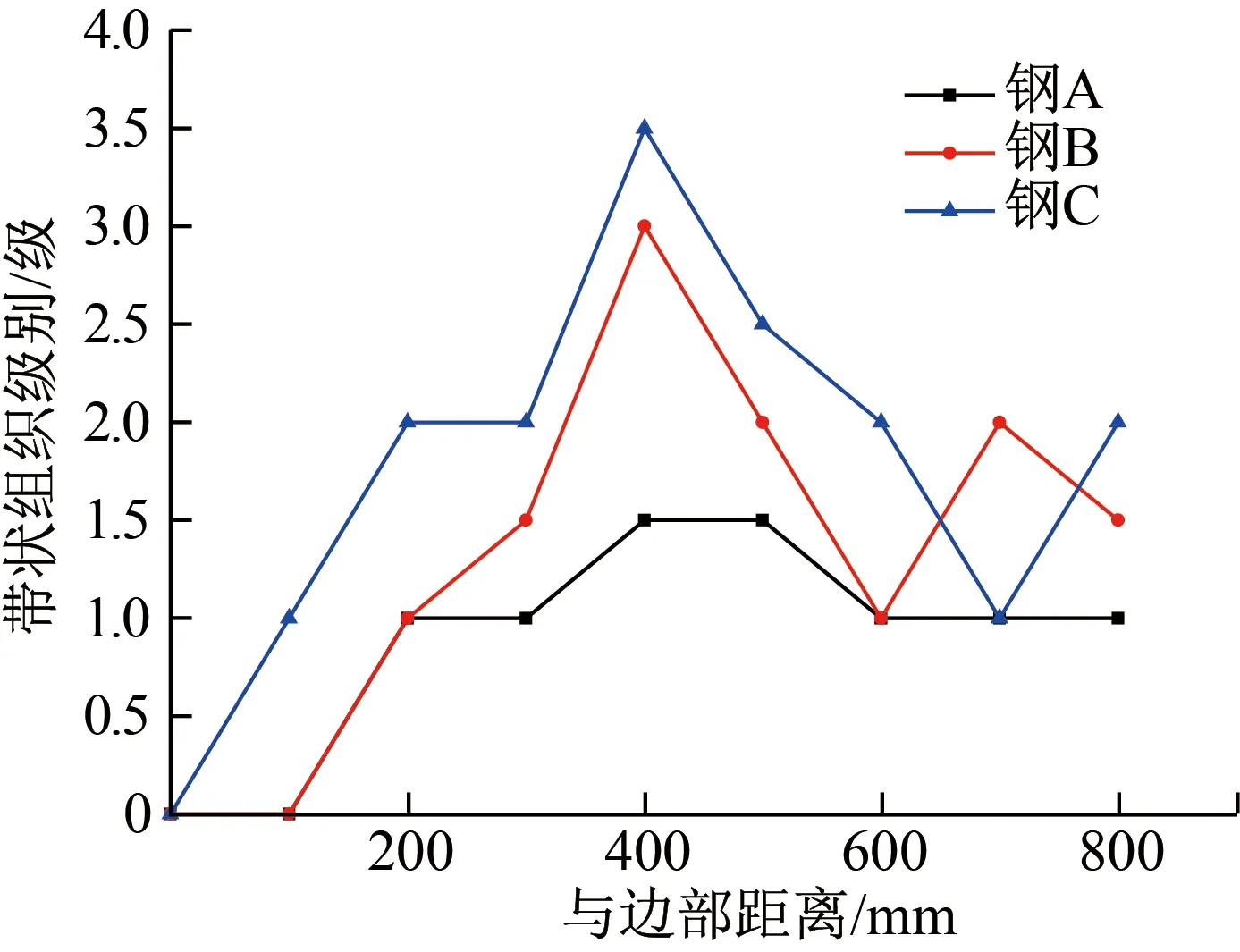
圖6 帶狀組織級別沿鋼板寬度的變化

圖7 3種鋼板不同寬度處顯微組織
2.6 成品鋼板面掃描
用電子探針顯微分析儀對鋼C 1/4寬度處的試樣(圖7(b))進行面掃描,結果如圖8所示。
由圖7(h)和圖8可知,鋼板帶狀組織中碳偏析最嚴重,寬度窄但顏色最深,錳也存在一定程度的偏析,較寬但顏色較淺。存在鈮和鈦的點狀偏析,應為微米級的鈮鈦復合物。硅、磷、硫幾乎無偏析。由此可見,鋼板帶狀組織中的元素分布與鑄坯中心偏析有一定區別。

圖8 鋼C 1/4寬度處檢測區域的形貌及帶狀組織中各元素的分布
3 分析與討論
3.1 鋼中元素對中心偏析的影響
鋼液凝固過程中,溫度降低至固液兩相區時,鋼中元素將會發生偏析。采用Scheil模型[11]對凝固過程中固相中各元素的含量以式(1)表示:
[%i]s=ki[%i]0×(1-fs)ki-1
(1)
式中:[%i]s為凝固過程中固相中元素i的質量分數;[%i]0為凝固初期液相中元素i的質量分數;ki為元素i的平衡溶質分配系數,碳、錳、磷、硫、鈦、鈮分別為0.13、0.84、0.13、0.02、0.33、0.32[12-13];fs為凝固分數,其與純鐵溫度Tm(1 809 K)、液相線溫度TL和固相線溫度TS的關系如式(2)所示:
(2)
將鋼A和C的成分代入式(1)、(2),并對碳、錳含量作圖,如圖9所示。
隨著凝固過程的進行,鋼中的碳、錳均發生偏析,特別是凝固末端,偏析程度明顯增大。鋼A凝固末端碳的質量分數達到了0.95%,鋼C凝固末端碳的質量分數達到了1.51%,是原始含量的14倍。而錳僅為原始含量的2.1倍。計算與試驗結果差別較大,可能與連鑄過程采用電磁攪拌改善中心偏析有關。由此可知,溶質元素的偏析程度與其分配系數ki有關,ki值越小,則先后結晶出的固相成分差別越大,偏析也越嚴重[14]。

圖9 鑄坯凝固前沿液相中的碳、錳含量隨凝固質量分數的變化
3.2 連鑄過程對中心偏析的影響
由上述檢測結果可知,偏析發生在鑄坯的1/2厚度處,在1/4寬度處最嚴重,1/2寬度處次之,邊部最輕,這與其他學者的研究結果相同[15]。寬度方向上中心偏析分布不均的現象主要與鋼液連鑄過程有關[3,16],鋼液中的紊流引起鑄坯不同部位冷卻不均是造成鑄坯寬度方向上中心偏析分布不均的主要原因。
3.3 中心偏析與帶狀組織的關系
Strecken[2]、紀元等[17]的試驗證明了鑄坯偏析的遺傳性,認為鑄坯的中心偏析一旦形成,則很難通過后續加工完全消除,會遺傳至成品。且成分偏析越嚴重,形成的帶狀組織也越嚴重[18]。本文鑄坯厚230 mm,中心偏析厚度約為2 mm(圖2(c)),軋制成8 mm厚的鋼板,帶狀組織厚約70 μm(圖7(h)),可見在厚度上,鑄坯的中心偏析和鋼板的帶狀組織成比例關系。綜合來看,中心偏析和帶狀組織在橫截面上的分布及嚴重程度均具有很高的吻合度。中心偏析帶偏析元素的種類較帶狀組織的偏析元素多,這可能與熱軋過程中元素的擴散有關。
3.4 帶狀組織評級的局限性
目前,中低碳鋼中帶狀組織的評定采用GB/T 13299—1991《鋼的顯微組織評定方法》,該方法是在100倍下,選擇檢測部位各視場中最嚴重處進行評定,即標準視場(直徑為80 mm)內貫穿視場的珠光體條帶數量,但未規定珠光體條帶的寬度。
從對鑄坯中心偏析和鋼板帶狀組織的分析可知,帶狀組織在鋼板橫截面上的分布不均勻,如圖10所示。

圖10 帶狀組織在鋼板中的分布示意圖
若檢測區域選擇P2,則無貫穿視場的珠光體條帶;若檢測區域選擇P3,則存在3條貫穿視場的珠光體帶。取樣部位的不同會造成帶狀組織檢測結果有較大出入,特別是在中心偏析呈點狀分布的1/2寬度處,磨制試樣過程中也會造成檢測結果有差異。
4 改進措施
4.1 成分及含量
由3.1節可知,在強度允許的情況下,降低鋼的碳含量,能顯著減輕鑄坯中心偏析,從而減少鋼板中的帶狀組織。
4.2 連鑄工藝
理論計算表明,當原始碳的質量分數為0.101%時,凝固末端碳的質量分數將高達1.51%,但實際測量結果僅為0.14%。除去直讀光譜測量光斑直徑較大(約15 mm)外,連鑄過程中采用的電磁攪拌大大減少了凝固末端的碳偏析。
4.3 熱軋工藝
由2.4節可知,鑄坯熱軋的加熱可在一定程度上減輕中心偏析。但期望通過熱軋工序來消除鋼板中的帶狀組織是不現實的,龍明建等[19]的研究結果表明,在1 200 ℃加熱26 h才能達到90%的均勻度,這在大生產中難以實現。
5 結論
(1)鑄坯中心偏析與鋼板帶狀組織存在遺傳關系,偏析發生在鑄坯的1/2厚度處,在1/4寬度處最嚴重,1/2寬度處次之,邊部最輕;隨著碳含量的增加,偏析越發嚴重。
(2)元素的平衡濃度分配系數不同以及連鑄過程鑄坯的冷卻不均勻,是造成鑄坯中心偏析的主要原因,分配系數越小,中心偏析越嚴重。
(3)帶狀組織在鋼板橫截面上分布不均,檢測標準不完善,現行的帶狀組織評級存在一定的局限性。
(4)通過降低碳含量,增加連鑄過程中的電磁攪拌工序,可大大減少低碳高強鋼的中心偏析;熱軋的加熱對改善碳的中心偏析較明顯,但對改善磷的中心偏析基本無效。