基于反向工程方法的易切削筆尖鋼關鍵工藝參數的探索
2019-10-09 11:05:06付文笙楊乾坤楊樹峰付建勛
上海金屬 2019年5期
關鍵詞:不銹鋼
付文笙 沈 平 楊乾坤 張 東 楊樹峰 付建勛
(1.省部共建高品質特殊鋼冶金與制備國家重點實驗室,上海 200444; 2.上海市鋼鐵冶金新技術開發應用重點實驗室,上海 200444; 3.上海大學材料科學與工程學院,上海 200444; 4.北京科技大學冶金與生態工程學院,北京 100083)
圓珠筆筆尖內徑通常不到1 mm,為了引導油墨流暢下滑,圓珠筆筆尖內部有很多高低不平的臺階和5條引導墨水的導油槽,每個導油槽的加工精度都要求在0.001 mm,并且筆尖的開口厚度要小于0.1 mm,加工誤差不能超過0.003 mm[1-3]。圓珠筆筆尖的基座與球珠、引導墨水的溝槽必須嚴格匹配,否則油墨下滑時就不均勻,導致筆畫粗細不均。極高的加工精度和裝配精度要求圓珠筆筆尖材料必須有非常好的切削加工性能[4]。早期,圓珠筆尖材料為含鉛的黃銅、鎳白銅,但由于這兩種材料的抗腐蝕性能較差,目前已基本被淘汰,不銹鋼已成為圓珠筆筆尖最常用的材料[5]。
不銹鋼通常按基體組織分為鐵素體不銹鋼、奧氏體不銹鋼和馬氏體不銹鋼等。由于馬氏體不銹鋼較硬而奧氏體不銹鋼加工硬化嚴重,所以圓珠筆筆尖均采用鐵素體不銹鋼[6-7]。開發易切削筆尖鋼的基本任務是向鐵素體不銹鋼中添加大量的易切削元素(相)來改善切削性能,成為易切削鐵素體不銹鋼[8]。
目前國內在易切削鋼生產實踐方面已積累了一定經驗,并能生產多種類型的易切削鋼,但是在圓珠筆尖用易切削鐵素體不銹鋼的生產方面基本處于空白。我國擁有3 000多家制筆企業,雖然在筆尖鋼的研發方面取得了一定的進展,但適用于自動制筆機的高端筆尖鋼材料卻高度依賴進口。
本文利用反向工程研究方法,對市售5種圓珠筆筆尖鋼的基體成分、易切削相組成進行了檢測分析,并通過試驗室冶煉尋找易切削相的最佳配比,以探索生產圓珠筆尖用超易切削不銹鋼的關鍵工藝參數。
1 筆尖鋼的成分、易切削相解析
1.1 筆尖鋼的化學成分
我國圓珠筆筆尖鋼近90%從日本等國進口,日本的筆尖鋼生產技術居世界前列。為此,選用了市場上具有代表性的3個日本品牌的4種圓珠筆筆芯和1個中國品牌的圓珠筆筆芯,類型包含油性筆和中性筆。5種圓珠筆筆芯的詳細信息如表1所示。
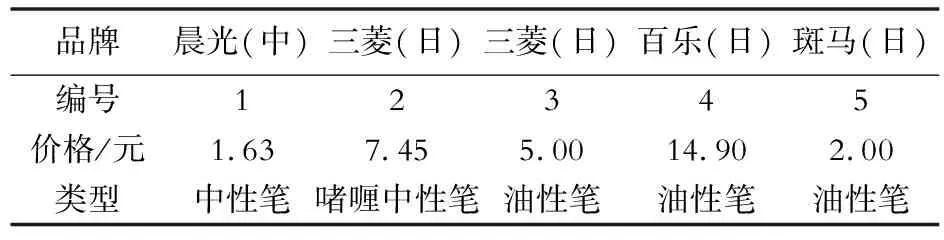
表1 5種圓珠筆信息
將圓珠筆芯拆成筆尖和墨水管,將筆尖部分的滾珠去除后,用酒精清洗筆尖中的墨水,吹干后備用。圓珠筆尖經鑲嵌、粗磨、精磨和拋光后,用電感耦合等離子體光譜儀(ICP)和碳硫分析儀測定化學成分,每種材料檢測2組取平均值,5種筆尖鋼的化學成分如表2所示。
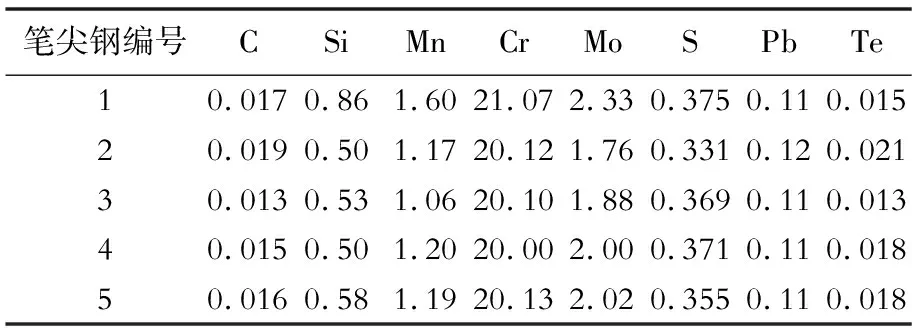
表2 5種圓珠筆筆尖鋼的化學成分(質量分數)
筆尖鋼屬于添加易切削相的鐵素體不銹鋼[7],從表2可見所選5種圓珠筆筆尖鋼均含有硫、鉛、碲3種易切削元素,為含硫-鉛-碲的易切削鐵素體不銹鋼。
硫是最常用的能改善鋼的切削性能的元素,硫系易切削鋼是易切削鋼的主流,許多新型易切削鋼也是以硫系為基礎發展起來的。通常鋼的易切削性能隨著鋼中硫含量的增多而提高,但硫含量過高會導致鋼材熱脆,惡化鋼的力學性能。因此,易切削鋼中硫的質量分數通常為0.08%~0.30%,最高可達0.4%。
成分檢測顯示,5種筆尖鋼中硫的平均質量分數在0.35%以上,均為典型的高硫易切削鋼。5種筆尖鋼的平均Mn/S值為3.45,僅3號鋼的Mn/S值低于3。較高的Mn/S值可保證硫元素以硫化錳夾雜物的形式存在于鋼基體中,硫化錳能割斷鋼基體的連續性,切削時作為應力集中源,使切屑易于折斷,形成小而短的卷曲狀斷屑,在切削熱的作用下,高溫軟化的MnS能在刀具和加工面之間起潤滑作用,減少刀具的磨損。
鉛是典型的易切削元素。室溫下鉛在鋼中的溶解度極低,通常以微小單質金屬顆粒分布于鋼中。鉛、硫復合加入鋼中后,鉛通常均勻分布或附著于硫化物的周圍,能明顯改善鋼的切削性能。鉛的熔點為328 ℃,在切削熱的作用下很容易發生熔融,在刀具和加工表面間起潤滑作用[8-9]。
鉛為有毒元素,在1 600 ℃高溫冶煉環境中添加鉛會產生鉛蒸氣。鉛蒸氣密度大、易下沉,會危害工人健康,導致血鉛中毒。并且,做為惰性元素的鉛加入鋼中后無法脫除,成為有害的殘留元素,影響廢鋼的再次利用。采樣的5種筆尖鋼中鉛的質量分數在0.11%~0.12%,相差不大。目前,歐盟已限制鋼中鉛的用量,故從環保的角度出發,不含鉛的筆尖鋼是未來發展的方向。
碲元素對鋼切削性能的提升具有重要作用。碲的添加可使硫化物轉變成球狀、紡錘狀,在切削時減小刀具上積屑瘤的尺寸,改善鋼的切削性能。因此,碲的添加對筆尖鋼中硫化物的形態調控及易切削性能的提升有明顯的作用。碲元素用于低碳高速切削鋼和高強度合金鋼中后,鋼的切削速度可達195 m/min,是普通鋼材的4倍。采樣的5種筆尖鋼中碲的質量分數在0.013%~0.021%[10-11]。
1.2 筆尖鋼中夾雜物
采用金相顯微鏡和帶能譜的臺式掃描電鏡對筆尖鋼縱剖面的夾雜物進行觀察與分析。圖1為5種筆尖鋼中夾雜物的形貌。從圖中可以觀察到有大量的淺灰色夾雜物,能譜分析表明,這些夾雜物主要為MnS,呈斷續、串鏈狀分布,其連續分布的長度一般大于50 μm。MnS是易切削鋼中最常見的易切削相,其塑性較好,通常為長條形,長寬比大于3。
采用帶EDS的背散射掃描電鏡在2 000倍下進一步觀察,發現多數MnS夾雜物串鏈分布的間斷處和兩端有另一白色附著相,能譜分析表明該白色相為Pb;還有一部分Pb呈圓球形(橢圓形)獨立存在于鋼中,在電鏡下呈白亮色,直徑約1~5 μm。
另外,在少數MnS間斷處還檢測到了碲,以MnTe或PbTe的形式存在。由于鋼中碲含量較少,絕大部分的碲固溶于鋼基體中,5種鋼中析出的碲化物數量均較少。碲化物通常包裹在硫化物的外圍,對改善硫化物的形態,特別是提升橢球狀的比例有重要作用[12]。開發不含鉛的易切削筆尖鋼,為保證其超易切削性能(切削性能優于含鉛易切削鋼),必須提高碲含量,即Te/S值。
利用Image Pro Plus圖像處理軟件對5種筆尖鋼中的夾雜物進行定量分析,結果表明:鋼中第一類夾雜物(硫化物)的面積比分別為1.27%、1.47%、1.13%、1.08%、2.04%,平均等效直徑分別為3.3、4.1、4.9、3.8、3.8 μm,夾雜物平均面積分別為11.52、21.77、28.75、19.81、17.97 μm2。比較可見,3號筆尖鋼中硫化物形態控制較好,夾雜物的平均等效直徑和平均面積均明顯高于其他4種筆尖鋼的,這對提高鋼的切削性能有利。
2 提高筆尖鋼中Te/S值的試驗
2.1 高溫熔煉試驗
碲作為易切削元素在易切削鋼中的作用不僅與碲的絕對添加量有關,更與Te/S值有重要關系[10]。含硫鋼中碲與硫是競爭性析出關系,Te/S值決定了碲在鋼中存在的形式及其對硫化物形態的調控能力[12-13]。無鉛超易切削筆尖鋼中由于缺少鉛這一易切削關鍵元素,必須進一步提升碲的添加量,并尋找最佳的Te/S值。為此,基于高硫易切削鋼進行碲對硫化物夾雜改質的試驗,尋找最佳的Te/S值。
利用管式高溫加熱爐開展碲對硫化物改質的冶煉試驗。試驗過程如下:(1)將高硫鋼試樣切割成每塊質量約500 g的小錠,對鋼錠表面進行打磨以去除氧化皮;(2)將鋼錠放入氧化鋁坩堝,為了防止高溫冶煉過程坩堝開裂,將氧化鋁坩堝放入石墨坩堝,再將石墨坩堝放入高溫電阻爐內,蓋上爐蓋;(3)加熱升溫,打開循環冷卻水,并通入99.9%(體積分數)高純氬氣保護;(4)通電升溫至1 600 ℃,恒溫30 min,使鋼樣完全熔融;(5)將用高純鐵皮包裹的4N級(純度99.99%)碲粉加入鋼液,保溫5 min后,采用鉬棒攪拌鋼液30 s,使成分均勻;(6)降溫至1 100 ℃時關閉電源,隨爐冷卻至室溫后取出鋼樣。

圖1 5種筆尖鋼中夾雜物的SEM形貌
設計4種碲加入量進行碲改質試驗,碲的目標加入量及實測結果見表3。
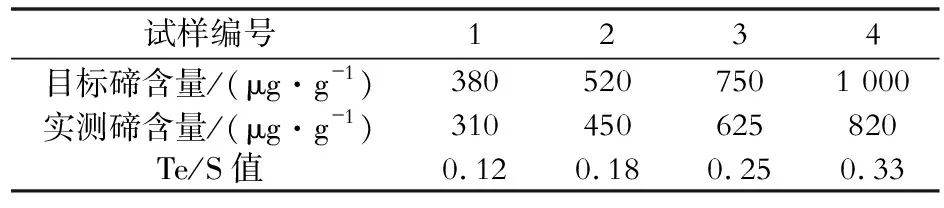
表3 碲的目標加入量及實測結果
2.2 夾雜物二維形貌
在鋼錠的中心位置截取尺寸10 mm×10 mm×12 mm的金相試樣,經打磨、拋光后,在Zeiss光學顯微鏡下觀察硫化物的形態和分布。利用Image Pro Plus圖像處理軟件對鋼中的易切削相—A類夾雜物進行定量分析(夾雜物的數量、尺寸、類型和分布)。4種不同碲含量試樣的金相照片如圖2所示,夾雜物的面積分數、等效直徑和長寬比如圖3所示。
硫含量相同時,硫化物的等效半徑越大,夾雜物缺口碎斷效果越顯著,相應地切削性能也越好。夾雜物的平均長寬比越小,說明越接近于橢球狀。當長寬比為1時,即為球狀夾雜物,此類硫化物造成鋼板性能的各向異性最小,有利于改善鋼的切削性能。碲的添加對含硫鋼中夾雜物的等效直徑(大小)和形態(長寬比)有重要影響。從圖3中可以看出,隨著Te含量(Te/S值)的增加,4種試樣中夾雜物的等效直徑分別為3.8、3.7、4.3、4.4 μm,夾雜物的平均長寬比分別為1.72、1.76、1.48、1.47。可見,當Te的實際添加量為625 μg/g(Te/S=0.25)時,硫化物的尺寸最小、形態最佳。
2.3 夾雜物三維形貌
為了進一步分析碲改質后夾雜物的形態,對試樣進行深腐蝕后采用掃描電鏡觀察夾雜物的三維形貌,如圖4所示。
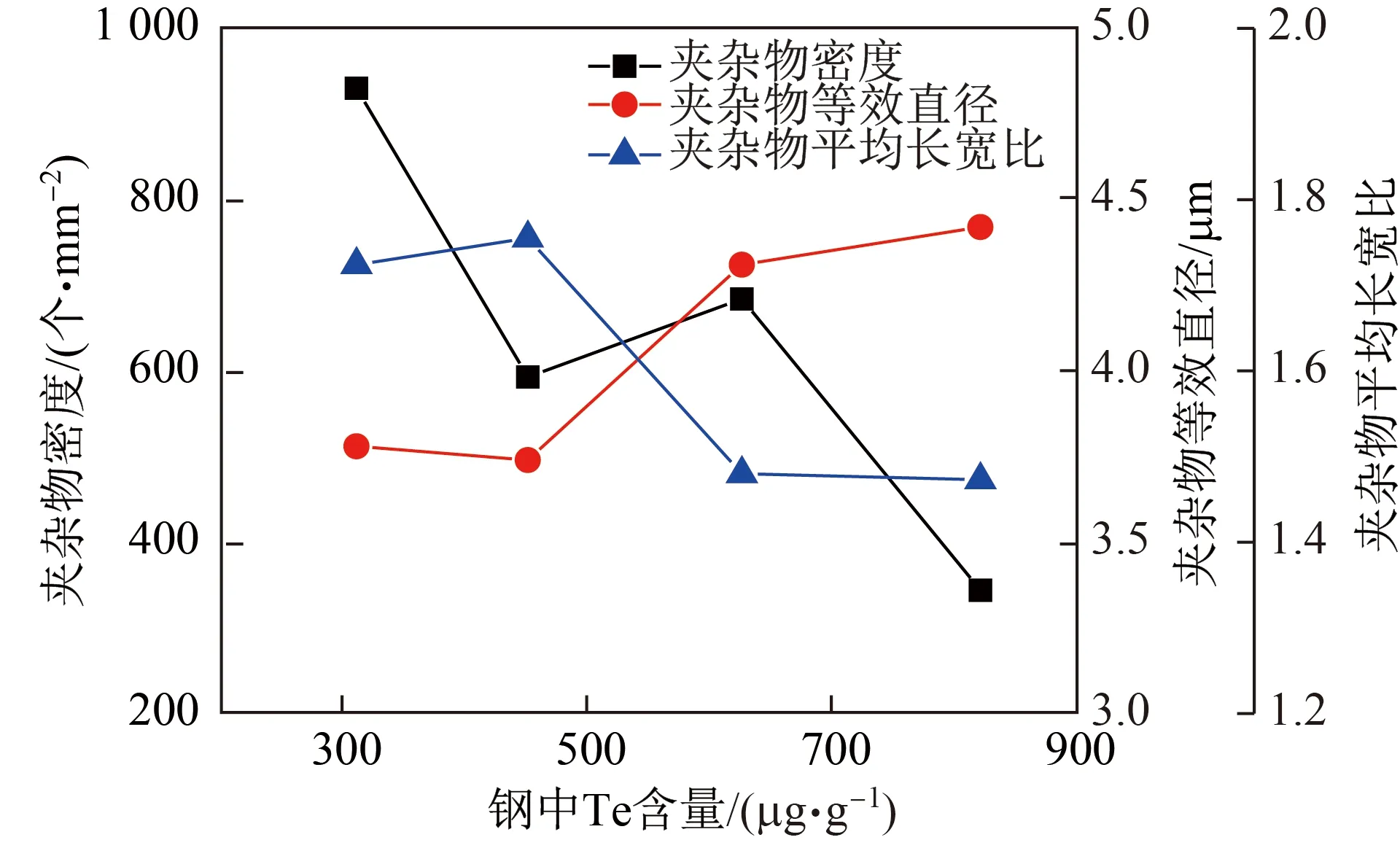
圖3 不同碲含量試樣中硫化物夾雜的參數
Te在鋼中最主要的作用是使硫化物改質,使硫化物的長寬比減小,紡錘率提高,變形塑性減小[14]。當鋼中Te/S值在0.07~0.1時,Te在鋼中為固溶狀態向開始析出MnTe的過渡范圍;當Te/S值超過0.1時,MnTe開始析出,MnTe將包裹MnS,形成MnTe-MnS的復合夾雜物[15-18]。
從圖4可以發現,Te改質后鋼中的MnS夾雜物(黑色)有樹枝狀和球狀兩類,由于MnTe的熔點低于MnS,在凝固降溫過程中,MnTe的析出要晚于MnS,因此MnTe通常包裹在MnS的外圍。1號試樣的Te/S值為0.12,略大于析出MnTe的比值,因此,僅有少量的白色MnTe在MnS外圍析出;隨著碲加入量(Te/S值)的增加,MnS周圍析出的MnTe逐漸增多,包裹型復合夾雜物的析出比例也逐漸增大,未改質樹枝狀MnS的比例則逐漸減小。由于MnTe表面張力的原因,MnTe包裹的MnS被有效改質成近球形夾雜物,使硫化物的長寬比減小,紡錘率提高。而鋼中未被MnTe包裹的MnS夾雜主要以樹枝狀存在。當鋼中Te的添加量大于625 μg/g,即Te/S≥0.25時,MnS夾雜物的改質效果不明顯。進一步增加Te含量,未改質樹枝狀MnS的尺寸變化不明顯,改質效果保持穩定,這與Katoh等的研究結果一致[19]。
因此,對于硫含量較高的圓珠筆尖鋼來說,為了有效控制鋼中夾雜物的形態和分布,提高鋼材的切削性能,需同時控制易切削元素的含量和配比。
3 結論
(1)成分檢測發現,市場上5種圓珠筆筆尖鋼主要為含硫-鉛-碲的易切削不銹鋼,其成分相近,硫的平均質量分數在0.35%以上,平均Mn/S值為3.45,鉛的質量分數為0.11%~0.12%,碲的質量分數為0.013%~0.021%。
(2)5種市售筆尖鋼中夾雜物的金相統計結果為:夾雜物面積比分別為1.27%、1.47%、1.13%、1.08%、2.04%,平均等效直徑分別為3.3、4.1、4.9、3.8、3.8 μm,3號鋼中硫化物形態控制相對較好。
(3)高溫熔煉試驗的試樣中Te/S=0.25,夾雜物形態控制較好,進一步提高Te/S值,硫化物改質效果不明顯。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16